含水率对树脂基金刚石试样力学性能的影响
2018-08-17 03:35李克华王幼江郜永娟王礼华羊松灿
超硬材料工程 2018年3期
李克华,王幼江,郜永娟,王礼华,羊松灿
(1.国机精工有限公司,郑州 450001;2.材料科学与工程学院,佐治亚理工学院,亚特兰大 30318,美国;3.超硬材料磨具国家重点实验室,郑州 450001)
树脂结合剂磨具因具有制造工艺简易、自锐性好、磨削效率高且工件表面质量好等特点,广泛应用于各种零件的粗磨、半精磨、精磨和抛光领域[1]。在树脂、陶瓷和金属三类结合剂超硬磨具中,树脂磨具占比较高,在金刚石磨具中树脂磨具约占60%~70% ,在立方氮化硼(cBN)磨具中树脂磨具约占40%,而在所有树脂磨具中酚醛树脂(PF)的用量又约占80%左右[2]。聚酰亚胺(PI)是以酰亚胺环为特征结构的聚合物,具有良好的耐热性、化学稳定性和突出的机械性能,自20世纪70年代应用于超硬磨具结合剂领域[3]以来,在干式磨削等耐热性要求高场合的应用比例逐步提高。作为树脂磨具中最重要的原材料之一,树脂粉的性能优劣直接决定了砂轮的磨削性能和工件表面质量的好坏[4]。
含水率是PF和PI树脂粉的一项重要性能指标[5],对树脂磨具的压制工艺、机械性能和磨削性能及稳定性均有重要影响[6]。树脂性能变动时,易造成砂轮在使用过程中出现寿命低、砂轮裂纹、工件表面质量差等问题,甚至会出现砂轮磨料层脱环的问题,严重影响加工质量和效率。树脂含水量变化对其流动性和结合强度等会产生影响,进而会引起砂轮的压制和成型工艺、砂轮组织均匀性等指标的变化,在磨削过程中会影响砂轮的磨削性能和工件表面质量等[7]。因此,寻找合适的含水率范围以稳定砂轮的磨削性能,避免和减少在加工过程中的质量波动,是实现高效精密磨削加工的关键。
李洪涛等[6]的研究表明:当酚醛树脂含水量>3%时,其硬度和抗折强度明显下降,不宜在正常生产中使用。当酚醛树脂含水量<3%,而树脂粉特定配方的抗折强度值或洛氏硬度值分别小于392N、HRB30时,酚醛树脂在此种情况下不应正常生产使用。朱建辉等[8]的试验结果表明:含水率越高,砂轮的组织均匀性就越差,机械性能和磨削性能不稳定且总体趋势变差。磨削比、Ra值在一个耐用度周期内波动较大,不适合精密磨削加工。为了获得良好且稳定的粗糙度表面,应选用含水率<0.3% 的树脂原材料制作砂轮。上述两项研究分别将酚醛树脂含水率的值控制在两个区间范围内,一个是<3%,一个是<0.3%。但用这两个数据在树脂磨具生产过程中均难以满足需要,因为<3%的指标太宽松而没有实际控制效果,而<0.3%的指标又太严苛,对于树脂的生产和储存来说很难达到要求。本文根据多年研究的检测数据,研究PF和PI两种树脂的含水率对砂轮试样机械性能的影响。
1 实验条件及过程
采用的实验条件及方法如下:
1.1 树脂含水率测定:
测试含水率采用山东淄博淄分仪器公司生产的SF-3微量水分测定仪;称量采用上海菁海仪器有限公司生产的FA2004N电子秤(称量精度0.0001g);试剂采用山东淄博淄分仪器公司生产的卡尔-费休试剂(500ml分析纯)。含水率的测定原理是采用卡尔-费休库伦法[6]。然后,根据法拉第电解定律计算出待测试样的水分含量。至少测定5次,测量结果取算术平均值作为最后结果。
1.2 树脂的凝胶时间和流长测定:
(1)凝胶时间
采用拔丝法测定树脂的凝胶时间,将一个中间有圆凹坑的铸铁平板模具放在电加热板上升温至180℃并保温,将0.5g树脂粉倒进模具凹坑中,使用直径6毫米铁丝搅拌树脂并进行拉丝,从树脂全部熔融时开始计时,当树脂拉丝或丝断时结束计时,该时间差为树脂的凝胶时间。
(2)流长
采用斜板加热法测定树脂的流长,将树脂粉压制成直径为12.5±0.3mm 且厚度为4.8±0.1mm 的圆片置于倾斜45°的铁板上,放在鼓风电热干燥箱中升温至175℃(PF)/220℃(PI),树脂受热流动直至固化,流动后长度减去圆片直径为树脂的流长。
1.3 试样力学强度测定:
(1)抗拉强度
采用加装有8字形试样拉断卡头的万能材料拉力试验机(DNS200型,长春材料试验机有限公司),依据GB/T16421-1996《塑料拉伸性能小试样实验方法》来测试材料试样抗拉强度,试样拉伸速率25mm/min,测试环境温度20±1℃,湿度60%,每种配方做5个试样,取平均值。
(2)抗折强度
采用自动弯曲强度试验机(KZJ-5型,无锡建工试验仪器设备有限公司)测试试样弯曲强度,试验中横梁行进速度为2mm/min,跨度为65mm,测试环境温度(20±1)℃,湿度60%,每种配方做5个试样,取平均值。
(3)洛氏硬度
采用洛氏硬度计(HR150-A型,昆山市顺诺仪器有限公司)测试试样洛氏强度,每种配方做5个试样,取平均值。
1.4 试样规格及制作工艺:
采用尺寸为10mm×25mm×100mm的长条试样测试抗折强度;采用8字形试样测试抗拉强度,国家标准GB/T16421-1996《塑料拉伸性能小试样实验方法》中规定8字形试样简图,见图1。

图1 8字形试样Fig.1 "8"shape samples
试样制作说明:采用金刚石、碳化硅磨料和固定配方的树脂结合剂,经混料、成型、二次等工序制造出所需试样,试样配方见表1。因树脂种类不同,PF和PI树脂分别采用相匹配的热压成型工艺和后固化曲线[1],测试的每种树脂试样数据中,除树脂含水率不同外其余条件均相同。文中实验数据,均为测试5个试样实验数据的平均值。

表1 实验试样配方 (体积分数V/%)Table 1 Experimental sample formulation(Volume fraction V/%)
2 结果分析与讨论
2.1 树脂含水率与凝胶时间及流动性的关系
测试了PI树脂和PF树脂的含水率、凝胶时间和流动性,分别对比分析了三者之间的对应关系,数据及分析见图2。
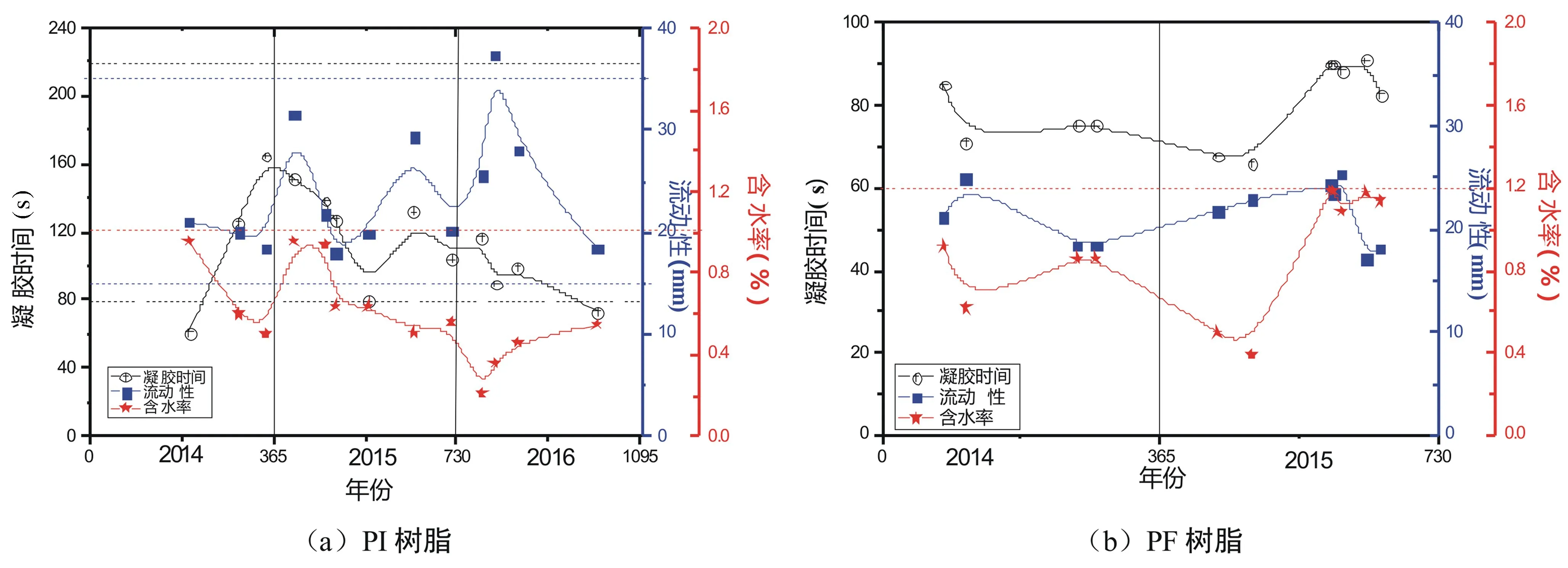
图2 树脂含水率与凝胶时间及流动性的关系Fig.2 Relationship of the moisture content,gel time,and fluidity of resin
图2 (a)为PI树脂的含水率与凝胶时间及流动性的对应关系。图中显示,PI树脂的含水率与流动性和凝胶时间均呈反比例关系,即含水率越低,树脂的流动性越高,凝胶时间越长。这表明PI树脂中水含量较大时,体系的反应转化趋势向预聚体方向发生,造成PI树脂中聚酰胺酸的脱水环化不完全,因此树脂固化时间较长。另外图中PI树脂的含水率均≤1%,流动性指标满足15~35mm,凝胶时间满足60~160s,上述参数和数值可作为采购PI树脂控制指标。
图2(b)为PF树脂的含水率与凝胶时间及流动性的对应关系。图中显示,PF树脂含水率与凝胶时间呈正比例关系,与流动性呈反比例关系,即含水率越低,PF树脂的流动性越高,凝胶时间越短。表明PF树脂中水含量较大时,有利于加热后的树脂熔融流动,但部分体系反应转向解聚方向发生,不利于PF树脂交联完全,从而造成固化时间较长。另外图中PF树脂的含水率均≤1.2%,流动性指标实际为18~30mm,树脂的凝胶时间指标满足70~90s,上述参数和数值可作为采购PF树脂控制指标。
2.2 树脂含水率与抗折强度的关系
测试了PI树脂和PF树脂的含水率与试样抗折强度,分别对比分析了二者之间的对应关系,数据及分析见图3。
图3(a)为PI树脂的含水率和试样抗折强度之间的对应关系。图中显示,当PI树脂含水率≤0.6%时,其含水率值与试样抗折强度之间呈正比例关系,即含水率越高时试样的抗折强度越高;当PI树脂含水率>0.6%时,含水率值与试样抗折强度之间呈反比例关系,即含水率越高时试样的抗折强度越低。从树脂的固化反应角度分析其影响机理,因PI树脂的固化反应是聚酰胺酸预聚体发生脱水环化,树脂中水含量较大时,体系的反应转化趋势向预聚体方向发生,造成PI树脂中聚酰胺酸的脱水环化不完全,树脂固化程度较低,影响试样的抗折强度。在此条件下,含水率与试样的抗折强度之间呈现反比例关系。但水又是影响PI树脂脱水环化程度的平衡剂,当树脂中含水量低时,聚酰胺酸预聚体中的脱水环化速度较快,引起试样内部应力增大,也会降低试样的抗折强度,在此条件下,含水率与试样的抗折强度之间呈现正比例关系。图中测试PI树脂的含水率数值范围为0.3%~0.9%,其中约70%的数据在0.4%~0.65%范围之内,在此范围内的试样抗折强度范围为76~93MPa。
图3 (b)为PF树脂的含水率和试样抗折强度之间的对应关系,从图中可以看出,PF树脂的含水率和试样抗折强度之间呈反比例关系,即含水率越高时试样的洛氏硬度越低。分析其影响机理为,因B树脂的固化反应是苯酚和甲醛的聚合反应,生成产物中有水。树脂中水含量较高时,部分固化反应向解聚反应方向发生转化,造成B树脂聚合反应不完全导致树脂固化程度较低;同时水在试样压制过程中形成水蒸气,导致试样结构疏松从而影响试样的力学强度。图中测试PF树脂含水率的区间为0.4%~1.2%,其中76.4%的数据在0.8%~1.2%范围之内,在此范围内试样的抗折强度范围为60~80MPa。
2.3 树脂含水率与抗拉强度的关系
测试了PI树脂和PF树脂的含水率及试样的抗拉强度,分别对比分析了二者之间的对应关系,数据及分析见图4。

图4 树脂含水率与试样抗拉强度的对应关系Fig.4 Relationship of resin moisture content and tensile strength of sample
图4 为树脂含水率与试样抗拉强度的对应关系。从图中可以看出,PI树脂和PF树脂的含水率变化对试样抗拉强度的影响均不明显。PI树脂试样的抗拉强度指标范围为20~30MPa,PF树脂试样的抗拉强度指标范围为30~45MPa。分析PI树脂抗拉强度低于PF树脂的原因,是PI树脂中苯环增加了树脂的刚性,减弱了树脂的流动性及其对颗粒增强材料的润湿性能,树脂对磨料和填料的结合力弱于PF树脂。
关于树脂含水率对砂轮磨削(或者切割)性能的影响仍有待进一步研究,目前正开展将不同含水率树脂制作成超薄切割砂轮以用于切割QFN材料时性能变化的测试。
3 结论
(1)经分析多年的数据,得出用于金刚石制品的PF和PI树脂的含水率控制范围。其中PI树脂的含水率宜控制在0.4%~0.65%范围内,PF树脂的含水率宜控制在0.8%~1.2%范围内。
(2)通过分析不同树脂的聚合机理,阐述了树脂含水率对试样的成型工艺和力学性能的影响,并确定了两种树脂的主要控制指标及范围。
(3)树脂含水率对试样抗折指标影响较大,对试样抗拉指标影响较小,建议通过控制试样的抗折指标来控制树脂的含水率指标,可以较好保证树脂磨具的质量及其稳定性。
致 谢:感谢中国国家外专局和工信部联合组织的2017年“高端装备人才培养计划”项目资金支持,项目编号为P173008017。
猜你喜欢
模具制造(2021年6期)2021-08-06
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
福州大学学报(自然科学版)(2019年6期)2019-12-21
制造技术与机床(2019年3期)2019-02-27
精密制造与自动化(2018年3期)2018-09-19
江西建材(2018年2期)2018-04-14
制造技术与机床(2017年7期)2018-01-19
河北农机(2016年4期)2016-08-16