
自润滑关节轴承开裂原因分析
2018-07-27 03:21袁兆静包雍杰段宏瑜
轴承 2018年11期
袁兆静,包雍杰,段宏瑜
(上海市轴承技术研究所,上海 201801)
磨损是材料和零件的主要失效形式,其主要包含黏着磨损、磨料磨损、疲劳磨损、腐蚀磨损和微动磨损。其中,微动磨损是一种可以导致氧化磨损、磨料磨损和黏着磨损的复合磨损,而黏着磨损是最常见的磨损形式[1-3]。自润滑关节轴承具有摩擦因数小、无需添加润滑剂等优点,已得到广泛应用[4-5],其失效与黏着磨损密不可分,因此,有必要对自润滑关节轴承的磨损机理进行深入研究。
1 失效件描述
为考核杆端体的疲劳性能,对杆端自润滑关节轴承进行疲劳试验。自润滑关节轴承由内、外圈及自润滑衬垫组成。其中内圈材料为沉淀硬化型不锈钢PH13-8Mo,硬度要求为43~47 HRC;球面喷涂陶瓷,陶瓷层厚度为0.2~0.25 mm;外圈材料为沉淀硬化型不锈钢05Cr17Ni4Cu4Nb,硬度要求为28~37 HRC。轴承结构参数为:外径64 mm,外圈厚度32 mm;内径22 mm,内圈厚度59 mm。
试验在MTS试验机上进行,为整体加载试验,加载方式如图1所示。试验件两端夹具应保证其能够承受拉压载荷。试验共分为3个阶段:1)径向载荷Fr=±48 kN,频率为4 Hz,试验加载循环次数为5×105次,试验结束后经检验确定试验件未破损;2)载荷增大20%,即57.6 kN,循环加载5×105次,试验件仍未破损;3)继续加载至69.12 kN,在循环加载32.9×104次时在轴承内圈端面发现由端面向内部扩展的微裂纹。
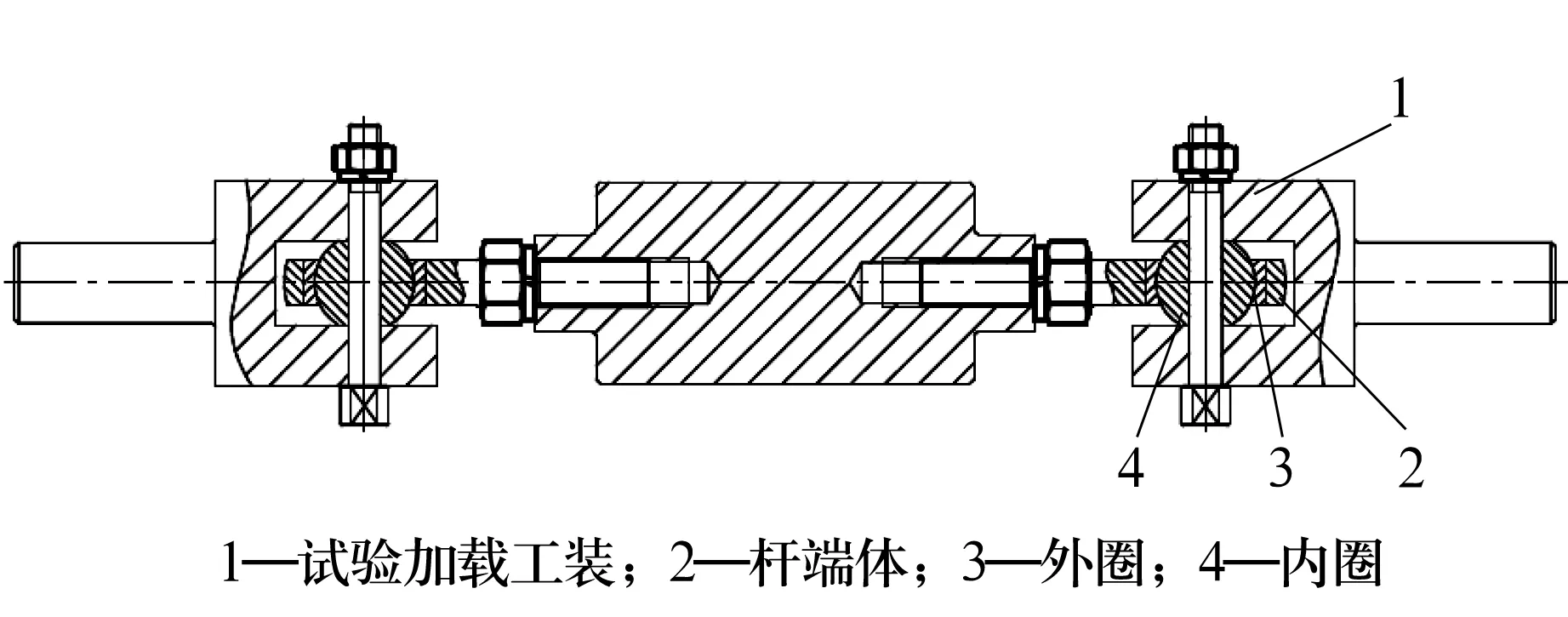
图1 试验加载示意图Fig.1 Loading diagram of test
2 理化分析
2.1 化学成分分析
对开裂的失效轴承内圈取样进行化学成分分析,结果见表1。由表可知,各元素的含量均符合GB/T 11170—2008《不锈钢 多元素含量的测定 火花放电原子发射光谱法》;GB/T 20123—2006《钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法》;GB/T 20124—2006《钢铁 氮含量的测定 惰性气体熔融热导法》对PH13-8Mo钢成分的技术要求。

表1 失效轴承内圈的化学成分Tab.1 Chemical compositions of inner ring of failure bearing w, %
2.2 断口宏观形貌
轴承内圈端面裂纹宏观形貌如图2所示。由图2a、图2b可知,裂纹处无明显塑性变形,且沿轴承端面向内部扩展。沿扩展方向人工打开裂纹形成断口试样(图2c),观察该断口发现断面平坦、细腻,具有疲劳特征,其中在靠近内圈端面的断裂面为裂纹源区,如图2c中黑色箭头所指区域。源区为点源,呈灰黑色;源区侧表面(轴承端面)明显可见磨损、辗压特征,磨损方向为周向;整个断口均可见明显的疲劳扩展条纹(图2d)。
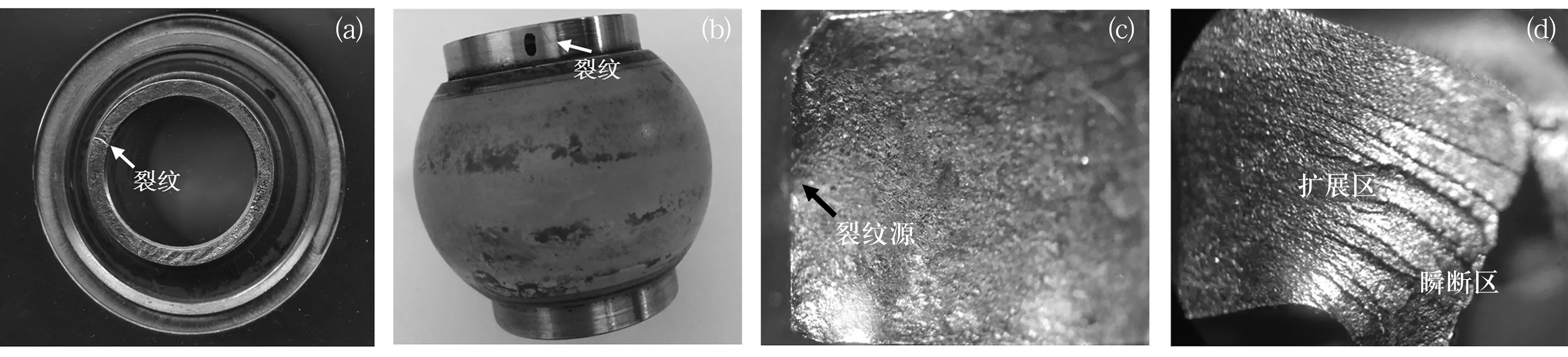
图2 轴承内圈断口宏观形貌Fig.2 Macro morphology of fracture of bearing inner ring
2.3 微观形貌
采用超声波清洗机将内圈断口清洗干净后进行扫描电镜变倍观察,结果如图3—图5所示。由图可知,断口源区位于端面,观察源区可见明显的挤压痕迹,表明该裂纹萌生的时间较早,在交变载荷作用下源区断面反复开合,导致断面严重挤压、磨损(图3)。断口扩展区可见疲劳扩展条纹和疲劳辉纹(图4)。观察裂纹源区侧表面(内圈端面)可见明显磨损、辗压及掉块痕迹,呈现黏着磨损的特征(图5)。
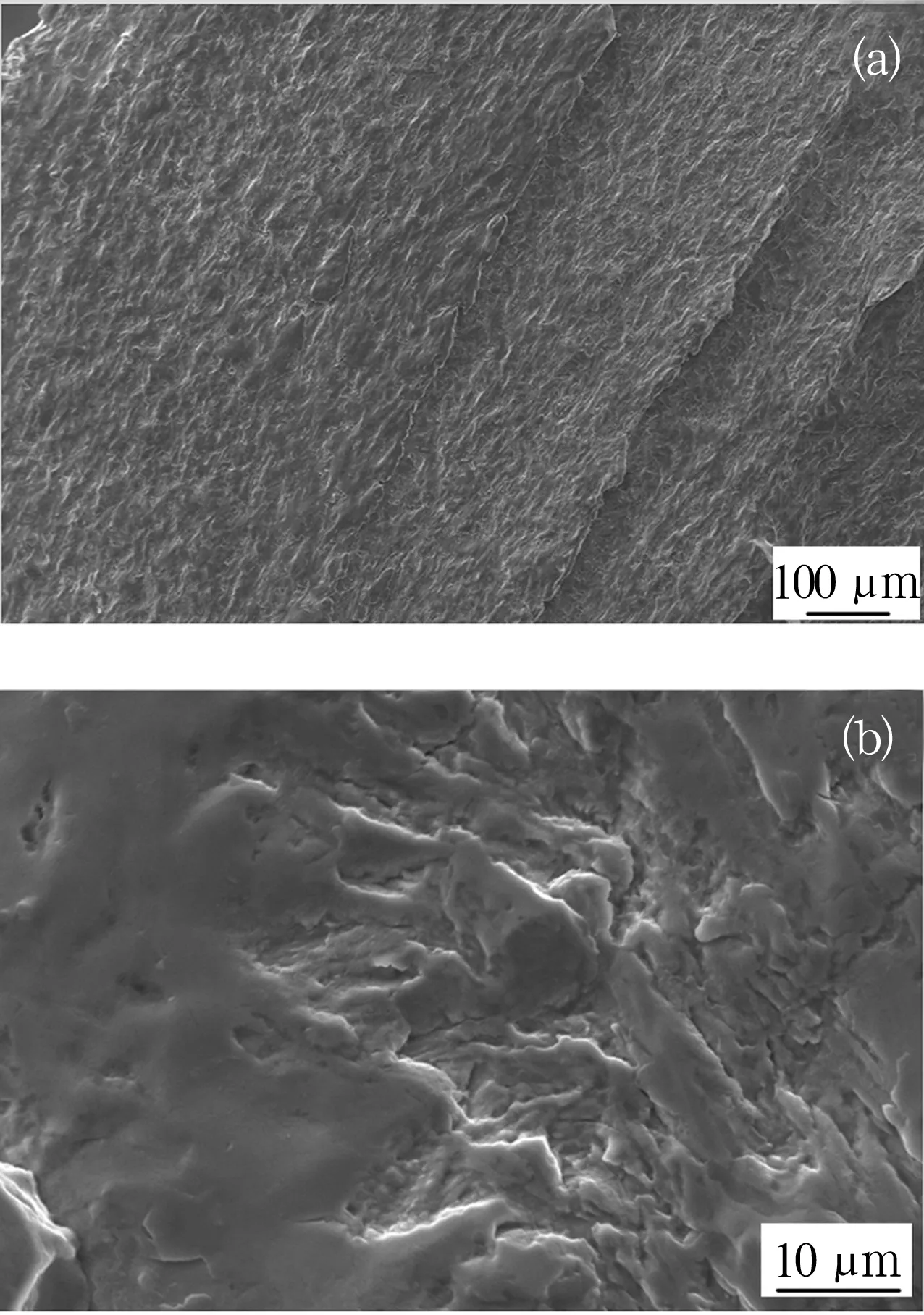
图4 内圈断口扩展区微观形貌Fig.4 Micro morphology of fracture propagation area of inner ring
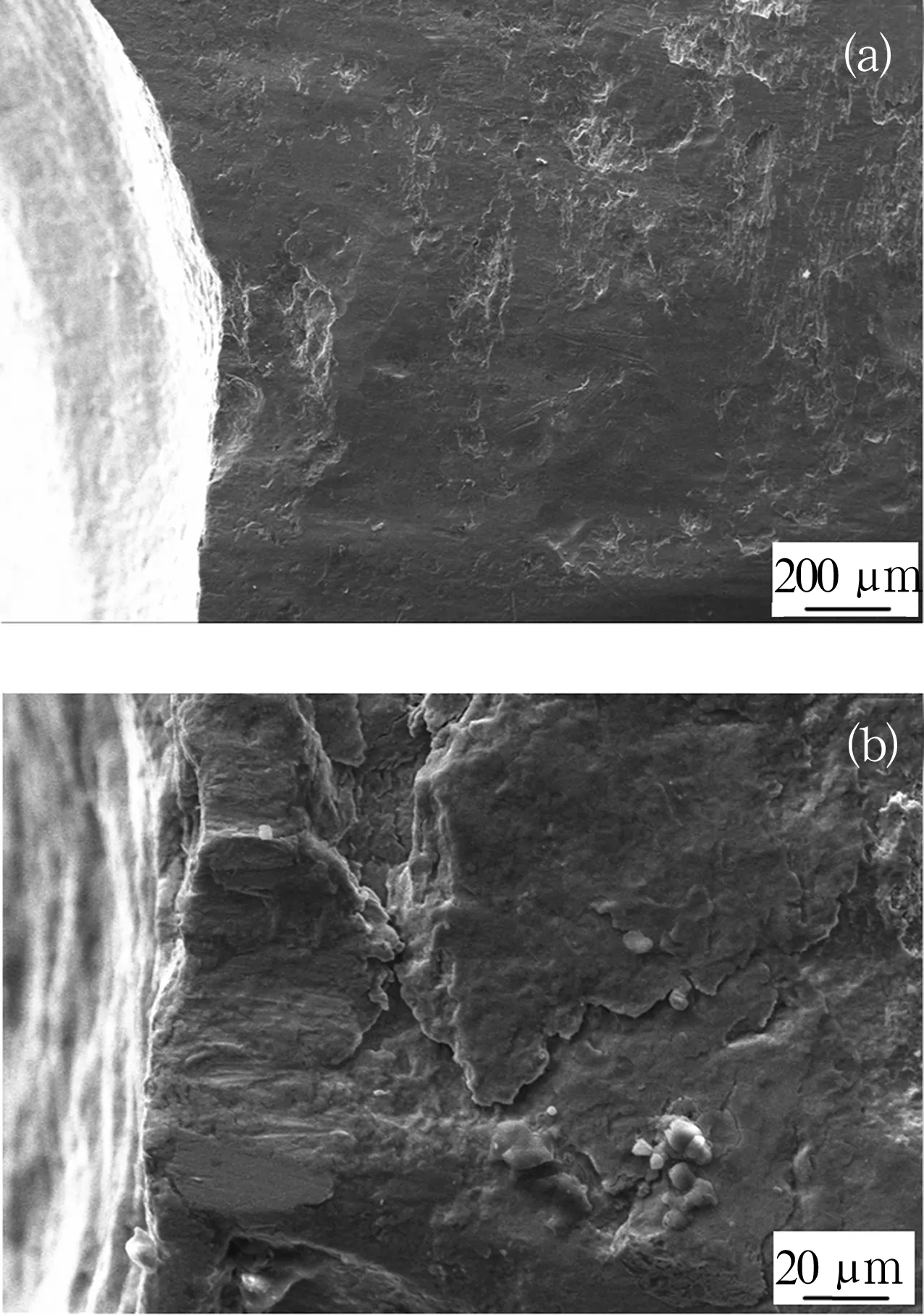
图5 源区侧表面(轴承端面)形貌Fig.5 Morphology of side surface of source area(bearing end face)
2.4 能谱分析
对断口源区进行能谱分析,结果如图6所示。由图可知,断口源区(灰黑色区域)含氧量较高,但未发现大尺寸夹杂物及其他冶金缺陷。由此可知,该裂纹萌生较早,源区已被氧化。
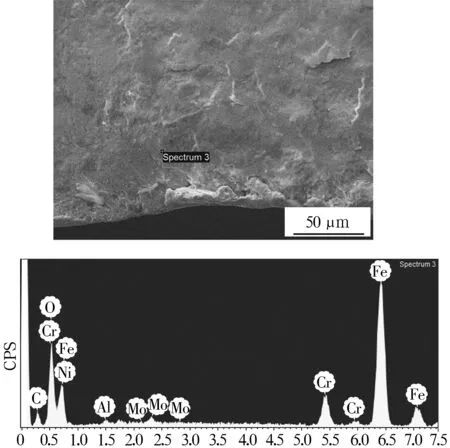
E/keV图6 内圈断口源区能谱分析Fig.6 Energy spectrum analysis of fracture source area of inner ring
2.5 金相及硬度检验
断口金相图片如图7所示。其中,图7a、图7b为断口一侧金相图片,由图可知,断口附近存在二次裂纹,并向轴承内部扩展,微裂纹尾部发生扭曲变形,金属流线清晰可见。裂纹附近均未见脱碳及烧伤现象,由此可以排除裂纹在冶炼、锻造、冷热加工等工序产生的可能性。由于在电镜观察中发现轴承端面有明显磨损、辗压痕迹,对轴承端面纵截面(图7c—图7e)进行观察发现,轴承端面表层有明显的塑性变形层(图中双箭头表示塑性变形层厚度),且其厚度不均,最薄的区域约为20μm,最厚的区域约为50 μm,并且在塑性变形层中发现有微裂纹,有些区域的塑性变形层已部分脱落形成凹坑,未脱落的区域在端面形成凸起,属于典型的黏着磨损特征。
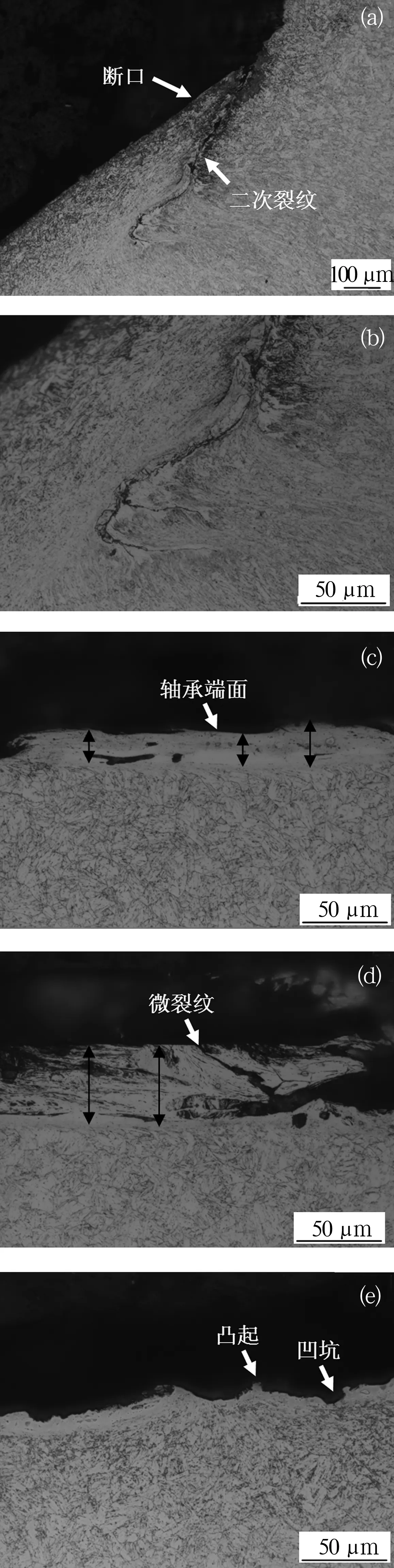
图7 内圈断口金相组织及裂纹形貌Fig.7 Metallographic structure of fracture of inner ring and morphology of crack
采用洛氏硬度计分别对内、外圈进行硬度检测,随机检测3个点,内圈硬度为45.5,45.0,45.0 HRC;外圈硬度为35.0,34.0,34.0 HRC,均符合产品硬度要求。
3 原因分析
通过宏观观察可知,裂纹无明显塑性变形,断口平坦、细腻,扩展区可见明显的疲劳辉纹,具有疲劳特征。由扫描电镜观察可知,轴承端面存在较明显的黏着磨损特征,磨损方向为周向。由金相分析可知,断口附近存在二次裂纹,并向内部扩展,在裂纹尾部还发生了扭曲变形,金属流线清晰可见;主裂纹周围均未见异常,排除轴承制造过程中存在裂纹的可能性。轴承端面表层有明显塑性变形层,且厚度不均,有些区域塑性变形层已脱落并形成了凹坑,表明该轴承端面受力不均,并且在塑性变形层中有微裂纹。
杆端自润滑关节轴承进行疲劳试验时受到拉压载荷作用,如果轴承端面与工装的平面度配合不好,存在间隙,轴承端面与工装平面在试验过程中会存在挤压和相对位移,使两平面发生黏着磨损。轴承每次拉压都会产生金属显微组织的滑移,组织滑移累积后形成塑性流变层,塑性流变层越厚,表明磨损越严重[6-7]。失效轴承端面存在明显的磨损、辗压痕迹,这是典型的黏着磨损特征。轴承内圈端面裂纹的萌生主要是由于轴承端面与工装平面存在黏着磨损,使得轴承端面发生金属塑性流变,导致金属发生滑移、折叠。当轴承端面受到较大的切应力时,就会使端面表层金属发生塑性变形以致开裂,有些微裂纹向内部扩展,有些微裂纹则导致塑性变形层剥落,最终在轴承端面形成凹坑。
4 结论
由于自润滑关节轴承端面与工装的平面度配合存在间隙,使轴承端面产生了磨损、辗压以及金属塑性流变,导致轴承内圈沿端面开裂,即轴承端面与工装平面发生黏着磨损是导致轴承内圈端面发生开裂的主要原因。建议改善轴承试验装配环境,尽量避免轴承端面在试验过程中与工装平面发生微动磨损。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
西部资源(2021年1期)2021-11-26
灌溉排水学报(2021年8期)2021-09-02
陕西科技大学学报(2021年2期)2021-04-20
中国材料进展(2019年10期)2019-12-07
西北林学院学报(2018年5期)2018-10-12
制造技术与机床(2017年8期)2017-11-27
山东工业技术(2017年21期)2017-11-04
中国铁道科学(2015年6期)2015-06-21
企业导报(2015年5期)2015-04-10
