煤化工制乙二醇污水处理装置运行探讨
2018-08-21 07:10:12张广洋吴宝宏
氮肥与合成气 2018年6期
龚 立,张广洋,秦 伟,吴宝宏
(1.徐州水处理研究所,江苏徐州 221006; 2.阳煤集团深州化工有限公司,河北深州 053800)
随着我国工业化进程的加快,化工产品的发展对水资源的使用量越来越大,造成全国大多数地区出现水资源紧张甚至短缺[1]。国家对水资源的节约也越来越重视,从前几年对化工生产的限量用水,到“水十条”的发布,再到今天的节能减排,甚至达到零排放要求,都是为了保护我们赖以生存的水资源,所以在当今经济和环保形势十分严峻的情况下,要想企业稳步发展就必须贯彻国家号召,节能减排,合格处理水、气和固废等污染物,必须达标排放或回收利用。
1 工艺选择
阳煤集团深州化工有限公司(以下简称深州化工)是一家大型煤化工企业,年产220 kt乙二醇,配套1台Ф 3 200 mm航天炉。根据生产需要和环境保护政策,必须要有配套的污水处理装置和气味处理设施,选择何种处理工艺对运行效果影响重大,所以必须慎重选择。经全国招标最终选择徐州水处理研究所开发的短程硝化A/SBR+EM菌+BAF+臭氧氧化污水处理新工艺。该污水处理装置于2014年10月安装结束即开始运行,至今运行稳定,处理效果良好。
在生产过程中虽经源头治理,外排污水量减少、水质大为改善,但还是有少量污染物超标污水需要处理合格后达标外排[2]。化工污水中超标物一般为COD、氨氮、氰化物、硫化物、固体悬浮物等。其中固体悬浮物、氰化物、硫化物经加药絮凝沉淀处理后,大部分可除去,余下的少量进入生化系统也易除去,不会成为处理难题[3];而COD、氨氮含量一般严重超标,影响很大而不容易去除。一般化工污水中COD与氨氮的比值多为1~3,若COD与氨氮的比值很高,则污水处理难度较大。综上可知,污水主要污染源和处理难点是COD和氨氮。
含氨氮污水的处理一直是污水处理中的难题,同时处理成本也很大。这是因为污水中的COD较易处理,当COD与BOD的比值>0.35时,在厌氧或好氧条件下极易生化,反应速率快,好氧异养菌或厌氧菌即可完成分解[4-5];而氨氮则不容易处理,由于氨氮对微生物菌有抑制作用,所以高氨氮废水不易生化。
1.1 硝化的主要生化反应
硝化与氧化反应主要由好氧菌和兼氧菌在SBR池(有氧状态)完成,其反应式为:
(1)
(2)
1.2 反硝化的主要生化反应
反硝化反应主要由厌氧菌和兼氧菌在缺氧状态下完成,其反应式为:

(3)

(4)

(5)
除氨反应步骤多,参加菌种多,反应条件又分为好氧条件和缺氧条件;而亚硝酸、硝酸菌生长周期又长,且占总菌群数量又少(5%),所以除氨过程困难。

1.3 工艺的确定
污水处理站采用水解酸化+短程硝化A/SBR+EM菌+BAF+臭氧氧化,利用现代设备和传统方法相结合的新工艺。
通过对化工污水特征分析并论证其技术难点,得出以下结论:①活性污泥法技术成熟、可靠,优于生物膜法。比固化菌法投资少,处理费用低,应是治污首选工艺。②活性污泥法中的新工艺——短程硝化技术,比常规除氨工艺省氧25%,省有机碳40%,少产污泥50%,节碱20%,因此,可降低投资20%~30%,处理费用也会相应下降1/3,无疑应优先采用。
2 设计参数
处理水量为340 m3/h,即8 160 t/d。污水处理进、出水水质对比见表1。
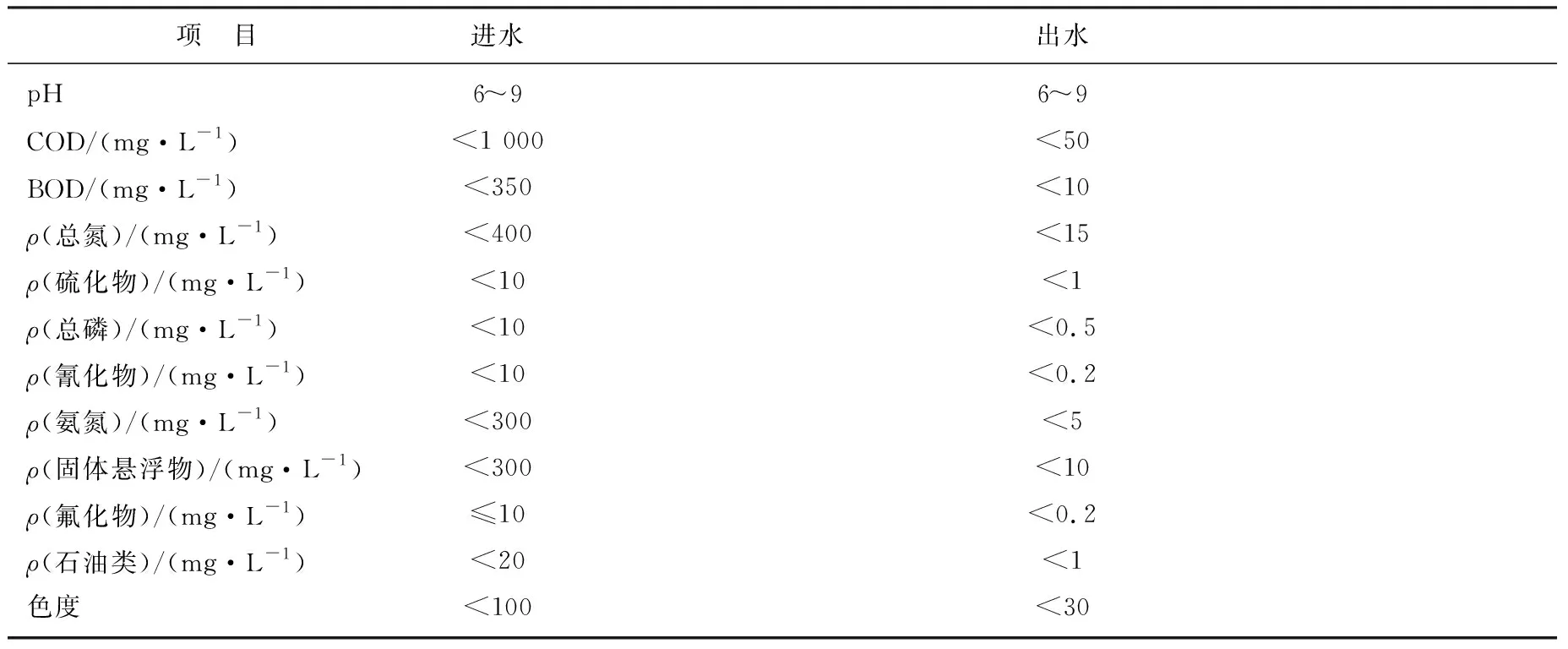
表1 污水处理进、出水水质对比
3 工艺流程
污水处理工艺流程如图1所示。来自乙二醇生产工段的废水经管道进入格栅池后溢流至水解酸化池,高浓度污水流入事故池。污水在水解酸化池中进行水解酸化,通过水解酸化菌将大分子不易生化的COD分解成小分子易生化的COD,并去除部分COD,通过内设的潜水推流器进行搅拌以均匀水质。水解酸化池废水经分析达到生化系统进水水质要求后,由提升泵提升进入调节池,在调节池内调节水量均衡、水质均匀,池内设潜水搅拌机进行搅拌,使污水均匀混合。
调节池污水首先进入预处理器,除去调节池内生成的碳酸钙、固体悬浮物及其他杂质,并通过臭氧破氰,然后自流到冷却塔降温后,通过流量计控制各池中流量并均匀分配到反硝化池(A池)进行推流反硝化,再进入SBR池进行序批式的反硝化、硝化反应,使污水在活性污泥的作用下去除废水中的氨氮、COD及其他微量氰化物、硫化物等污染物质[6]。污水在经过上述步骤后静沉1 h,通过滗水器将上清液(处理合格水)排入缓冲池,通过缓冲池提升泵提升至生物过滤器,滤除污水中剩余的活性污泥、杂质,再经曝气生物滤池(简称BAF装置)过滤,进一步净化污水中的污染物。过滤后的污水进入清水池,若不可生化的COD超标,可在此池内通过臭氧进一步氧化达标后外排。
在水解酸化池和调节池附近设除味装置,由于高COD污水在酸化过程中会产生少量硫化氢气体及其他异味气,利用引风机集中收集,经除味装置处理后排至锅炉燃烧。整个过程中污水达标排放,气味集中收集处理,废渣外运处理。
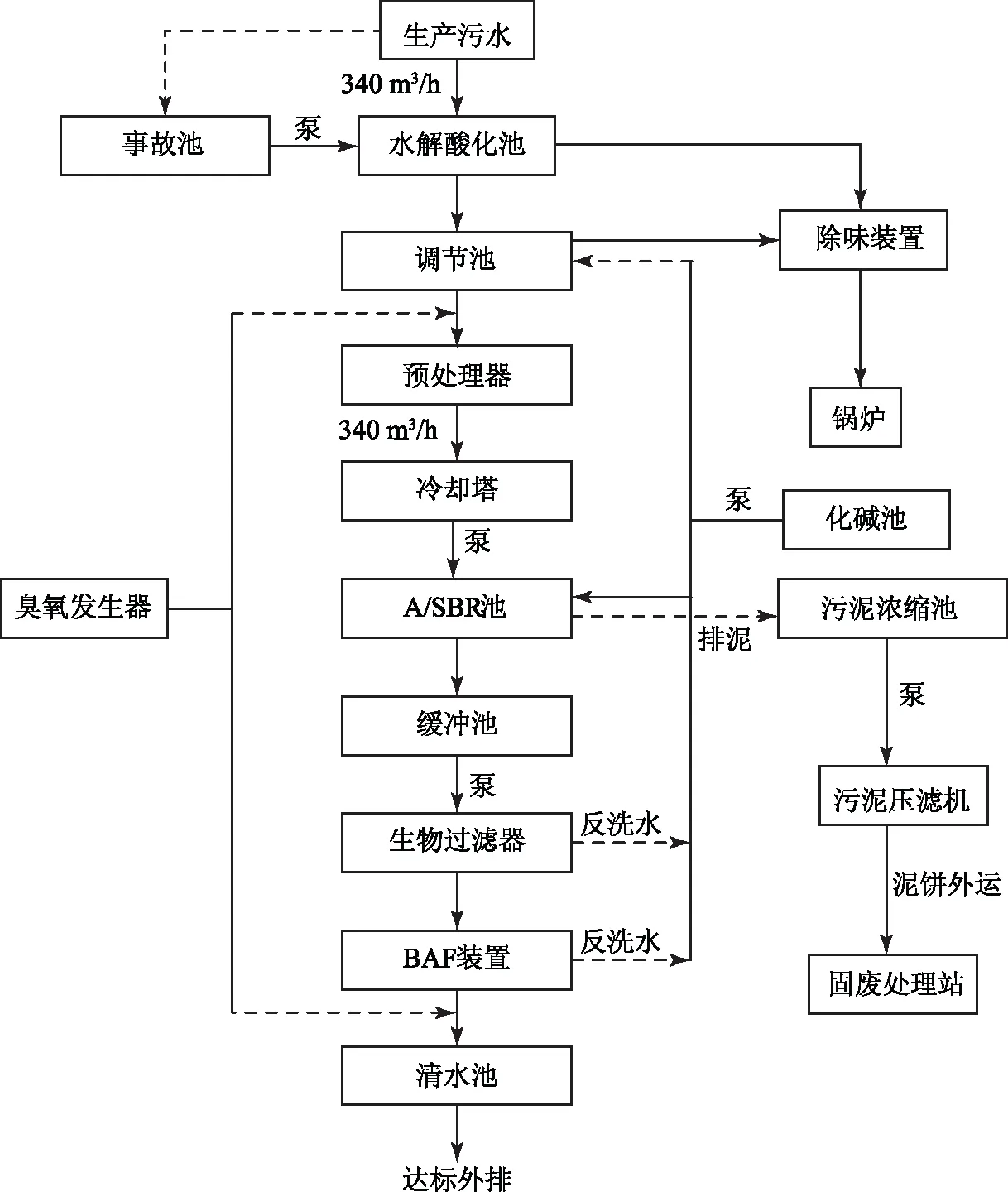
图1 污水处理工艺流程
4 主要设备参数及作用
主要设备参数见表2。
事故池作用:开车期及发生事故时储存高浓度废水。
水解酸化池作用:通过水解酸化菌将大分子不易生化的COD分解成小分子易生化的COD,并去除部分COD。
调节池作用:调节水质、水量,不同时段的进水质量不同,甚至差别很大。为了防止进水污染物突然增多对系统造成冲击,设调节池调节、储存污水,使水量均衡、水质均匀。池内设潜水搅拌机进行搅拌,使污水均匀混合
预处理器作用:除去调节池内生成的碳酸钙、固体悬浮物及其他杂质,并通过臭氧破氰。

表2 主要设备及其参数
冷却塔作用:循环冷却,以降低水温。
SBR池作用:曝气除去水中COD、氨氮等污染物,合格后沉淀、排水。
缓冲池作用:调节均衡污水排放量,控制在短时间内不让大量污水外排而使地沟溢水。
生物过滤器作用:过滤生物黏泥、固体悬浮物及细小微生物。
BAF装置作用:进一步净化处理污水中各项污染物,提高外排指标。
清水池作用:若不可生化的COD超标,可在此池内通过臭氧强制氧化达标后再排。
污泥浓缩池作用:有效地进行泥水分离,为污泥脱水提高效率。
除味氧化塔作用:通过引风机将异味气体引入吸收氧化塔,并利用吸收氧化液进行氧化处理,从而除去臭味,净化空气。
5 工艺特点
短程硝化工艺匹配新型生化组合池A/SBR是一种强强组合工艺,具有投资省、占地小、运行费用低、出水水质好、耐负荷冲击等优点。
(1)短程硝化效果好,成本低。比常规除氨工艺省O225%,省有机碳40%,少产污泥50%,节省纯碱20%,减少投资20%~30%,处理费用下降1/3。
(2)A/SBR组合将A池(反硝化)前置,利用进水中COD进行同步反硝化反应,并弥补污水中COD的不足,反硝化效果好,可节省供氧量,同时副产碱度,硝化除氨耗碱量下降20%,减少运行费用和SBR池内反硝化时间。
(3)SBR工艺为序批式运行,静置、排水、推流、曝气多工序在同一池内完成,省去了二沉池和污泥外循环,投资少,抗负荷冲击强。因SBR对进水有几十倍的“稀释”能力,即使进水氨氮浓度短时间内突然升高,一般不会影响SBR池的处理效果,只需适当调整运行时间。
(4)出水水质调整空间较大,只要改变各工序的运行时间,出水水质就会发生相应的变化。
(5)该工艺为序批式运行方式,易于实现自动控制和操作自动化,节省人力、物力,处理效果稳定。
(6)采用臭氧氧化分解大分子难生化COD变为易生化的小分子COD。若处理后不可生化的COD偏高、生化出水超标,可通过臭氧氧化后达标排放,保证出水合格。
6 经验总结
(1)对比国内同行污水处理装置,深州化工率先采用改良型臭氧+A/SBR+EM+BAF工艺,将A/O工艺与SBR工艺和新型设备进行有机结合,利用前置反硝化,减少纯碱投加量,降低出水总氮含量,同时又发挥了SBR工艺减少污泥产生量和缩小池容、出水水质稳定的优势,值得推广。
(2)该工艺在开车调试时,采用投加EM(有效菌群)的方式来缩短污泥培养驯化时间,调试周期比普通生化调试时间缩短了近一半,节省了人力、物力和财力。
(3)该系统应严格控制污水氨氮质量浓度不超过400 mg/L,氨氮含量偏高将影响生化系统的营养平衡和污泥活性,进水短时间出现超标则不影响出水水质,耐负荷冲击。
(4)该生产污水COD偏高,一般工艺很难达到去除率95%以上。该工艺利用臭氧氧化和传统生化+BAF相结合,COD去除率达96%~97%,出水水质十分稳定。
(5)除味氧化吸收塔设备运行稳定,运行费用低,没有恶臭气味产生,效果十分可观,达到环保要求。
7 结语
通过3年多的运行实践,目前该污水处理系统出水水质非常稳定,在线监测时上传运行数据至环保网全部合格,各项指标达到城镇污水排放标准(GB 18918—2002)一级A标准设计要求。在生产运行当中,设备运行稳定,出水水质好,自动化程度高,整体处理费用相对较低,为企业创造了良好的生产环境和社会效益,既节能、环保又安全稳定,是乙二醇污水合格排放达标或零排放值得推广的新工艺、新技术。
猜你喜欢
煤气与热力(2021年10期)2021-12-02 05:11:46
环境保护与循环经济(2017年7期)2018-01-22 02:58:12
中学生数理化·八年级物理人教版(2017年12期)2017-04-18 12:59:46
中国蔬菜(2016年8期)2017-01-15 14:23:43
山东工业技术(2016年15期)2016-12-01 05:30:45
中国环境科学(2016年3期)2016-02-08 15:07:14
少儿科学周刊·少年版(2015年1期)2015-07-07 21:57:30
发明与创新(2015年21期)2015-02-27 10:39:11
应用海洋学学报(2014年2期)2014-11-26 01:20:46
水土保持通报(2014年5期)2014-06-09 08:27:10