不同冷却方式对钛合金切削过程的影响研究
2018-08-28 09:12陈海虹刘爱军
机械设计与制造 2018年8期
陶 亮,陈海虹,陈 超 ,刘爱军
1 引言
钛合金具有高强轻质、耐腐蚀性好、热强度高等优点,在航空航天、医疗器械、船舶等领域广泛应用。但钛合金材料亦具有导热系数小、高温化学活性大和弹性模量低等特性,是典型的难加工材料[1]。常规的浇注冷却方式切削钛合金等难加工材料时刀具磨损严重,影响工件表面质量,生产效率低[2]。为有效带走切削热,提升刀具寿命和工件表面加工质量,采用高效冷却方式开展难加工材料切削研究受到国内外众多学者的重视。
文献[3]进行了钛合金高速铣削仿真,研究了水基切削液、MQL冷却等方式对切削力、刀具温度等参数的影响。文献[4]研究了钛合金车削过程中传统冷却和高压冷却等方式对刀具寿命和工件表面完整性的影响。文献[5]完成了Inconel 718合金切削过程中浸入式冷却、局部喷射冷却等方式对切削温度、刀具应力等参数影响规律的研究。文献[2]分析了车削45号钢时常规冷却和高压冷却方式对刀具温度、应力以及形切屑变形的影响。文献[6]开展了高压冷却下PCBN刀具切削高温合金切屑卷曲折断机理和试验的研究。以硬质合金刀具切削钛合金Ti6Al4V为研究对象,采用Johnson-Cook材料本构模型,运用金属切削仿真软件AdvantEdge进行了不同冷却方式下的切削仿真,研究了高压冷却、浸入式冷却、局部喷射冷却对钛合金切削过程的影响规律。研究结果可为钛合金切削时选择有效的冷却方式提供理论指导。
2 切削模型建立
2.1 材料模型
采用Johnson-Cook本构模型来描述钛合金的材料性能,它具备较高的应变、应变率以及温度等参数的计算精度[7],其具体形式为:

式中:A、B、C、m、n—材料模型参数,数值如表 1 所示[7];ε˙—等效塑性应变率;ε˙0—参考塑性应变率;σ—流动应力;ε—等效塑性应变;Tr、Tm—环境温度与材料熔点。

表1 工件材料J-C本构参数Tab.1 Johnson-Cook Material Model for Ti6Al4V
2.2 切削仿真参数
仿真中使用的刀具材料为硬质合金,工件材料为Ti6Al4V,工件模型长4mm,高2mm,刀具和工件材料性能,如表2所示。仿真中选用精度较高的标准模型,通过自适应网格重划分技术划分刀具网格,刀具最大网格单元尺寸0.3mm,最小刀具网格单元尺寸0.03mm,网格划分等级为G=0.5,G值决定了靠近切削刃处网格由粗到细转换的快慢程度[9]。仿真模型采用的切削参数,如表3所示。
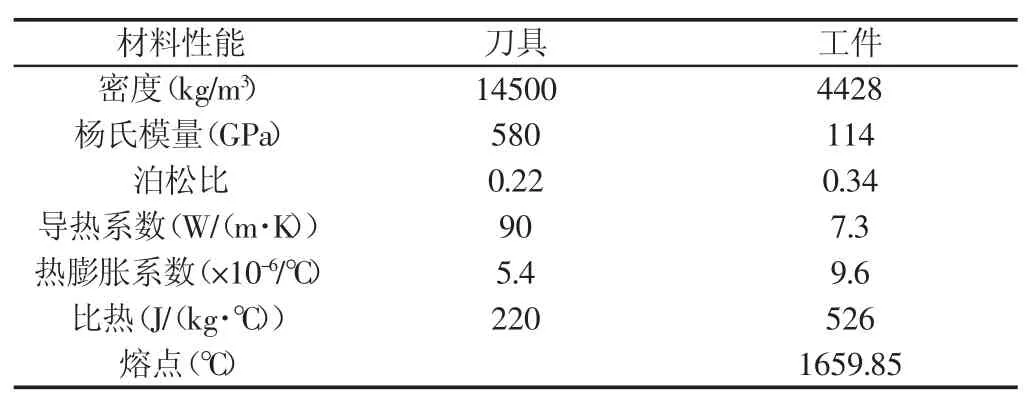
表2 刀具和工件材料主要力学、物理性能Tab.2 Material Properties of Ti6Al4V and Tool Material Carbide

表3 切削仿真参数Tab.3 Simulation Parameters
研究了高压冷却、浸入式冷却、局部喷射冷却三种形式对钛合金切削过程的影响。三种冷却方式均选用相同的切削液,密度为1010kg/m3,对流系数为8.75×104W/(m2·K),切削初始温度为20℃。高压冷却将足够压力冷却液喷射至刀具前刀面切削区和切屑之间,有效带走切削产生的热量[6]。高压冷却喷嘴坐标为X=6.5mm,Y=3mm,喷嘴半径R=0.5mm,切削液喷射角为325°,喷射速度为60m/s。浸入式冷却中,除工件底面和刀具上有温度载荷的边界面外,工件和刀具间所有非接触表面以及裸露表面的热量均会被切削液带走[10],在软件中选择immersed选项即可。局部喷射冷却方式利用喷嘴流出的切削液将工件和刀具上指定区域的表面热量带走[10]。仿真中设置喷嘴坐标为X=2.5mm,Y=2mm,喷嘴半径R=0.5mm。设置好的二维正交切削模型,如图1所示。

图1 二维正交切削模型Fig.1 Cutting Simulation Model
3 仿真结果分析
3.1 冷却方式对切削温度的影响
三种冷却方式下刀具和工件温度分布图,如图2所示。从图2中可以看出,刀具高温区主要分布在切削刃附近,浸入式冷却中刀具高温区范围最小,其次是高压冷却,局部喷射冷却高温区范围最大。产生该现象的原因可解释为高压冷却中由于喷射角和喷头位置设置等因素使切削液未能在切削区域形成高能量的冲击楔,减少了通过切削区域的切削液数量,导致散热性能降低,而局部喷射冷却方式中由于刀-屑间紧密接触导致切削液不能进入切削区域或不能到达刀-屑接触区[3,11],因此高压冷却散热效果低于浸入式冷却但优于局部喷射冷却。

图2 不同冷却方式下切削区温度分布图Fig.2 Temperature Distributions in the Cutting Zone of Various Coolants
三种冷却方式对切削刃最高温度的影响,如图3所示。从图3中可知,局部喷射冷却中刀具切削刃温度最高,其次为高压冷却,浸入式冷却最低,该现象也与图2的温度分布规律相似。

图3 不同冷却方式对切削刃最高温度的影响Fig.3 Effect of Various Coolants on Maximum Tool Edge Temperature
3.2 冷却方式对切削力的影响
三种冷却方式对切削力的影响,如图4所示。从图4中可以看出,切削力变化规律与温度分布规律类似,局部喷射冷却中切削力最高,其次为高压冷却,浸入式冷却切削力最低。主要是由于浸入式冷却具有良好的热传导性,减少了工件材料转变为切屑所需要的能量[3]。
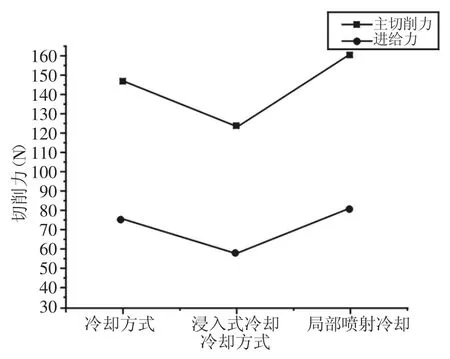
图4 不同冷却方式对切削力的影响Fig.4 Effect of Various Coolants on Cutting Force
3.3 冷却方式对刀具应力的影响
三种冷却方式对切削刃最大应力的影响,如图5所示。由图5可知,浸入式冷却中切削刃应力最小,其次是高压冷却,切削刃应力最大的为局部喷射冷却。由于切削刃应力大小取决于切削区热量多少和工件材料转变为切屑所需的能量[3],而三种冷却方式中浸入式冷却热传导性最好,冷却效果最佳,因此该冷却方式下切削刃应力最小。
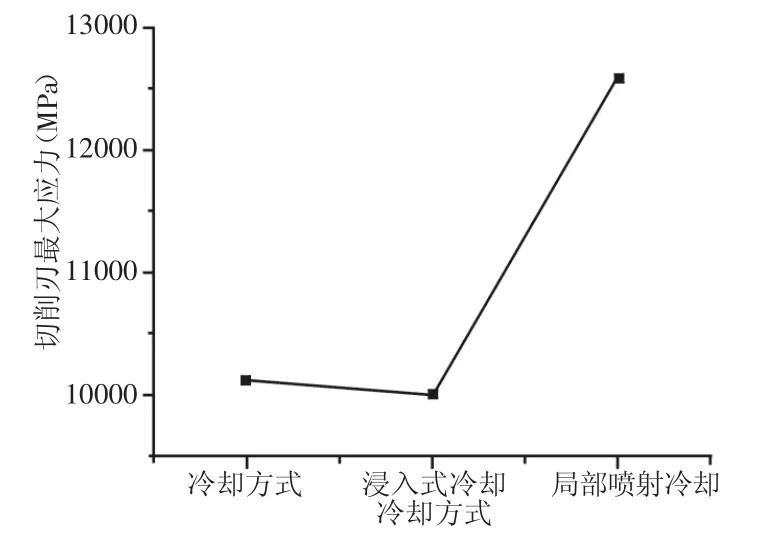
图5 不同冷却方式对切削刃最大应力的影响Fig.5 Effect of Various Coolants on Maximum Tool Stresses
4 结论
基于金属切削仿真软件AdvantEdge在高压冷却、浸入式冷却、局部喷射冷三种冷却方式下对工件材料Ti6Al4V进行切削仿真分析,得出以下结论:(1)三种冷却方式中,刀具高温区主要分布在切削刃附近区域。(2)浸入式冷却中切削刃温度和应力最低、切削力最小。(3)浸入式冷却切削性能最好,其次为高压冷却,局部喷射冷却最差。
猜你喜欢
金属加工(冷加工)(2022年1期)2022-01-25
热带农业工程(2021年5期)2021-12-06
哈尔滨轴承(2021年2期)2021-08-12
航空发动机(2020年3期)2020-07-24
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
企业文化·中旬刊(2016年1期)2016-03-10
组合机床与自动化加工技术(2014年12期)2014-03-01