
一种铲斗组件拼点工装
2018-07-23 06:21王培文
锻压装备与制造技术 2018年3期
王培文,周 鹏
(徐州巴特工程机械股份有限公司,江苏 徐州 221001)
铲斗的生产方式一直是弯板卷圆后与其他组件拼点来完成的。随着人工成本的增加以及工业自动化的迅猛发展,焊接机械手逐渐取代人工焊接。而机械手焊接对于尺寸要求较高,人工拼点的产品尺寸一致性较差,机械手在焊接过程中经常出现无法寻位的情况。新型铲斗总成液压拼点工装(图1)有效解决了这一问题,而本文所描述的组件拼点工装是其第一道工序。

图1 总成液压拼点工装
1 铲斗总成拼点过程
如图2所示,首先进行支耳总成、弯板、底板总成的拼点,组件拼点工装完成;然后进行弯板压制成形;安装侧板组件;各组件组装结束,按工艺总成拼点。
2 组件拼点工装
支耳总成、弯板(直)、底板总成的拼点由组件拼点工装完成(图2),此工装的拼点尺寸与人工拼点相比尺寸偏差更小,对铲斗总成的拼点尺寸和机械手的焊道轨迹、成形、焊接效率起到重要作用。
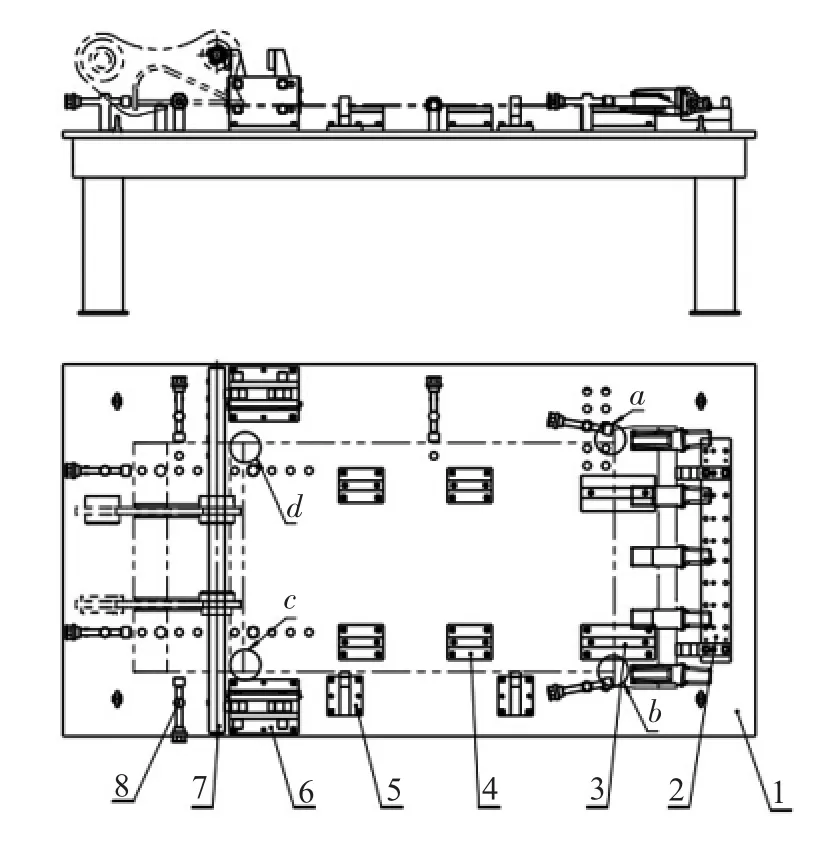
图2 组件拼点工装结构图
2.1 组件拼点工装结构
如图3所示,组件拼点工装由平台1、底板定位装置2、底板移动垫块3、弯板垫块4、弯板侧边定位块5、支耳定位装置6、定位轴7、顶紧装置8构成。
2.2 组件拼点工装操作步骤。

图3 组件示意图
①工装拼点时,先放置图2所示的底板总成和弯板,依靠顶紧装置分别将二者顶紧在相应的定位块上,并且连接处接触紧密、不留缝。②底板总成和弯板连接处(图2中a、b处)用夹钳夹紧,保证两工件底面共面,将两者点焊;③将支耳总成放置在适当的位置,穿定位轴,并用压紧装置将定位轴顶紧到支耳定位块上,用力适中;④支耳与弯板连接处用夹钳夹紧(图2中c、d处),防止闪缝,将两者点焊。⑤按图纸要求焊接连接处焊缝。
2.3 三种主要拼点尺寸
(1)距离:保证铲斗总成前端尺寸、斗容及机械手焊接尺寸。
(2)平行度:保证铲斗总成前端尺寸及机械手焊接尺寸。
(3)垂直度:保证铲斗总成拼点后不“拧”,有利于机械手寻位。
3 铲斗总成完成
铲斗总成的后三步在新型铲斗总成液压拼点工装上进行。
(1)弯板成形方式是以弯板外形尺寸制作的型胎为底座(类似下模具),将底板总成、弯板及支耳总成焊接在一起,在底板处定位夹紧,作为基准,依靠液压缸的压制,将弯板压紧在型胎上,以此来实现弯板卷圆。
(2)弯板卷圆完成后,分别将两侧板组件吊装到总成拼点工装上,微调各处位置尺寸。
(3)按拼点工艺完成总成拼点。
4 结语
此工装的拼点尺寸是通过铲斗图纸上非主要尺寸转化而来的,与传统拼点要求大相径庭,控制铲斗拼点后外形尺寸与图纸尺寸的一致性和稳定性,从而满足机械手焊接需求,提高生产效率,解放劳动力。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年4期)2017-06-22
三峡大学学报(自然科学版)(2016年6期)2016-04-16
通信电源技术(2016年1期)2016-04-16
Coco薇(2015年10期)2015-10-19
油气田地面工程(2014年7期)2014-03-21
河南科技(2014年11期)2014-02-27
