深入理解光学检漏:漏率计算及其他
2018-07-23 03:17葛秋玲肖汉武
电子与封装 2018年7期
葛秋玲,肖汉武
(无锡中微高科电子有限公司,江苏无锡 214035)
1 概述
密封性能是高可靠微电子封装器件可靠性试验中一个很重要的技术指标。对于具有空腔封装结构的微电子器件,通过密封试验(俗称检漏)以确定器件封装的气密性。
微电子器件封装的检漏技术主要包括示踪气体氦(He)细检漏、放射性同位素细检漏、碳氟化合物粗检漏、染料浸透粗检漏、增重粗检漏及光学粗/细检漏等多种形式,其中示踪气体氦(He)细检漏(俗称氦质谱检漏)和碳氟化合物粗检漏(俗称氟油检漏)是目前国内应用最广泛的检漏技术。
由于氦气分子小,渗透速率快,决定了氦质谱检漏只能确定小于1 Pa·cm3/s的较小漏率,即所谓细检漏。相反,氟油检漏只能确定大于1 Pa·cm3/s的较大漏率,即粗检漏[1]。检漏过程中需遵循先细检漏后粗检漏的原则,否则容易出现漏孔堵塞而呈现密封合格的假象。也就是说,一个完整的检漏过程须分细检漏和粗检漏两步完成。
众所周知,我国国家标准、国家军用标准中关于密封试验的方法及程序直接引用了美国军用标准STD-MIL-883中的相应条款,在最新的STD-MIL-883J中给出了光学检漏的漏率计算公式。本文对该公式的推导过程进行了详细的介绍,并对光学检漏测量数据的准确性及光学检漏方法的优势和不足进行了讨论。
2 光学检漏过程介绍
光学检漏(Optical Leak Test,简称OLT)是将待检测器件置于一个可控气压的检测腔室内,由于待检测器件密封腔体内外存在气压差异,在压差的作用下,密封盖板通常发生物理形变(凹陷或凸起),其形变大小与盖板刚度相关,通过激光干涉仪测量这种在恒定气压下密封盖板的物理形变变化情况,经过计算后得出待检测器件的漏率。图1是光学检漏过程示意图。
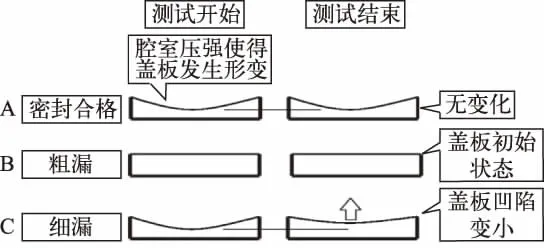
图1 光学检漏的3种状态[2]
从图1中可以看出,对于一个密封合格器件(图1A),当检漏检测腔室内开始增压时,盖板缓慢发生物理形变(内陷)。当腔体内气压稳定后,器件密封腔体内外压差保持恒定,此时盖板物理形变达到稳定状态,形变量不再发生变化而达到最大;而对于一个粗漏器件(图1B),当检漏检测腔室内开始增压时,由于漏率较大,封装腔体内气压快速增大,盖板内陷很小,当漏率足够大时(相当于开盖状态),封装腔体内外压强很快达到平衡,此时内外压差为零,盖板形变量最小或维持盖板初始状态;对于一个细漏器件(图1C),如漏率大于5×10-3Pa·cm3/s,当检漏检测腔室内开始增压时,封装腔体内外压差最大,盖板形变最大。在一个检漏周期内,随着气体逐渐进入封装腔体内,腔体内部压强逐渐上升,此时腔体内外压差逐渐变小,盖板形变量亦开始逐渐变小,凹陷的盖板逐渐隆起而形变变小,当检漏周期足够长时盖板同样会恢复至初始状态。这3种不同状态的盖板形变通过光学检漏系统激光干涉仪进行精确的测量和计算并予以判断。
3 光学检漏漏率计算
3.1 光学检漏中的几个概念
3.1.1 封装盖板刚度
与氦质谱检漏方法不同,光学检漏是通过测量密封盖板的物理形变变化量来表征一个密封腔体内气体压强的变化量,藉此间接反映密封腔体的漏率,前者是利用直接测量氦气泄露量来表征一个密封腔体的漏气水平,无需考虑封装盖板的材质。而光学检漏法需要知道某个封装腔体所使用的密封盖板材料的物理特性,这一特性即为封装盖板刚度。
封装盖板刚度通常用S来表示,单位为微米/帕(μm/Pa),其值大小与盖板的形状、尺寸及材料的弹性模量相关[3]。根据其量纲代表的物理意义,不难看出盖板刚度值反映了盖板形变与其上所施加压强的相关性。
在实际检测中,光学检漏系统也正是通过以正弦曲线方式调整检测腔室内的气压,通过测量盖板的相应形变来自动计算封装盖板刚度值。
3.1.2 腔室压强
腔室压强是指光学检漏过程中对系统检测腔室内注入一定压强的气体(此过程为增压过程),增压稳定后腔室内的实际气体压强,单位为Pa。
3.1.3 封装腔体压强
封装腔体压强是指待检测器件封装腔体内的封装气氛压强。光学检漏中,在一个检测周期内,氦气逐渐进入密封不良器件封装腔体内使得内部压强增加,增加的压强就是氦气分压,简称氦气压强,以PHe来表示,PHe是一个变量,在一个检测周期内随时间逐渐增大。
光学检漏中,一个密封完好(漏率小于系统最小可检漏率)的器件,其封装腔体压强会随着盖板内陷而出现微增(体积变小使得压强增大),当内陷达到最大值时,封装腔体压强维持不变;对于一个存在较大漏率(粗漏)的器件,其封装腔体压强会迅速增大接近甚至达到与腔室压强一致;而对于一个存在较小漏率(大于最大允许漏率,细漏)的不合格器件,其封装腔体压强会随着时间推进而出现缓慢的增大。
事实上,存在少量实际漏率介于系统最小可检漏率和最大允许漏率之间的密封合格器件,其封装腔体压强同样随着时间推进而缓慢增大,与细漏不合格器件的区别仅仅在于封装腔体压强增大速度上的差异,后者压强增加更快,体现在光学检漏中就是盖板形变量变化更大。
3.1.4 标准漏率、测量漏率、等效标准漏率
根据GJB548B-2015《微电子器件试验方法和程序》中方法1014.2密封中的定义[4],标准漏率是指25℃时在高压一侧为一个大气压(101.33 kPa)和低压一侧为低于0.13 kPa的情况下,每秒钟通过一条或多条泄漏通道的干燥空气量。而测量漏率R1是指在规定的条件下,采用规定的试验媒质测定的给定封装的漏率。等效标准漏率L是指具有与R1同样漏气几何结构的同一种封装,在25℃时高压一侧为一个大气压(101.33 kPa)和低压一侧为低于0.13 kPa的情况下,每秒钟通过一条或多条泄漏通道的干燥空气量。
显然,测量漏率与试验媒质相关,同一种封装采用不同测试方法时由于试验媒质不同,所给定的测量漏率不尽相同,而等效标准漏率则与试验媒质无关,故为了便于不同测试方法得到的测量漏率之间的比较,测量漏率通常要求须转换成等效标准漏率。
3.2 漏率计算
从上述介绍可知,OLT实际上应用了氦质谱检漏相同的原理,都是通过气体加压使得密封不良的封装腔体的内部压强发生变化,OLT方法探测因封装腔体内部压强变化所产生的盖板形变的变化过程,间接推算封装的实际漏率;而氦质谱检漏则是测量示踪气体氦气在加压后的泄压阶段氦气从封装腔体内逆流的流量,以此来推算封装的实际漏率。二者在漏率计算中都利用了相同的标准漏率计算公式。
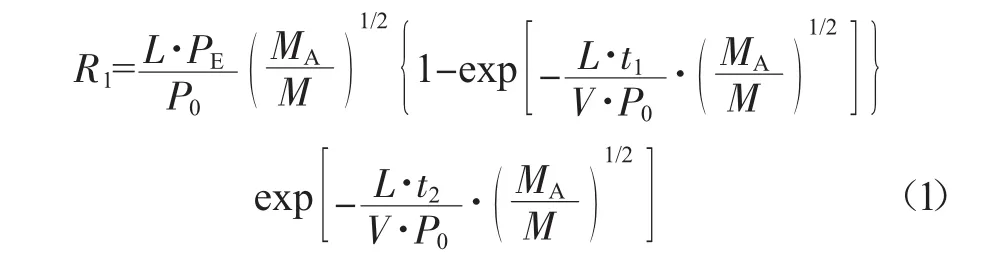
式(1)中:R1为计算得到的测量漏率的最大允许拒收极限值,单位(Pa·cm3)/s(氦);L 为等效标准漏率的最大允许拒收极限值,单位(Pa·cm3)/s(空气);PE为检漏腔室气体加压压强,单位Pa;P0为绝对大气压强,单位 Pa;MA为空气的分子量(为 28.96),单位 g;M 为示踪气体的分子量(如氦为4),单位g;t1为受PE压强作用的时间,单位s;t2为去除压强后到检漏之间的候检时间,单位s;V为被试器件封装的内空腔容积,单位cm3。
光学检漏通常采用氦气对检漏腔室进行加压,公式(1)中的PE即为腔室氦气加压压强,而M=4,故(MA/M)1/2=2.69,公式(1)则可以简化为公式(2):

根据漏率定义可以知道,t2时刻的测量漏率为该时刻封装腔体内部的氦气分压强PHe乘以该器件的等效标准漏率L并除以标准大气压P0,针对氦气测量漏率,还应乘上一个因子2.69,即:

根据公式(3),公式(2)可转换成压强表达公式(4):

实际上,标准漏率公式(1)正是由该压强表达公式(4)转换而来,限于篇幅,本文对标准漏率公式(1)的推导过程不予赘述。
OLT采用氦气对检漏腔室进行增压时,由于整个测试周期内检漏腔室内压强维持不变,故只存在一个加压过程,相当于t2为零。公式(4)中t1即为测试周期,时间通常在5~20 min左右,故公式(4)可简化为:

由于OLT测量的是对应于氦气的等效标准漏率,用OLHe来表示,于是公式(5)可写成:

在OLT中,系统探测的实际上是盖板形变的变化量,并非盖板形变量,因为任何封装的盖板实际上本身是存在形变的,OLT技术是通过测量在恒定的外加气体(如氦气)压强下封装盖板形变在一个检漏周期内的变化情况来反映腔体内部的压强变化,也就是增压,即进入腔体内的氦气压强。在t时刻盖板形变的变化量可用D来表示,盖板刚度用S来表示,由此可以得出封装腔体内的压强变化即氦气压强PHe,见公式(6)。

代入公式(5)后可得到关于OLT的漏率公式(7)。

以上计算中,可以知道氦质谱检漏中检漏仪测量的数据为测量氦气漏率R1,OLT检漏系统给出的则是氦气等效标准漏率OLHe,换算成等效标准漏率L(相对于空气)时需要乘上一个系数0.37,见公式(8)。

当然,OLT还可采用空气对检漏腔室进行增压检漏,由此得出的漏率即为等效标准漏率L,无需进行换算。
4 光学检漏测量结果的准确性
光学检漏技术是上世纪90年代初期由美国一家公司推出的,由于其在计算机组件产品的气密性检测中发挥了特殊的贡献而引起极大关注,上世纪90年代初期美国组织多家单位对此技术进行了大量研究,选取了几种不同封装形式的上百支样品进行对比试验,确认采用光学检漏方法测量结果与传统氦质谱检漏等方法的测量结果非常接近。此后,光学检漏方法于1994年被引入美国军用标准MIL-STD-883中。
国外某公司采用两台光学检漏仪对两种封装形式的晶体振荡器产品共7742只样本进行了测试试验,并与采用传统检漏方法(氦质谱细检、碳氟化合物粗检)的测试结果进行比对,发现仅有1只样品未通过氦质谱检漏。详见表1。
有报道称一只经氦质谱检漏仪检出的漏率为5.6×10-7atm.cc/s的样品采用光学检漏方法进行对比测试,其检测的漏率值为6.88×10-7atm.cc/s,考虑到仪器本身的测量误差,二者的吻合性很高。
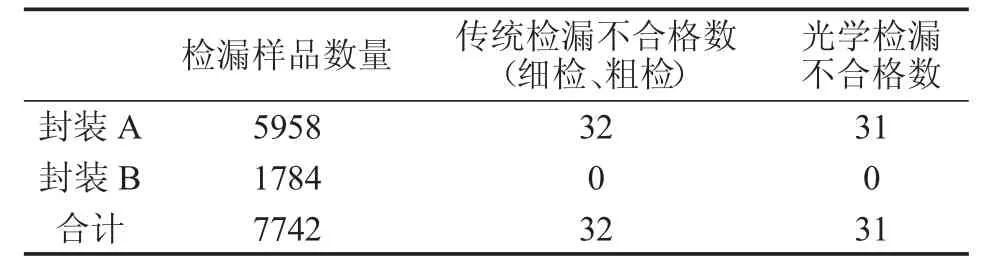
表1 光学检漏、传统方法检漏结果比较
此外,国外有人对光学检漏测试结果的重复性进行了研究[2],结果表明,连续11次测试的结果一致性很高,见图2。
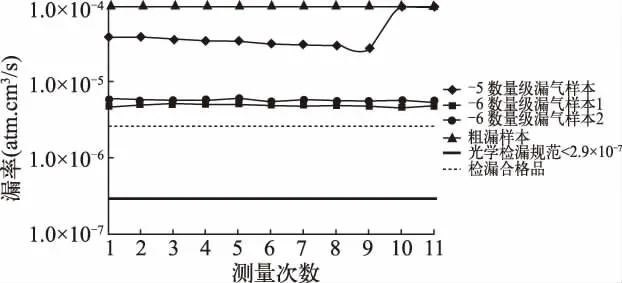
图2 光学检漏重复测量结果比较
在传统的氦质谱检漏中,当对同一个漏气样本进行重复测试时,若连续两次氦气加压之间的间隔时间不够,会存在一个所谓的氦气累积效应,后续的测量结果会显示逐渐增大的测量漏率。很显然,采用光学检漏法,这种累积效应几乎可以忽略。
以上可以说明光学检漏的测量结果是准确且值得信赖的。
光学检漏方法在我国的专业检测机构中目前采用很少,相关比对数据很少见到公开报道。
5 光学检漏的优势及局限性
5.1 光学检漏的优势
与传统氦质谱检漏方法相比,光学检漏具有以下优势:
(1)多个器件同时检漏时可准确定位漏气器件,这一点是有别于传统氦质谱检漏的最显著优势。传统氦质谱检漏仪一次性检漏多个器件的过程中,当仪器显示存在漏气时,需要经过多次检漏才能定位某个或多个漏气器件,而OLT系统一次性就能在屏幕上显示漏气器件,效率更高。
(2)可以避免传统氦质谱检漏中因封装腔体表面吸附或局部结构疏松存在的盲孔包裹氦气而呈现的假漏气现象,因为真实的漏气会引起腔体内部压强的上升,而表面吸附等引入的氦气不会进入腔体内导致腔体内部压强上升,这也是OLT较之氦质谱检漏最大的优势所在。因此,OLT技术可以减少因为外壳等原因导致的误判现象。
(3)由于OLT系统使用了先进的高精度数字激光干涉仪,可以在1~3 min的测试周期内探测2 nm尺度的盖板微小形变量,相对于氦质谱检漏,光学检漏在检测灵敏度、检测时间等方面具有明显的优势。
(4)由于检漏效率高,密封后直接将器件随同工装夹具一起进行检漏,可实现对密封工序的实时监控,而传统检漏技术则很难实现这一点。

图3 密封工序在线监控
(5)一次性完成传统检漏方法中的细检漏和粗检漏,可省却传统氟油检漏需要将器件浸入125℃氟油中的高温过程,尤其适合于对温度敏感的OLED显示屏、MEMS及光电器件的检漏。
(6)检漏腔室大,尤其适合于板级安装器件的检漏,而传统氦质谱检漏方法中氦气加压容器尺寸较小,通常并不适合于电路印制板上气密性电路的检漏,即便是电路印制板可以氦气加压,还会出现因印制板本身的氦气吸附而导致的误判等问题。

图4 板级安装器件的检漏
(7)对于双腔或多腔体器件,当存在漏气时,传统氦质谱检漏方法很难定位漏气腔体,采用OLT检漏方法则简便很多,可以在全部封装完成后一次检漏。对于双面多腔体器件,仅需交换一次器件放置方向即可定位漏气腔体所在,而对于单面多腔体器件,一次检漏便可定位所有漏气腔体。
(8)光学检漏尤其适合于圆片级气密封装的检漏方法。传统氦质谱检漏方法检测晶圆级气密封装漏率时,除非整张晶圆气密性全部合格,若采用传统方式切割后进行逐一检漏,检漏效率低,根本无法体现圆片级封装的优势。

图5 晶圆级气密封装的检漏
正因为光学检漏具备上述优势,其在光电、传感器等行业中已逐步得到应用。
5.2 光学检漏的局限性
OLT系统的特点是通过在较短的时间内探测纳米尺度的盖板形变变化情况来确定器件的漏率,正因为使用了先进的高精度激光数字干涉仪,对设备系统本身的压强控制要求就更加苛刻,这也正是OLT检漏方法的不足所在。若加压过程中检漏腔室存在微小泄露时,其效果有可能等效于封装器件腔体内部氦气压强的增加,出现这种情况时,系统会给出错误的判断,误判合格器件为漏气器件。相反,若加压过程中腔室压强出现缓慢增长时,不排除漏气器件内部压强增长与腔室压强增长平衡的可能,故也存在将漏气器件漏判为合格器件的概率。
此外,OLT检漏方法仅能判断器件是否漏气,无法定位漏气的具体位置。而传统氦质谱检漏可以采用吸氦法,通过一种连接检漏腔室的吸枪定位器件漏气的大致部位。氦质谱检漏还可以采用喷氦法对器件封装外壳本身进行密封前的密封性能检测,OLT检漏方法却只能应用于密封后的器件检漏。
6 结束语
光学检漏虽然是国内近年兴起的一项检漏技术,但这项技术实际上早在上世纪90年代初期就已经出现,由于其与传统氦质谱检漏技术虽然实现方式不同,但实测数据吻合性高(国外相关研究结果证明二者的试验测试结果非常接近),因此是一种值得信赖的新型检漏方法。
美国军用标准STD-MIL-883E“微电路试验方法”中最先引入光学检漏试验方法,我国军用标准GJB548B-2005“微电子器件试验方法和程序”方法1014.2中也引入了光学粗检漏(试验条件C4)、光学粗/细检漏(试验条件C5),而在正在修订中的GJB548C更是直接引用了STD-MIL-883J中关于光学检漏试验方法的最新规定。
目前阶段,光学检漏方法在我国仅仅是在某些行业得到了应用,其应用范围远远不及传统的氦质谱检漏方法。由于光学检漏技术在晶圆级封装、板级组装器件等应用方面上的绝对优势,相信该技术将会在我国得到快速的推广和应用。
猜你喜欢
真空与低温(2022年6期)2023-01-06
上海计量测试(2022年1期)2022-03-24
廉政瞭望(2020年17期)2020-11-17
幼儿教育·父母孩子版(2020年2期)2020-05-12
通信电源技术(2018年3期)2018-06-26
低温与特气(2016年4期)2016-09-19
环球时报(2016-06-30)2016-06-30
压缩机技术(2014年5期)2014-02-28
航天器环境工程(2013年6期)2013-11-28
外科研究与新技术(2013年1期)2013-11-08