特种轴承外圈局部冷酸洗检验技术及其防护装置设计
2018-07-27 03:21:22褚翠霞林国福姚巧云杨彪
轴承 2018年11期
褚翠霞,林国福,姚巧云,杨彪
(1.洛阳LYC轴承有限公司,河南 洛阳 471003;2.航空精密轴承国家重点实验室,河南 洛阳 471003)
轴承外圈材料多采用高碳铬轴承钢[1],需经热处理提高材料的力学性能。在热处理过程中,会产生软点、脱贫碳等缺陷;在后续磨削加工过程中,也会因其材料硬度较高、进刀量大或机床冷却液冷却效果差等原因造成磨削烧伤[2]。如果轴承工作表面(滚道)存在软点、脱贫碳缺陷或磨削烧伤,轴承在使用过程中将容易导致滚道表面出现早期剥落,严重降低轴承的使用寿命[3]。目前,检验热处理软点、脱贫碳和磨削烧伤缺陷最常用的方法是冷酸洗[4]。
1 外圈冷酸洗检验技术
轴承外圈的冷酸洗是按照GB/T 34891—2017《滚动轴承 高碳铬轴承零件 热处理技术条件》要求,使用2.5%~3.5%的硝酸水溶液与被检验表面进行化学反应。由于软点、脱贫碳或者磨削烧伤处组织不同于正常高碳钢淬火组织,故当其与酸进行化学反应后,表面会呈现出不同颜色,可根据颜色检验并判定表面缺陷种类。
一般轴承外圈的冷酸洗检验主要放在终磨工序之前,使用冷酸洗是对轴承表面在常温下进行酸腐蚀。冷酸洗后正常表面呈均匀的暗灰色;脱贫碳区域呈灰白色或暗黑色花斑(图1a);磨削烧伤区域则一般呈灰黑色(图1b)。
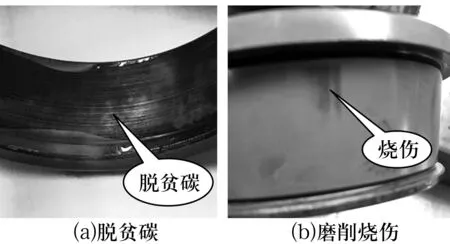
图1 冷酸洗检验缺陷形貌Fig.1 Morphology of cold pickling inspection defects
轴承外圈的冷酸洗方式主要有槽式酸洗和表面擦拭酸洗。槽式酸洗是将清洗液、酸液、明化液、中和液等分别放入不同的槽内,将零件分别浸入各个槽内,最后根据表面颜色进行判断,槽式酸洗适合直径600 mm以下的轴承外圈,其酸洗的检验结果比较准确。表面擦拭酸洗是将清洗液、酸液、中和液分别装入3个容器内,用酒精棉分别蘸取3种液体擦拭轴承外圈表面,表面擦拭酸洗适合直径600 mm以上或者对表面质量要求不高的轴承外圈,其酸洗的检验结果没有槽式酸洗准确。
轴承外圈经过冷酸洗检验后的表面必须进行再次磨加工,除去酸洗痕迹,以消除冷酸洗对轴承的影响,否则会降低轴承表面的力学性能。另外,经酸洗检验后的外圈不适宜进行大留量的磨削加工,否则可能会再次产生磨削烧伤等加工缺陷,冷酸洗检验表面也就失去了意义。
2 外圈冷酸洗要求
在某关键部位上使用的特种轴承外圈结构如图2所示,齿顶圆外径D为94.9 mm,宽度C为44.5 mm,滚道直径De为72 mm。主机对该型号轴承的滚道表面质量要求较高,不允许存在软点、脱贫碳缺陷或有磨削烧伤现象,因而使用滚道擦拭酸洗不能满足该关键部位对轴承滚道的要求。因此,必须进行槽式酸洗检验判定滚道是否存在软点、脱贫碳、烧伤等加工缺陷。

图2 特种轴承外圈结构示意图Fig.2 Structure diagram of special bearing outer ring
外圈外齿在轴承磨加工滚道时已达成品尺寸,后续齿面不能再进行加工,因此在进行槽式冷酸洗检验时齿面不能被酸液腐蚀。根据上述要求,必须采取有效措施对图2中的齿面和两端面进行防护,只对滚道进行局部冷酸洗。
3 局部酸洗防护装置结构设计
外圈齿面为不规则的曲面,且面积较大,传统涂抹可剥离性塑料法对齿面防护较差,因此需设计一种酸洗防护装置代替传统防护方法进行冷酸洗检验,且能够完全避免酸液腐蚀齿面,保证产品质量。设计的局部冷酸洗防护装置结构如图3所示,实物如图4所示。
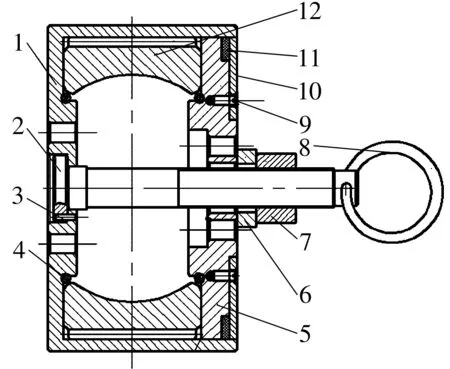
1—套筒;2—拉杆;3—圆柱销;4—O形橡胶密封圈;5—压盖;6—垫圈;7—螺母;8—吊环钢丝;9—螺钉;10—压板;11—橡胶密封圈垫;12—外圈图3 局部酸洗防护装置结构图Fig.3 Structure diagram of local pickling protective device

图4 局部酸洗防护装置实物图Fig.4 Picture of local pickling protective device
设计的局部酸洗防护装置要多次浸入酸液中,所以防护装置各零件材料均选择耐酸腐蚀的1Cr18Ni9T奥氏体不锈钢。外圈与套筒、压盖形成一个封闭的空间,使齿面处在一个封闭的空间内,而外圈滚道面裸露,以便于冷酸洗。
为防止酸液进入防护装置中的外圈齿面,套筒、压板与外圈内倒角处以及压盖与压板间使用橡胶密封圈进行密封。酸洗过程中在压盖中间小于外圈内径处钻若干个圆孔,使酸洗时酸液能顺利进入外圈内表面。
4 带防护装置的局部酸洗检验
把外圈装入套筒中,将压盖和密封装入,加上垫圈,旋入螺母,用不锈钢钩子钩住吊环钢丝,执行槽式冷酸洗工艺:去脂→热水清洗→冷水清洗→酸洗→冷水清洗→第1明化→冷水清洗→第2明化→冷水清洗→中和→防锈→检查。酸洗时将整个防护装置全部浸入酸洗液中,上下窜动或摇动3次以上,并在各个酸洗槽内至少停留30 s,使大量酸洗液进入到模具内与外圈滚道内表面充分接触。
在防锈槽进行防锈后立刻将外圈从防护装置内取出,并再次在防锈槽内进行防锈,以防止残留的酸液继续腐蚀外圈表面。在外圈未干的状态下立刻在阳光或散光灯下检查其表面是否存在软点、脱贫碳、烧伤等缺陷。
5 结束语
根据特种轴承外圈滚道局部冷酸洗检验的要求,设计了局部酸洗防护装置,有效地解决了特种轴承外圈滚道面局部冷酸洗的问题,实现了仅滚道表面进行酸洗检验,同时外齿面部位不被酸液腐蚀,满足了产品和客户的要求。这种带防护装置的局部冷酸洗检验方法可以应用于其他型号特种轴承外圈的局部冷酸洗检验,为局部冷酸洗检验技术探寻了新的思路。
猜你喜欢
石油工业技术监督(2024年4期)2024-04-24 06:33:30
钻采工艺(2022年5期)2022-11-09 03:39:00
舰船科学技术(2021年12期)2021-03-29 01:28:10
装备制造技术(2020年12期)2020-05-22 09:24:58
钻井液与完井液(2019年2期)2019-05-24 01:15:52
劳动保护(2018年5期)2018-06-05 02:12:07
上海铁道增刊(2017年3期)2018-01-22 03:01:02
中国工程咨询(2017年4期)2017-01-31 03:05:20
环境科技(2016年4期)2016-11-08 12:19:04
电源技术(2016年9期)2016-02-27 09:05:31