
汽车渗碳齿轮的心部硬度控制
2018-08-23 02:00:46李玉婕赵洪花
金属加工(热加工) 2018年8期
■ 李玉婕,赵洪花

扫码了解更多
齿轮运转过程主要是传递动力和改变速度,齿轮啮合时齿根受到脉动冲击力和交变弯曲应力的作用,需要不断承受冲击力和弯曲应力。渗碳齿轮的心部硬度是保证齿轮在传递动力时具有足够的强韧性,能够承受扭矩,在换档过程中能够承受冲击。对于不同承载条件下的齿轮根据其承载要求设计不同的心部硬度和匹配不同的材料及要求。我公司生产的差速器齿轮如图1所示。
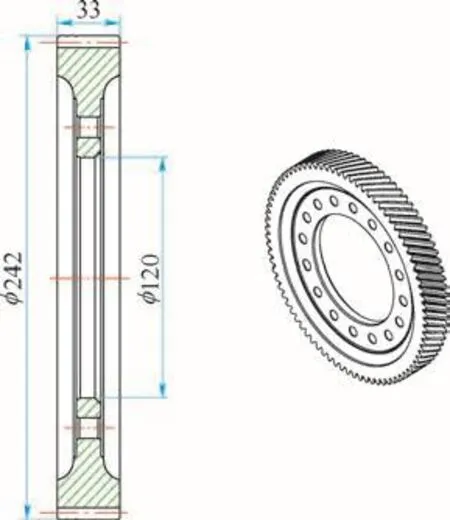
图1 差速器齿轮
该零件材料为20CrMnTiH,材料末端淬透性选用J9:30~36HRC,零件法向模数2.51,齿宽33mm,渗碳热处理有效硬化层深0.6~0.9mm,心部硬度要求为330~480HV(HV20),心部硬度检测位置为齿宽中部齿根圆齿厚中心处。生产过程中出现的主要问题是心部硬度不足,那么我们是如何解决的呢?下面把我的经验与大家共享。
一、影响齿轮心部硬度的因素及其测定
齿轮的心部硬度是综合性指标,其承载特性要求既要有足够的强度同时要保证有足够的韧性,因此对齿轮的心部硬度制订了具体的范围要求,同时心部硬度在某种程度上也反映了齿轮的心部金相组织。由于渗碳齿轮的心部几乎没有渗碳而保持原材料的化学成分,因此齿轮的心部硬度主要取决于原材料的淬透性和淬冷烈度,热处理工艺参数的调整尤其是淬火温度的调整也能产生一定的影响。淬冷烈度主要取决于淬火冷却介质的选型和搅拌速度,淬火冷却介质选定后通过调整搅拌速度和装炉量可调整淬冷烈度。而淬火温度的调整主要是通过调整过冷奥氏体转变成马氏体的转变量来调整心部硬度的。因此,为提高齿轮的心部硬度,我们采取了以下试验措施:调整热处理工艺参数,即提高淬火温度、提高搅拌速度、原淬火冷却介质添加调整油来提高冷却速度(或使用冷却速度更快的冷却介质)、减少装炉量,以及提高材料的淬透性带位置。关于齿轮心部硬度的测定位置,不同的客户有不同的要求,在客户没有特殊要求的情况下,我们根据QC/T262—2005《汽车渗碳齿轮金相检验》标准规定,心部硬度的测定位置为齿宽中部横截面上,轮齿中心线与齿根圆相交处的硬度(见图2),心部硬度测试位置范围为±1mm。
二、试验方案
我公司渗碳热处理使用的设备是IPSEN热处理多用炉生产线(见图3),采用超级渗碳工艺(丙烷+空气)。
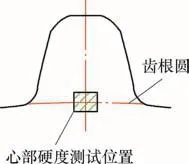
图2 心部硬度测定位置示意
该齿轮的渗碳淬火工艺(工艺1)如表1所示,淬火油为Y35-I分级淬火油,装炉量为168件,搅拌速度为快速搅拌。
对于不同的钢材批次,我们进行了钢材淬透性检测,原材料的淬透性通过端淬试验GB/T225进行检验,发现对于淬透性值不同的钢材批次采用相同的热处理工艺,其心部硬度出现了明显的差别,检测结果如表2所示。
通过以上试验数据可以发现,对于淬透性值不同的钢材批次,淬透性值J9:34~35HRC的钢材,采用以上渗碳工艺可保证符合要求的心部硬度,而对于淬透性值J9:30~33HRC的钢材采用以上渗碳工艺则心部硬度大多低于下限值(330HV20),个别合格的也是处于下限临界值附近。为此,我们根据不同批次淬透性值J9:30~33HRC的钢材进行了系列性试验。

图3 易普森热处理多用炉生产线

表1 原渗碳工艺参数

表2 不同批次钢材的齿轮热处理心部硬度检测结果
1. 热处理工艺参数的调整
在以上渗碳工艺的基础上,我们将淬火温度由原来的(840±10)℃提高至(890±10)℃,装炉量由原来的每炉168件减少到每炉140件,其他参数不变,调整后的热处理工艺(工艺2)如表3所示。
调整热处理工艺后的心部硬度检测结果如表4所示。
通过表4试验数据可以看出,提高淬火温度和减少装炉量后心部硬度有所改善,但仍处于下限甚至有个别炉次出现硬度偏低的情况,零件心部硬度控制稳定性差,造成返工成本较高,且返工处理不利于控制零件的热处理变形。这个检测结果与钢材的连续冷却转变图分析也是相吻合的。对于渗碳热处理的工艺时间可完全保证奥氏体成分的均匀化,提高淬火温度的目的是提高过冷奥氏体转变成马氏体的转变量,从而提高心部硬度。而减少装炉量可在某种程度上提高淬冷烈度以使心部硬度提高。
2. 淬火冷却介质的调整
鉴于以上的检测结果,我们又进行了以下试验:对Y35-I淬火冷却介质的冷却特性进行了检测和进行淬火油改性,我们采用了添加调整分级淬火油以提高淬火冷却介质的冷却能力,试验发现心部硬度有所改善基本符合要求,但是总在要求指标的下限徘徊,而且在交付时往往引起争议。因为心部硬度的检测结果与钢材成分、材料淬透性是密切相关的,不同零件的心部硬度结果是有波动的,而且有时波动较大,所以争议是在所难免的。为此我们采用了K34快速淬火油,以实现稳定的心部硬度要求,但是又要考虑零件的变形问题,通过检测零件的心部硬度指标和关键尺寸指标均达到要求,并且通过了批量生产验证,如表5所示。
但是新的问题是首先要保证淬透性不同的钢材批次进行区分,对于淬透性值不同的钢材批次要采用不同的热处理工艺,不利于生产组织和管理。
3. 材料淬透性的优化
对比GB/T5216-2004《保证淬透性结构钢》标准,该钢材淬透性J9:30~36HRC,属于HL类且上限压缩2HRC,如图4、表6所示为20CrMnTiH钢的淬透性带及其各点的硬度值,正火温度为900~920℃,端淬温度为(880±5)℃。
对于HL类的20CrMnTiH钢,其淬透性值J 9:3 0~38HRC。为稳定该零件的心部硬度要求,我们将零件淬透性带由原来的J9:30~36HRC调整为J9:33~38HRC,这里试验的重点是对于钢材淬透性J9:37~38HRC零件的热处理变形情况,为此我们单独组织一批钢材进行热处理试验,采用原来的工艺参数(工艺1)、装炉量和淬火冷却介质,根据试验结果每炉随机抽取不同数量的零件进行了心部硬度、关键尺寸测量和后续磨削验证,全部符合要求。测量结果如表7所示。
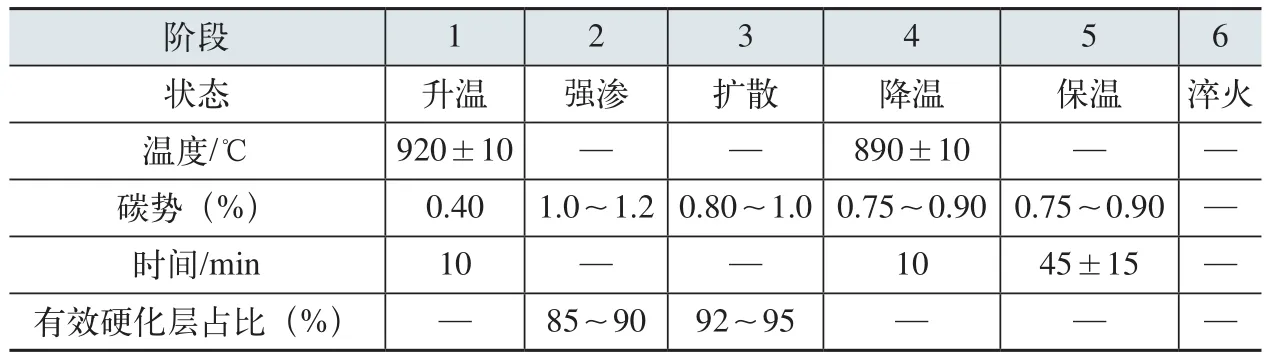
表3 调整后的渗碳工艺参数
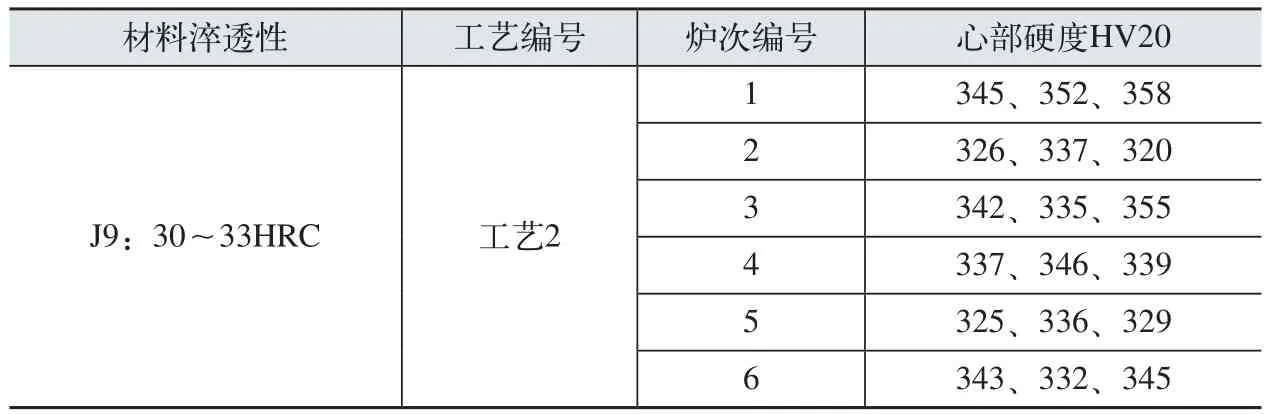
表4 调整热处理工艺后的心部硬度检测结果
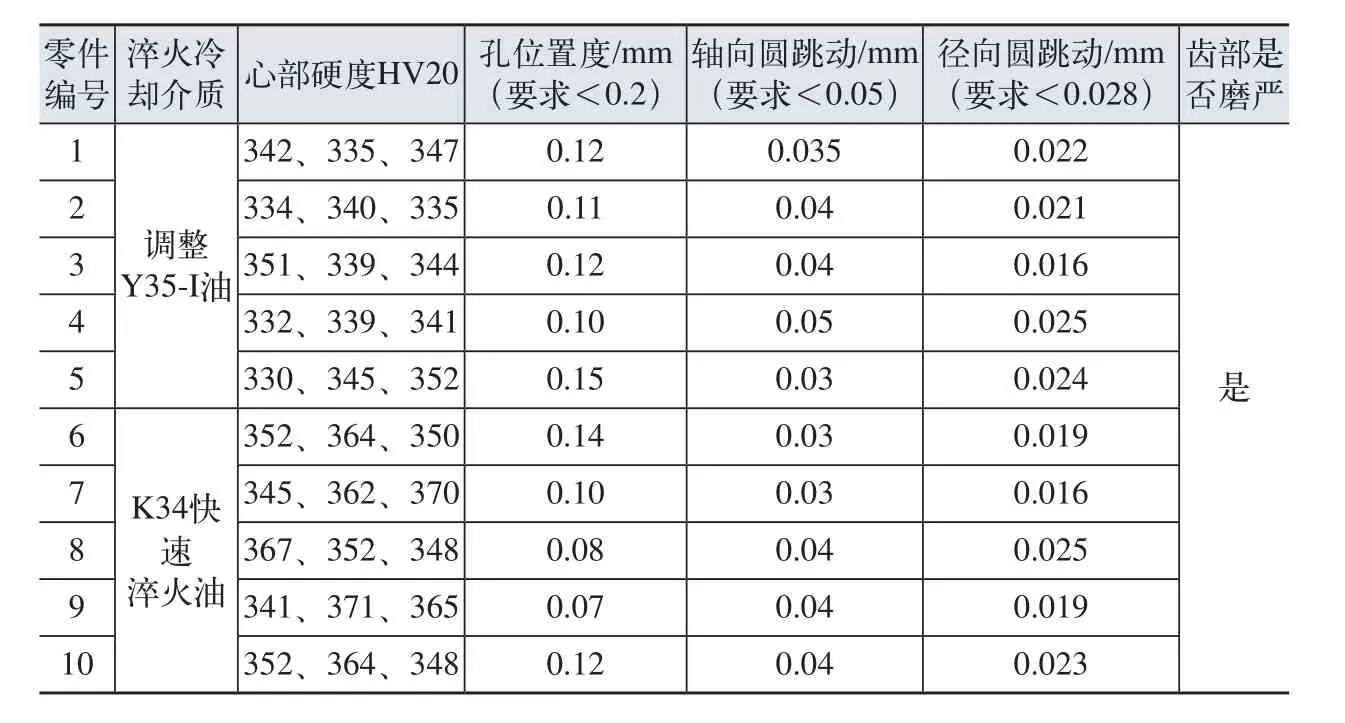
表5 淬火冷却介质调整后的心部硬度和关键尺寸检测结果
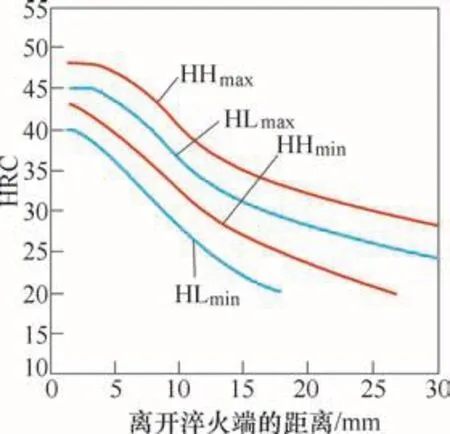
图4 20CrMnT iH钢的淬透性带
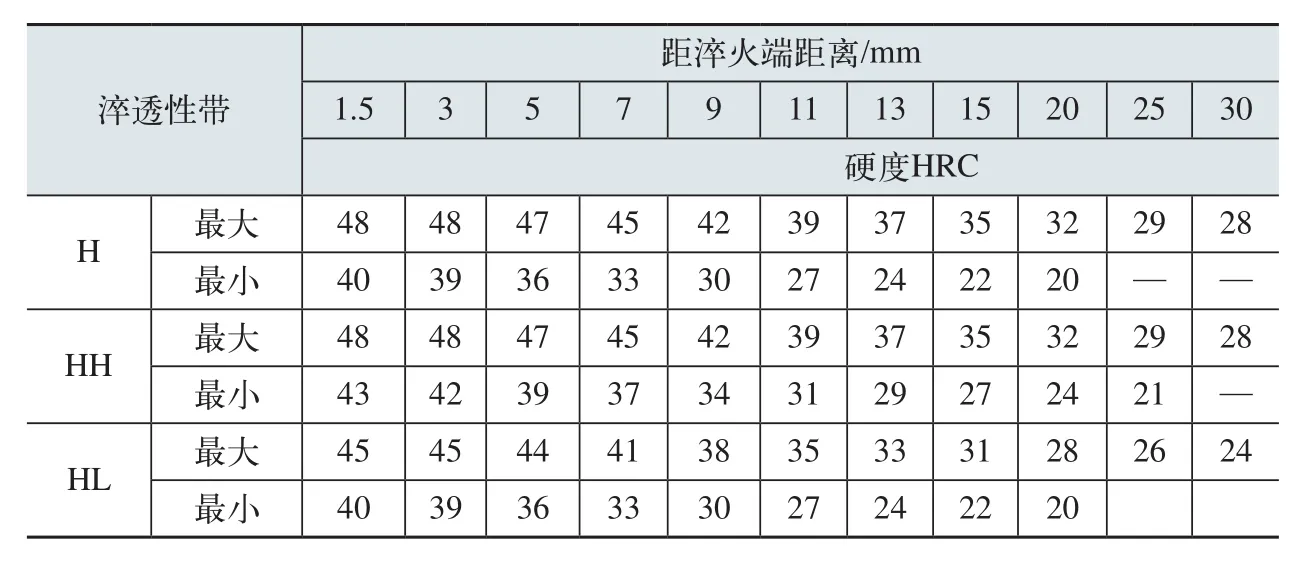
表6 20CrMnT iH钢的淬透性带及其各点的硬度值
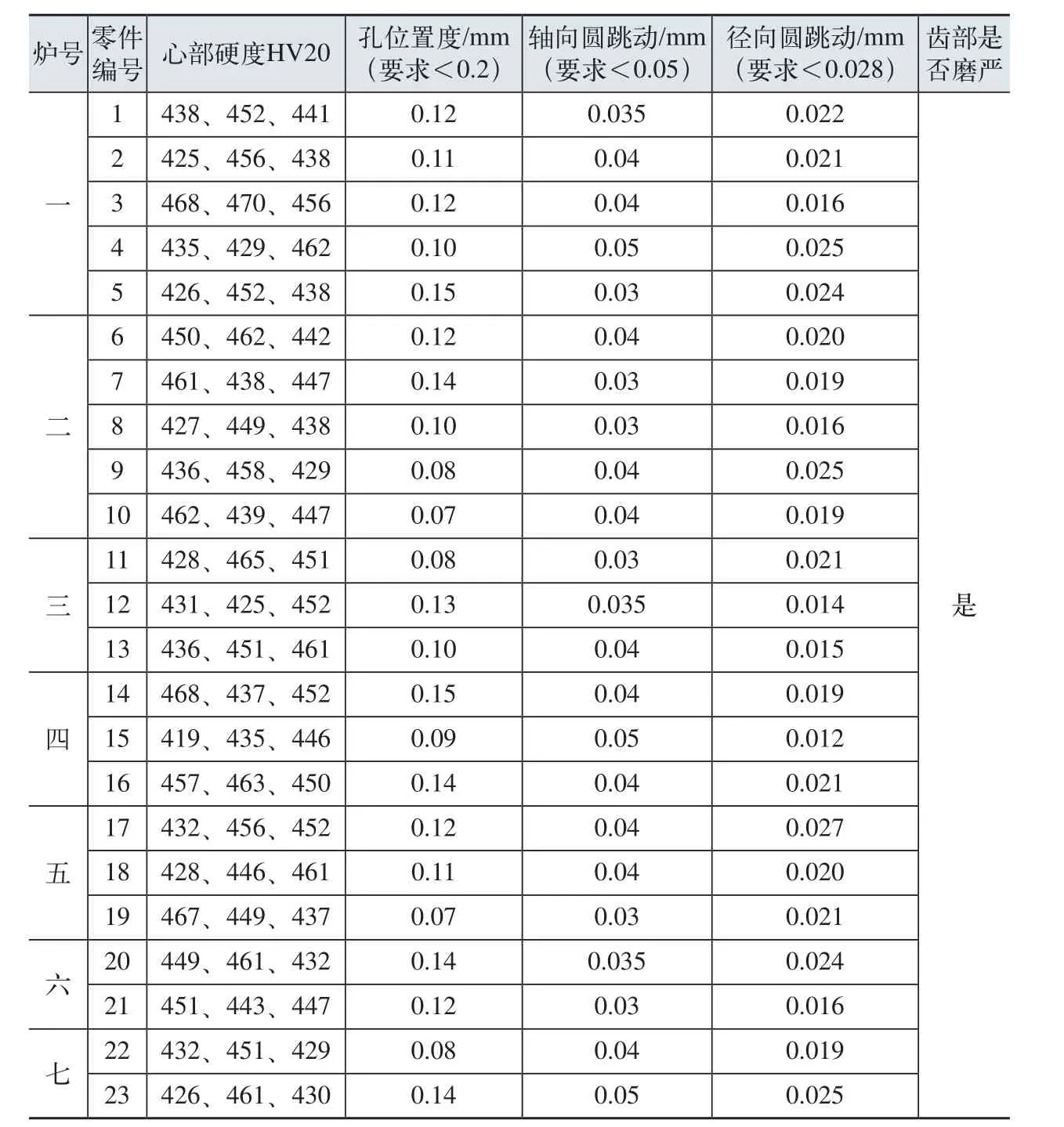
表7 淬透性带调整后的心部硬度、关键尺寸测量结果
三、结语
由以上试验数据和分析,由于不同批次材料的淬透性波动比较大,通过调整热处理工艺参数和淬火介质,心部硬度问题得到了解决,但是生产过程不便于管控和管理,因此给热处理生产带来很大难度,为稳定产品的心部硬度和便于组织生产,我们最终建议选用调整钢材淬透性带的方法,即将材料的末端淬透性J9:30~36HRC调整为J9:33~38HRC,以稳定热处理工艺,降低热处理的返工成本,而且有利于控制零件的热处理变形。
猜你喜欢
中国冶金文摘(2024年2期)2024-05-20 09:54:49
中国特种设备安全(2021年11期)2021-05-05 06:13:08
名作欣赏·学术版(2021年1期)2021-02-08 08:35:50
科技风(2019年23期)2019-10-21 21:09:05
汽车实用技术(2018年20期)2018-10-26 08:19:46
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:51
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
热处理技术与装备(2014年6期)2014-01-10 12:36:26
热处理技术与装备(2014年6期)2014-01-10 12:36:22
热处理技术与装备(2014年6期)2014-01-10 12:36:20
