
Development and Application of Hydrocracking Catalysts RHC-1 /RHC-5 for Maximizing High Quality Chemical Raw Materials Yield
2018-07-23 02:31MaoYichaoNieHongLiMingfengHuZhihaiZhaoGuangleZhaoYang
中国炼油与石油化工 2018年2期
Mao Yichao; Nie Hong; Li Mingfeng; Hu Zhihai; Zhao Guangle; Zhao Yang
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
Abstract: To adapt to the change in the demand of the oil refining market, two hydrocracking catalysts, RHC-1 and RHC-5,were developed to improve the quality of tail oil. The catalysts were designed based on the theory of selective ring-opening.By selecting more acidic molecular sieves, the problem of poor selectivity of conventional materials can be solved to properly match up to the hydrogenation performance of catalysts. Compared with the performance of previous catalysts,the quality of the tail oil achieved by the said catalysts is better, and the BMCI is reduced by 1—2 units. In the long cycle operation of the petroleum industry, the good quality of the tail oil has been verified and the adaptability of the process conditions is good. When the RHC-1 catalyst is used to process heavy feed under medium pressure, a BMCI value of about 12 can be obtained along with a nearly 60% yield of tail oil. The total yield of chemical raw material (steaming cracking feed + catalytic reforming feed) can exceed 80%, and the hydrogen consumption has dropped by nearly 50% as compared to the conventional hydrocracking conversion rate. When processing a mixed CGO and VGO feed with the full conversion mode under a hydrogen pressure of 13.0 MPa, the RHC-5 catalyst can yield about 68.4% of heavy naphtha with a potential aromatic content of up to 50.6, while the total yield of chemical raw materials can reach more than 98%. The results of industrial application of these catalysts show that more than 30% of high quality tail oil can be obtained via processing of inferior quality feed, and its BMCI value can reach 10.7. The total yield of chemical raw materials can reach more than 65%. The industrial operation process has implemented two operating cycles totaling 8 years.
Key words: hydrocracking; catalyst; chemical raw material; tail oil
1 Introduction
Since four hydrocracking units were imported to China in the 1980’s, the development of hydrocracking technology was very rapid. Currently, there are more than 60 units in operation inside China. Hydrocracking, as a secondary refining process, is widely used to upgrade low-quality gas oils into high quality, clean-burning jet fuel, diesel fuel, and gasoline components. In recent years, refineries in China are facing challenges from both supply and demand sides due to the volatile domestic market. Despite of shortage of diesel in winter, the market saw a large surplus in the whole year of 2016. At the same time, there is a surplus of gasoline and kerosene and still insufficiency in aromatics and ethylene products. Hydrocracking becomes important again, for example, through directly converting the straight-run and secondary processing diesel fractions the hydrocracking process can be effectively used to reduce the diesel/gasoline ratio while meeting the temporary increasing demand in winter, to reduce transportation fuel by maximizing the conversion of VGO to steam cracking feedstock and/or catalytic reforming feedstock. Among hydrocracking products, diesel and even jet fuel fractions can be directly cut into the tail oil that is a feedstock of steam crackers by tuning the conversion and hydrogenation degree. To recycle the process stream that is heavier than naphtha, it is possible to significantly reduce the fuel output. In this context, the RHC-1 and RHC-5 catalysts were developed, which could sustainably produce chemical feedstocks with high yields. They have been used in four commercial units, while operating to meet the design data for a number of projects. In comparison with previous catalysts, the tail oils formed over the RHC-1 and RHC-5 catalysts have a BMCI value by 1―2 units lower.
2 Producing Chemical Feedstocks by Hydrocracking
Because there is not enough straight-run naphtha and lack of stable ethane resources, the steam cracking unit with a capacity of 1.0 Mt/a in a 10.0 Mt/a refinery faces intermittent shortages of feedstocks. The hydrocracking unit can be cyclically operated to produce heavy naphtha that is a catalytic reforming feedstock. Furthermore the feedstock of steaming cracking can also been mixed with heavy fractions such as diesel fraction and even VGO, but the BMCI value of straight-run heavy fractions is usually high, resulting in a low olefin yield and a shortened coking cycle. An alternative is to mix it with hydrocracking tail oils.
Tail oil has been used as feed of steaming cracking for more than 20 years in China, and at this moment it has accounted for more than 10% of total cracking feed. So the key issue is to improve the quality of tail oils. A large number of industrial production results have indicated that the BMCI value of tail oils is directly correlated with the olefin yield and the coking cycle[1-2]. Generally speaking, if the BMCI value of tail oils is 16, an ethylene yield of more than 26% can be achieved, and the total yield of olefins and BTX can reach more than 50%. When the BMCI value is less than 10, it can achieve a quality of the straight run naphtha with the paraffin content equating to more than 65%.
2.1 Hydrocracking catalysts for more chemical feedstocks
The BMCI value of oil is closely related to its composition, e.g., a low BMCI value of tail oil arises from the high content of alkanes. Chevron[3]has studied the variation of product composition along the direction of reactant flow. The results suggested that hydrocarbons in the feed are converted in the following decreasing order based on the difficult or easy degree of processing:aromatics >naphthenic hydrocarbons > paraffins. RIPP further demonstrated that[4-5], relative to the feed, there is a break point of alkane content during the conversion of tail oil, above which the polar molecules can be easily adsorbed on the acidic centers. These findings indicate that selective ring opening is sensitive to the conversion of aromatics and naphthenics. Korre[6]used tricyclic aromatics as the model compounds for detailed kinetics calculation and he found that an increase in the saturation of ortho-ring could lead to a dramatic decrease in dealkylation selectivity. At this time, the rate of isomerization for 6-membered ring is a control step. Therefore, it is necessary to increase the selectivity of naphthenics cracking by increasing the acidity of the zeolite in order to improve the selectivity of naphtha. In addition, the high hydrogenation performance is maintained, which is beneficial to the isomerization of alkanes. As a result, the quality of the tail oil is improved.
2.2 Selection of zeolites
The acid materials such as Beta, HY and USY zeolites exhibit catalytic activity toward hydrocracking reaction.Among them, the catalyst containing the Beta zeolite has the highest performance. The nature of acidity and cross channels has a certain tendency to isomerization. The conversion and ring opening selectivity (characterized by BMCI) of two catalysts were investigated at 360 °C, with the results presented in Table 1.

Table 1 Catalytic performance of Beta zeolite and Y zeolite
Table 1 show that partially replacing USY zeolite with Beta zeolite enhances the activity but reduces the selectivity of ring opening. Thus, the Y zeolite was used in developing the catalysts.
2.3 Common properties of USY zeolite
Because of the high accessibility and strong acidity of the twelve-membered ring and super cage, the USY zeolite is the main zeolite for hydrocracking catalyst. It is distinctly different from HY zeolite, with its properties shown in Table 2.
2.4 The acidity of USY zeolite
The nature of the hydroxyl groups that could stronglyaffect the acidity of zeolites was investigated by IR technology, with the results shown in Figure 1.

Table 2 Comparison of the properties of HY and ultrastable Y zeolite

Figure 1 Comparison of hydroxyl properties of USY and HY zeolites
It can be seen from Figure 1 that the HY zeolite has an absorption peak at 3 615 cm-1, which is assigned to the main non-framework aluminum, and it is obviously covered by 3 550 cm-1and 3 630 cm-1area. As for the USY zeolite, the super cage hydroxyl group at 3 640 cm-1is observed. This shows that the proton acid in the USY zeolite has better accessibility. The properties were further characterized by pyridine adsorption, with the results shown in Figure 2:
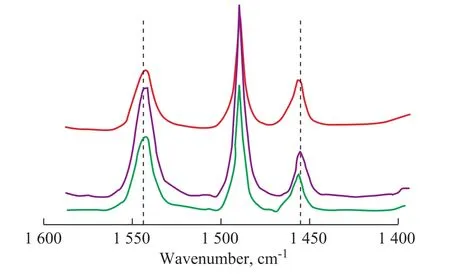
Figure 2 Comparison of the properties of L and B acids of USY and HY zeolites
It can be seen that the maximum peak intensity of the B acid of the USY zeolite is higher than that of the HY zeolite at 350oC and the maximum peak intensity of L acid of HY zeolite is higher than that of the USY zeolite under the temperatures investigated. When using pyridine IR studies, the process of desorption has a great influence on the resulting value, and in order to eliminate the influence, the ratio of B acids and L acids is calculated. The B/L acids ratio of the USY zeolite is 2 times as much as that of the HY zeolite.The performance of two molecular sieves was evaluated in a pilot plant, with the results shown in Figure 3.

Figure 3 Comparison of selective opening performance of USY and HY zeolites
It shows that for the selective ring opening reaction the USY zeolite with better accessibility and stronger B acids is obviously effective in order to increase the conversion.
3 Development and Industrial Application of RHC-1 Catalyst
3.1 Development of RHC-1 catalyst
In the literature[7-11], Ni and W were used as the active hydrogenation species and zeolite is used as the cracking component for preparing the RHC-1 catalyst. Extrusion and impregnation procedures were used also. In the bench-scale apparatus, the same raw materials and process conditions were used to compare and evaluate the catalysts operating under medium pressures. The results are shown in Table 3.
3.2 Performance and industrial application of RHC-1 catalyst
The RHC-1 catalyst has been used in 3 industrialunits, among which an 1.3 Mt/a unit at the Yanshan Petrochemical Company had for the first time used this catalyst in May 2005. The industrial calibration results under a hydrogen partial pressure of 10.0 MPa are shown in Table 4.

Table 3 Comparison of the overall performance of RHC-1 and RT-1 catalysts

Table 4 Industrial operation results of RHC-1 catalyst
It can be seen from Table 4 that the yield of tail oil with a BMCI value of 11.9 accounted for more than 60% during operation under medium hydrogen pressures. That means,if the tail oil quality was decreased to 15 by mixing a part of heavy diesel distillate, in preliminary estimates, the total yield of chemical raw materials including naphtha and tail oil under similar conditions could reach more than 80%.
Other results showed that the hydrogen consumption was only 1.14%. In addition, the expense on hydrogen can be reduced by nearly 200 million yuan upon comparing with the average 2.2% of hydrogen consumption in a hydrocracking unit rated at a capacity of 2 Mt/a.
In the industrial application at the Yanshan Petrochemical Company, the raw materials used in processing were a blend of Daqing distillate with a Russian oil. The content of paraffins in the feed was high. But most refineries in China did not have ever processed the feed oil with this composition. The other results of crude oil evaluation are shown in Table 5.
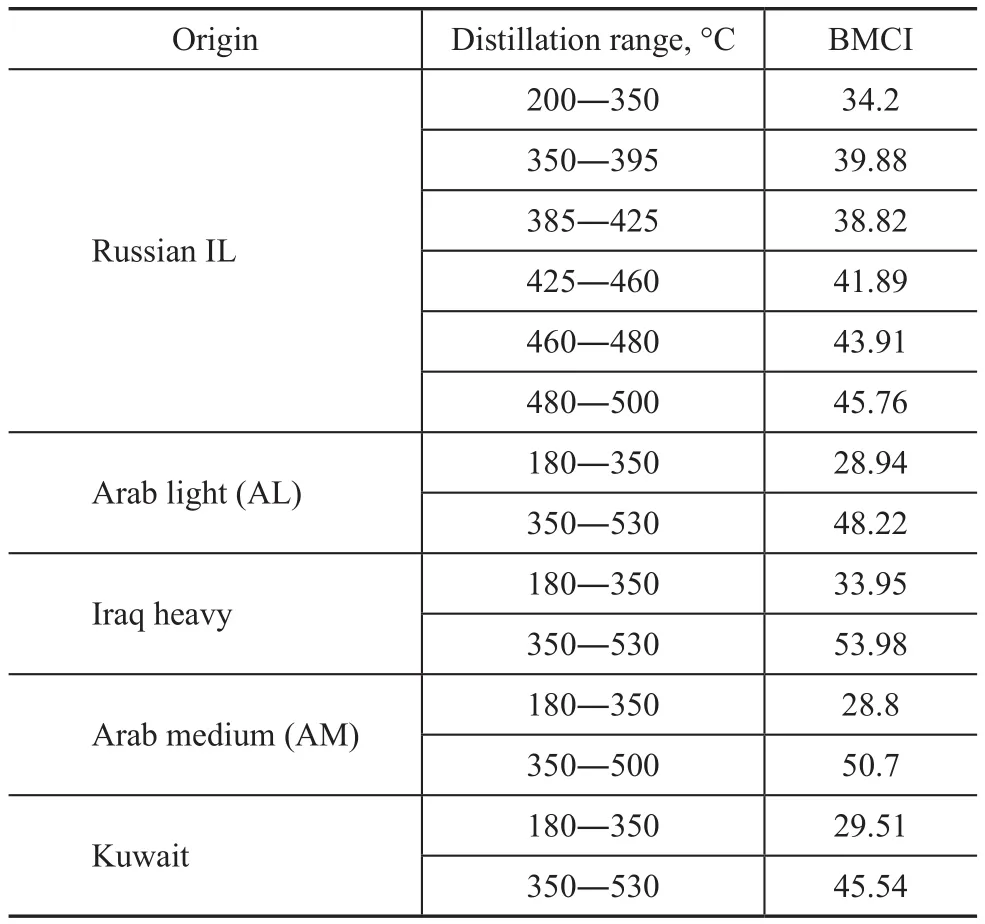
Table 5 Conventional crude oil evaluation of BMCI data from diesel and VGO
It can be seen from the data presented in Table 5 that the BMCI value of diesel fraction is close to that mentioned in Table 4 and the value of light VGO is relatively low when using the feed from Middle East and Russia. The hydrocracking of Arab light VGO was tested, with the results given in Table 6.
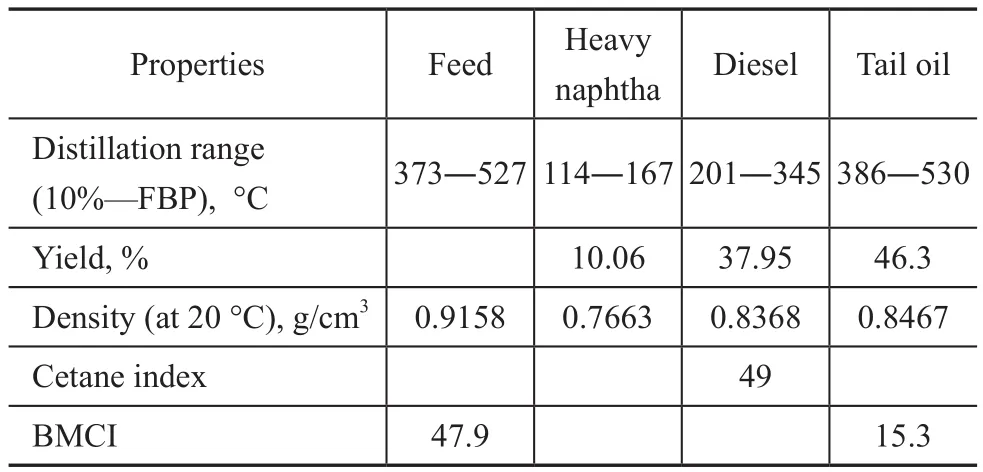
Table 6 RHC-1 results from processing VGO derived from Arab light crude oil
The results demonstrate that 46.3% of cracked feedstocks can be obtained over the RHC-1 catalyst. Under these reaction conditions, other results show that the hydrogen consumption is only 1.77%. Compared with the conventional hydrocracking process on a 2 Mt/a hydrocracking unit,the expense on hydrogen can be reduced by about 80 million yuan/a. If the feed is a mixed straight-run diesel with better quality such as that referred to in Table 5, the yield and quality of tail oil can be better. Since the properties of feed are similar to those used in most industrial units such as the paraffin base and the intermediate base crude oils, by adopting the technology to effectively convert all diesel and light gas oil streams to steam cracking feed,the diesel/gasoline ratio can be reduced to below 0.8.
4 Development and Application of Catalyst RHC-5
To maximize the yield of naphtha, the conventional catalyst is usually designed to have its cracking activity being higher than the hydrogenation activity. In this case, the secondary cracking reaction is more likely to happen.However, low hydrogenation activity has two issues. One is the adaptability when treating the low-quality feed.When processing the light feed material, the catalyst stability is good. But when processing the heavy feed with a density greater than 0.92 g/cm3, the reaction temperature is very high which has a negative effect on the operating cycle. The other issue is that the quality of tail oil is poor,especially when the yield of heavy naphtha is relatively low (such as 30%), and the tail oil quality is worse. To resolve this problem, a flexible catalyst is often used under a high conversion condition, which will increase the hydrogen consumption. The RHC-5 catalyst was developed to address the problems, maintain the heavy naphtha selectivity and the high quality of tail oil.
4.1 Development of RHC-5 catalyst
The preparation of the RHC-5 catalyst is similar to that of the RHC-1 catalyst, and the main difference is that the RHC-5 catalyst has more acidity as compared to the RHC-1 catalyst, with the bench-scale evaluation results presented in Table 7.
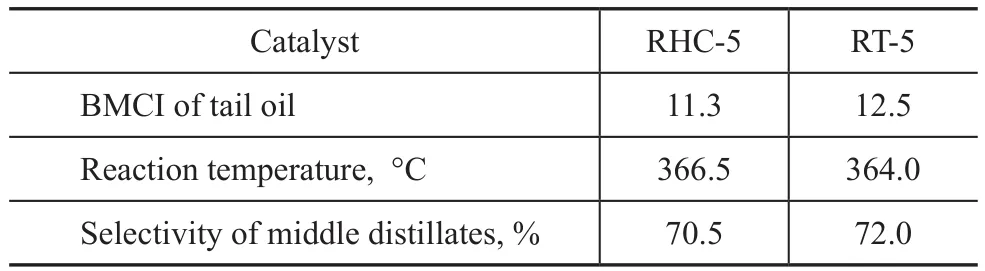
Table 7 Comparison of the overall performance of RHC-5 and RT-5 catalysts
It can be seen from Table 7 that the activity of the RHC-5 catalyst is almost the same as that of the RT-5 catalyst and its BMCI value of tail oil is by 1.2 units lower as compared to the RT-5 catalyst. Further experiments indicate that the naphtha yield is by 2% higher for the RHC-5 catalyst than for the RT-5 catalyst (with the conversion rate of >370 °C fraction reaching about 85%).The catalysts were tested by using mixed CGO and VGO as the feedstock under a hydrogen partial pressure of 13.0 MPa (with a density of 0.9124 g/cm3, a distillation range covering 401 °C to 481 °C (10%―90%), and a nitrogen content of 1400 µg/g, operating under a full circulation mode). The distribution of products is shown in Table 8[12].
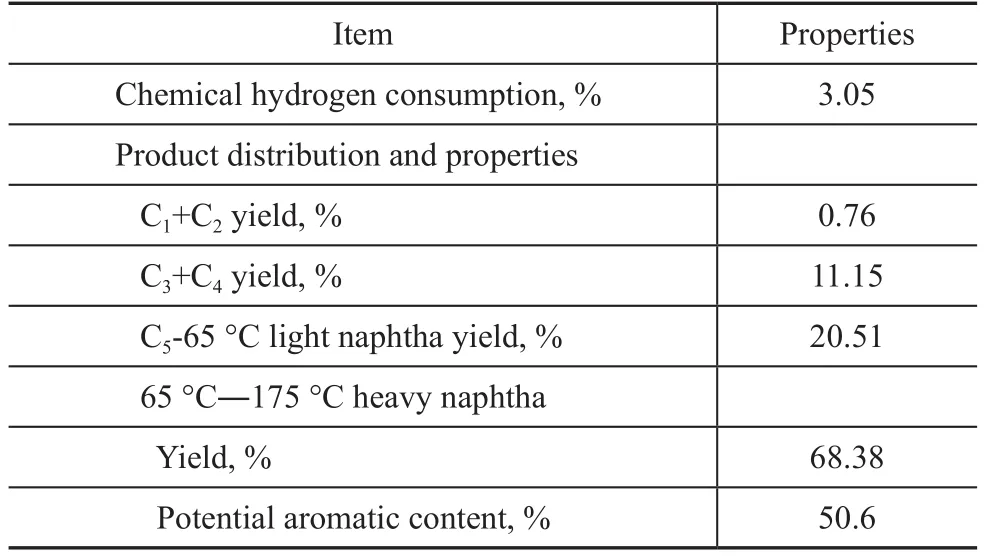
Table 8 Evaluation of maximum heavy naphtha obtained over RHC-5 catalyst
Upon processing the low-quality feed, the heavy naphtha yield is 68.38%, and the potential aromatic content is more than 50 which can be used as the high valued stream for catalytic reforming process. Additionally some refineries use light naphtha and LPG as the feedstock of steam cracking because of the high paraffin content of light naphtha. Thus, the total yield of chemical feedstocks can reach more than 98% over the RHC-5 catalyst.
4.2 Industrial application results of RHC-5 catalyst
The RHC-5 catalyst has been used in the industrial application on a 1.4 Mt/a unit at the Qilu Petrochemical Company, with the main results shown in Tables 9 and 10.
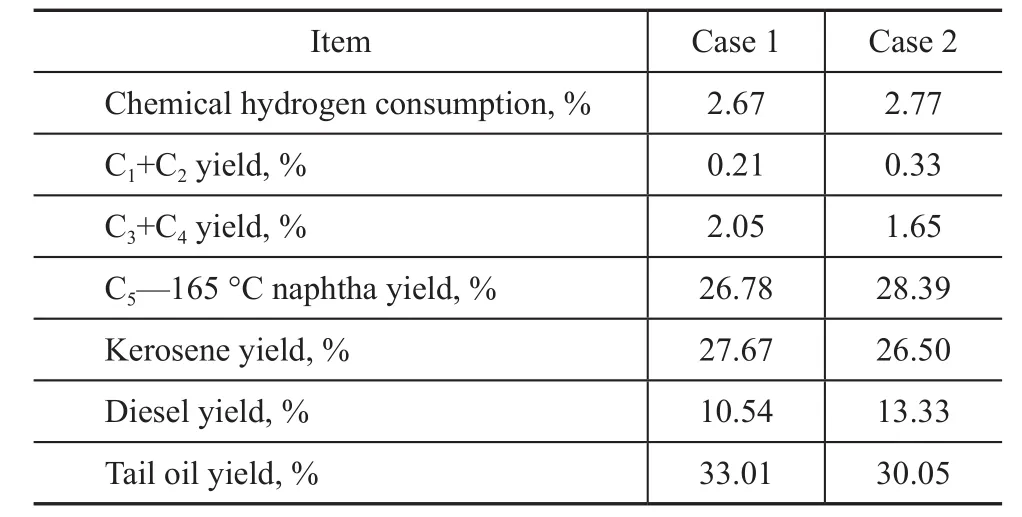
Table 9 Product distribution obtained during industrial application of RHC-5 catalyst
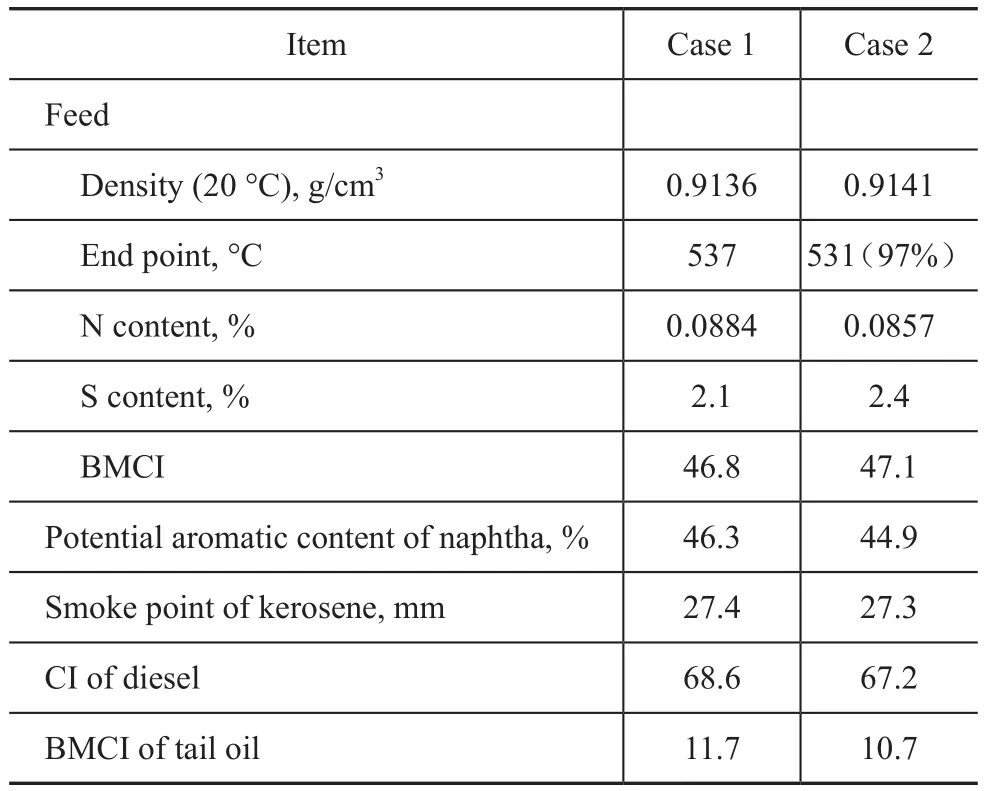
Table 10 Properties of products derived from two different feeds
Upon processing the inferior feed, the yield of tail oil obtained over the RHC-5 catalyst was higher than 30%and its BMCI value could reach 10.7. The properties of aviation kerosene could meet the No. 3 jet fuel specifications, and the potential aromatic content of naphtha could reach 45. Based on these findings, it can be concluded that the total yield of chemical feedstocks can be more than 65% under the same reaction conditions if the tail oil quality is set to 15.
At the initial stage of industrial application of the RHC-5 catalyst during processing the mixed feed composed of the Middle East stream and the Shengli VGO under the similar conditions used in the calibration test, the yield of tail oil was nearly 33%, with the BMCI value reaching 12―13. Since the fouling of heat exchanger was not obvious, the high activity of RHC-5 catalyst could maintain the temperature difference of two reactors rather high, resulting in no need to turn on heating furnace persistently. This measure could significantly reduce the energy consumption. The deactivation rate of the first operating cycle is about 0.3 °C/month. In the second operating cycle aimed at processing the inferior feed,through substituting one bed of RHC-5 catalyst by the RHC-3 catalyst at the request of the client, the BMCI value of tail oil was about 14 and the average temperature did not exceed 390 °C at the end of that operating cycle.It is particularly important that in the case of taking advantage of the high activity of the RHC-5 catalyst,notwithstanding the chloride content and the acid value were obviously higher than the desired specifications for most hydrocracking units, the two operating cycles still reached 8 years.
5 Conclusions
To meet the needs of refinery for producing more chemical feedstocks, two hydrocracking catalysts, the RHC-1 and the RHC-5 catalysts, were developed and tested in industrial units. The RHC-1 catalyst exhibited higher performance than previous catalysts. In a 1.3 Mt/a hydrocracking plant, the yield of quality tail oil with a BMCI value of 11.9 was more than 60%, while the hydrogen consumption was only 1.14%. The yield of chemical feedstock could reach more than 80% based on the results of industrial application of these catalysts. These catalysts can be used to produce steam cracking feedstocks at low cost in most processes by treating most Mideast feed.The RHC-5 catalyst is developed for treating more heavy naphtha while producing the high quality tail oil. At a hydrogen partial pressure of 13.0 MPa operating at a full circulation mode, the said catalyst could yield about 68.4% of heavy naphtha, with the total yield of chemical feedstock reaching more than 98%. The industrial calibrated results obtained in an 1.4 Mt/a hydrocracking unit have shown that the total yield of chemical feedstock can be more than 65%. These catalysts exhibited high activity and stability under industrial operating conditions although the chloride content and acid value exceeded the standard.
Acknowledgement:The authors sincerely thank the financial support from the SINOPEC (No. 114016).
- 中国炼油与石油化工的其它文章
- Denitrification of Coal Tar Diesel Fraction by Phosphate Imidazolium Based Polymeric Ionic Liquids
- Research on Catalytic Cracking Performance Improvement of Waste FCC Catalyst by Magnesium Modification
- Study of Isothermal Equilibrium, Kinetics and Thermodynamics of Adsorptive Desulfurization on Synthesized CuIYIIIY Zeolite
- Direct Conversion of Glucose to 5-Hydroxymethylfurfural over Zirconium Phosphate Catalyst in a Biphasic System
- Mass Transfer Characteristics of H2 and CO in Mimicked F-T Slurry Bubble Column Reactor
- An Approach for Preparation of Excellent Antiwear PTFE Nanocomposites by Filling As-prepared Carbon Nanotubes/Nanorods (CNT/CNR) Mixed Nano-Carbon Material