船用环氧树脂垫块性能介绍及应用
2018-08-31 12:54宋川
智能城市 2018年14期
宋 川
上海振华重工(集团)股份有限公司,上海 200125
造船业的不断进步,船舶设备的安装中,除了常规的钢质垫片外,越来越多的采用了环氧树脂垫块。环氧树脂具备良好的隔热、抗冲击、抗压缩、耐腐蚀、离火自熄等特性,可以现场浇注固化,一次性成型,从而缩短了施工周期,可在一定程度上提高经济效益,被广泛应用于船舶大、中型设备的安装。
特种用途船舶,如铺管船、铺缆船、潜水支持船、海工辅助船舶等,相比民用船舶,系统更为复杂,特种机械及配套机械较多,机械设备安装的工作量巨大,比如上海振华重工(集团)股份有限公司(下面简称振华重工)建造某起重铺管船上,配置10台定位锚绞车、2台艏侧推、4台可伸缩全回转推进器、2台全回转主推进器,在设计和建造方面选用合适的安装方法是一个很重要问题。经过设计论证,结合实际安装效果,振华重工在大型设备安装方面积累了丰富的经验,在项目设计和建造阶段,针对主机、发电机、推进器电机、艉轴管、绞车等设备安装工作开始大面积采用环氧树脂垫块。
1 环氧树脂垫块实用性
主机、发电机、推进器电机、绞车等传统安装方法是采用拂配钢质垫片。钢质垫片在使用中存在很多弊端,如:容错率低、现场的测量误差,船体基座由于船体弹性变形过程中造成的精度偏差,从第一次测量到最后准备安装,累计误差可能很大,预制钢质垫块的匹配度就有可能存在较大误差;机加工工作量大,钢质垫片没办法完全预制到位,其中一侧需在现场进行边拂刮边测量,要达到满足精度要求时间不可控,施工周期长;推进器电机、主机、绞车等设备,工作状态振动较大,而钢质垫片无减振效果。
相比钢质垫片,环氧树脂垫块的优点明显:容错率高、环氧垫块对基座和设备之间的精度要求相对较低,由于环氧树脂表面张力小,所有地方都可以填满,包括表面凹陷;没有钢制垫片的拂配工作,可以直接在室温条件下进行浇注、固化、一次性成型,温度适宜条件下,一天即可完成浇注、固化,从而大大缩短了施工周期;性能稳定、耐腐蚀、不腐蚀金属;减振效果好,可以有效吸收垫块上方设备运行时的振动,相比钢质垫片效果提升8~10倍;抗压力强度高;使用寿命可达30年。
艉轴管的传统定位安装方法是通过轴系镗孔来实现,先将轴毂安装好,人字架、艉柱提前同船体结构焊接在一起,以理论轴系中心线为基准,按照要求对轴毂镗孔,艉轴管按照镗孔尺寸进行加工,加工到位后将艉轴管装配进轴毂。存在着诸多问题:加工精度要求很高,但是现场加工质量难以保证,经常出现加工完成后不匹配的情况,此时就需要进行人工拂配;镗孔周期较长,一般需要一周。
采用环氧树脂来处理艉轴管的定位安装,即不需要进行镗孔工作,艉轴管定位安装周期可控制在1d或2d;由于环氧树脂的抗压缩性,不易产生偏差,可保证轴系中心线的精准度和安装质量;同时环氧树脂垫块全覆盖、接触面积大、结合力强的特性保证了足够的摩擦系数,避免了艉轴管的滑动问题。
通过综合评测,采用环氧树脂垫块,相比传统安装方法,节约工时,节省施工周期,具有很好的实用性和经济性。
2 环氧树脂垫块强度计算
在强度计算中,主要是计算垫片和螺栓。计算螺栓承载的最大应力值,其结果小于材料许用应力即为安全;螺栓伸长量计算中也要一并考虑,并满足规范要求;垫片最大应力满足《船用环氧机座垫片技术条件》(CB/T 3514—92)定义,垫块厚度规定15~70mm之间,推荐垫块厚度25~45mm,具体厚度根据实际需要定义,但是需要修正螺栓压紧引起的变形量。见表1,主要技术指标。计算过程如下:
(1)准备资料:设备布置图,设备重量,紧固螺栓尺寸、数量,受力情况。
(2)计算环氧树脂垫块承压总面积,计算静压应力σ1=W/A。其中W—设备自重,A—环氧树脂垫块有效面积。
(3)环氧树脂垫块螺栓预紧力的总压应力,σ2=(W+T×Bolt No.)/A。其中,T—紧固螺栓紧固力。
(4)计算紧固螺栓的拉应力,σ=4T/(π×d2)。其结果应小于材料许用应力,根据规定,许用应力为屈服强度的80%。
(5)计算螺栓伸长量,S=4σh×Ah×K×Lk/(π×d2×E)。其中,Lk—紧固螺栓长度;Ah—液压拉升器活塞有效面积;σh—拉伸器的拉伸压力;K—液压系数;E—弹性模量。
(6)船级社退审后即可现场准备环氧垫块的浇注工作。
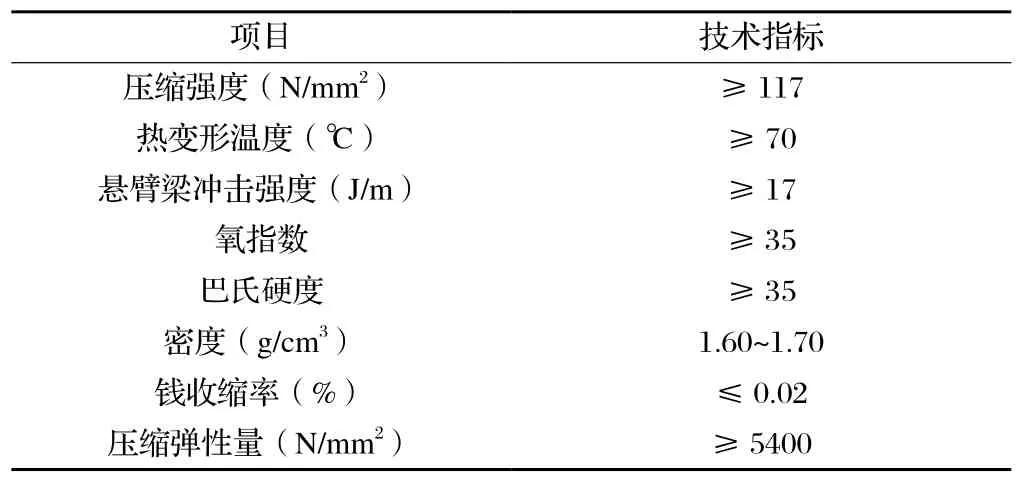
表1 主要技术指标
3 环氧树脂浇注工艺
环氧树脂浇注工艺和施工环境是影响环氧树脂垫块的浇注效果重要因素,必须保证设备、人员等综合配套达标的前提下,方能体现环氧树脂浇注的优势。
现场环氧树脂垫块的浇注工作,需要供应商服务工程师现场浇注,并报验船东和现场验船师。施工前准备工作很重要,与垫块接触的表面都要清洁干净,去除油脂、泥水、锈迹、油漆等附着物,施工期间整个施工区域不允许出现打磨、焊接及其他影响施工现场环境的操作。
环氧树脂浇注需要在适宜的温度下展开浇注工作,最合适的浇注温度是20~25℃,如果环境温度低于13℃,环氧树脂需要提前加热并做好保温工作。地脚螺丝紧固后,环氧树脂垫块的压缩量应控制在2‰垫块厚度。
主机、发电机、绞车等浇注工作,设备安装前,需要在设备基座和设备底座之间内侧部分焊上厚度3mm的铁挡板;在设备基座和设备底座之间塞海绵条;在设备基座和设备底座外侧点焊厚度约2mm厚度的铁挡板,高度为环氧垫块厚度加15mm,宽度大约25mm左右,从而形成浇筑口;螺栓孔使用海绵堵塞,铁板挡和基座之间使用腻子密封;将环氧搅拌均匀,从注入口倒入,确保液面要高于底座下表面;环氧树脂完全固化后,需要拆除前面安装的铁挡板,并使用打磨机对环氧浇注口按照要求做处理,对整个环氧垫块的四周做好清理工作,仔细检查环氧垫块是否存在气泡或裂纹等问题,如果发现问题要及时处理;同时松开调整支撑件或顶升螺栓,使环氧垫块完全受力;拔出堵在螺栓口的海绵,然后拧紧紧固螺栓,达到设计的紧固力。
艉轴管环氧浇注工作,在安装艉轴管前,需要对艉轴管内部进行清洁工作,如有锈迹需要打磨掉,要求无油渍、无铁锈、无泥水。根据艉轴管大小可采取不同的浇注方法,通常小型艉轴管可采用重力式浇注法,从艉轴管上方的注入口利用环氧树脂自身重力慢慢注入环氧树脂,环氧浇注完成后透气口处会有环氧流出;而对于中、大型艉轴管,重力法就不再适用,此时需要采用压力式浇注法,与重力式相反,此时从尾轴管下方的注入口浇注环氧,使用手摇泵或电动泵提供压力把环氧树脂从下方打压至上部,环氧浇注完成后透气口处会有环氧流出;轴系对中是一个重要的工作,环氧垫块浇注期间的轴系对中定位,艉轴管上配置有调整螺栓,对中主要是通过调整螺栓来调整,等到环氧树脂完全固化后,使用割刀割平,并在端口满焊封闭。
采用压力式浇注的尾轴管,环氧树脂的流动性需要一定的空间,为了保证浇注过程的顺利进行,环氧树脂垫块的最小厚度应当大于6mm。设计阶段就需要考虑环氧浇注的工艺问题,在最终确认环氧垫块的理论厚度,合理配置,保证轴系理论中心和实际中心的偏移量在许可的范围内。
4 环氧树脂垫块的未来发展方向
目前环氧树脂垫块在船舶大、中型设备的安装中应用越来越广泛,环氧树脂垫块的浇注技术基本成熟,得到了市场的认可。
环氧树脂作为一种化工品,随着近年化工技术的迅速发展,环氧树脂的性能也逐步提高。科技的发展下,通过添加不同的辅助材料,市场上涌现出多种性能差异化的环氧树脂,在韧性、减振、强度等方面有不同程度的提升,可以根据实际需要选择相对应的环氧树脂,从而满足不同设备的性能要求。随着船舶业对环氧树脂的需求和要求提高,未来将会有性能更好、用途更为广泛的环氧树脂垫块。
5 结语
环氧树脂垫块具有良好的实用性和经济性,当前主要应用于主机、发电机、艉轴管、绞车等设备,随着船舶行业的发展,环氧树脂垫块将在更多领域得到更为广泛的应用。
猜你喜欢
防爆电机(2022年3期)2022-06-17
煤气与热力(2021年12期)2022-01-19
煤气与热力(2021年4期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
中国特种设备安全(2019年11期)2020-01-16
船舶标准化工程师(2019年4期)2019-07-24
综合智慧能源(2018年2期)2018-03-21
中华骨与关节外科杂志(2016年5期)2016-05-17
舰船科学技术(2016年1期)2016-02-27
船海工程(2015年4期)2016-01-05