
不同预处理对茶树叶厌氧发酵产气的影响
2018-07-20 07:20孙和临李建昌邵琼丽
中国沼气 2018年3期
孙和临, 李建昌, 邵琼丽
(云南师范大学, 云南 昆明 650500)
我国茶园种植面积为138万公顷,茶年产量突破百万吨,排名世界第一[1]。茶树生长过程中形成大量落叶,并且需要修剪枝叶。在茶园生态系统中,修剪枝叶和凋落叶一起,形成了一个凋落层,它们在土壤表层累积、分解,对茶园土壤环境产生着深刻的影响。对于剩余茶树枝叶的处理,目前大部分仍然是直接粉碎还田,不但生物转化率低,还会对造成土壤酸化[2]。将茶树叶通过厌氧发酵技术转化为沼气,以可丰富沼气原料来源,减缓土壤污染。茶树叶作为沼气原料,由于含有较高的半纤维素、纤维素高度结晶物质和木质素对纤维素包埋作用,这些物质难易降解使得厌氧微生物无法快速对其进行分解和利用[3],导致发酵过程中出现运行缓慢、底物降解率低、产气量小的问题。因此,在发酵前对茶叶进行有效预处理十分必要。
采用物理、化学、生物[4-6]预处理方法改变原料物理化学结构,使复杂底物转化为简单物质可提高厌氧发酵速率与产气量。物理预处理主要是通过机械、高温等方法改变原材料的外观形态或内部物质结构,研究[7]表明以稻草为原料,通过切碎与研磨方法预处理都可以提高稻草的产气潜能,但研磨比相比于切碎预处理方法可以提高产气量12.5%;陈金发[8]等通过干燥、粉碎、堆沤方法处理紫荆泽兰可以降低原料中毒素对沼气发酵影响并提高产气总量。化学预处理是通过化学药品作用于底物原材料,破坏原材料中纤维素与木质素形成的共价键从而达到提产甲烷菌对纤维素类物质利用。如杜婷婷[9]等研究不同功能复合添加剂对牛粪厌氧发酵的影响,得到结果通过添加复合添加剂可提高牛粪产气率并且功能添加剂不同组分对厌氧发酵有明显促进。生物预处理是将发酵原材料通过细菌、真菌等微生物预先降解处理,可促进原料中木质素和纤维素的降解。赵静[10]等探究NaOH和H2SO4与纤维素酶预处理方法对水稻秸秆厌氧消化产气影响,发现纤维素酶预处理效果优于其他实验组。因此,利用纤维类含量较高原料进行发酵,需要对原料进行预处理降解。
目前对于茶树叶沼气发酵研究鲜有报道,本文在茶树叶机械粉碎的基础上,对茶树叶分别进行了高温预处理、碱预处理及纤维素酶处理,并设置了空白对照组,比较处理后茶树叶的发酵情况及沼气产量,并把Modified Gompertz[11]模型引入到茶树叶发酵中。李建昌[12]等将Modified Gompertz应用于城市生活垃圾沼气发酵,得出城市生活垃圾沼气发酵的累计产气量随时间变化与Modified Gompertz模型具有较好的相关性。基于此,不同预处理必然会导致茶树叶厌氧发酵累积产气量变化,进而使Modified Gompertz模型参数改变,借此可以对试验数据深入分析,评价发酵参数对底物产甲烷特性的影响,得出合理判断与结论,以期对茶树叶废弃物的资源化利用提供了参考。
1 材料和方法1.1 试验材料与接种物
茶树叶采集于昆明高香万亩茶园,自然风干并粉碎,过1 mm筛备用,并测定其理化指标,物料特性见表1;接种物取自云南师范大学太阳能研究所生物质能研究室猪粪为原料发酵结束后残余物。物料特性见表1。纤维素酶为中温酶(上海埃博商贸有限公司);氢氧化钠(分析纯)。
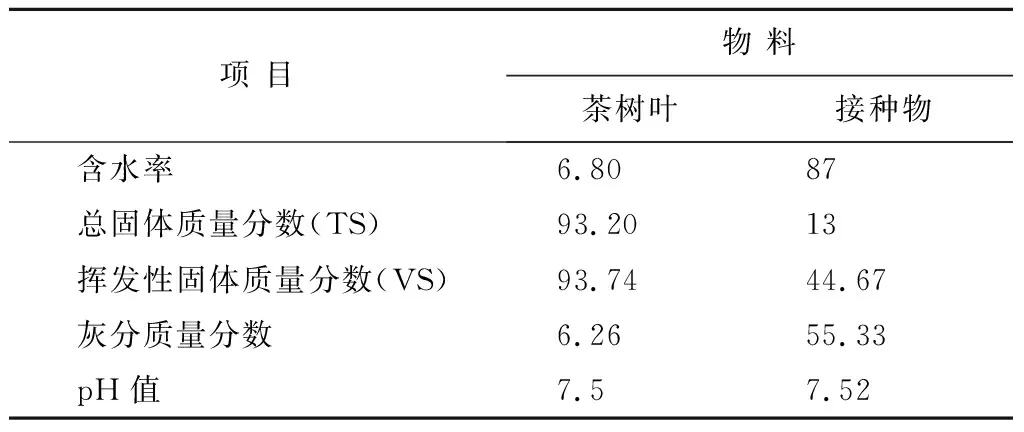
表1 茶树叶与接种物的物料特性 (%)
1.2 试验装置
试验装置主要由温控仪(WMZK-01型,控制范围10℃~100℃),传感器、电热管(500W)、恒温水箱,500 mL广口消化瓶,1500 mL计量瓶和1000 mL的锥形瓶等部分组成(见图1)。计量瓶用于收集从锥形瓶中被排出的水,以计算产气量,消化瓶与集气瓶瓶口用胶塞塞紧,各部分用硅胶管连接,所有接口处均用密封胶密封。

1.温控仪; 2.交流接触器; 3.水槽; 4.电热管; 5.热电偶; 6.循水泵; 7.发酵瓶; 8.取样口; 9.玻璃三通; 10.集气瓶; 11.计量瓶图1 试验装置
1.3 试验方法
试验过程分为预试验阶段和正式厌氧发酵阶段,两阶段在同一装置中进行,试验过程采用中温发酵(35℃±1℃)。预试验设3个质量百分数处理水平:碱处理方法分别在茶树叶干物质中加入质量分数为2%,4%,6%的NaOH;酶处理法是分别在茶树叶干物质中加入质量分数为0.1%,0.5%,1%的纤维素酶;高温处理组将经粉碎的茶树叶置于l00℃,110℃,120℃高压灭菌锅中处理;同时设置一个对照组(无预处理措施)。正式试验产沼气阶段是在上述预试验结果的基础上,选取每种预处理方法中效果最优的一组,再次重复预试验的步骤,进行厌氧发酵产沼气试验。
1.3.1 原料预处理
(1)高温预处理:将粉碎的茶树叶分别置于100℃,110℃,120℃高压灭菌锅中处理3 h。
(2)纤维素酶处理:向粉碎的茶树叶分别加入质量分数为0.1%,0.5%,1%的纤维素酶,混合均匀。纤维素酶预处理温度保持在35℃~40℃。
(3)NaOH处理:将经粉碎的茶树叶用蒸馏水把预处理体系含水率调为80%,以占茶叶干物质质量分数2%,4%,6%的NaOH分别处理15 d。
1.3.2 装瓶发酵
装料系数为发酵罐的80%,即500 mL×80%=400 mL;发酵液总固体含量7%;接种物的接种量(接种物干物质质量占发酵原料干物质质量的百分比)为25%;发酵液pH值用缓冲溶液调节至7.2±0.2,以未经预处理的茶叶为对照,在水浴加热下发酵,平均温度为35℃±1℃。每天定时测量产气量,待产气稳定后测定各处理气体中的甲烷体积分数。
缓冲溶液:KH2PO4(6.1 g·L-1),K2HPO4(9.6 g·L-1),KCl(2.22 g·L-1),NH4Cl(0.28 g·L-1),MgSO4·7H2O(100 mg·L-1),CaCl2·H2O(10 mg·L-1)。
1.3.3 指标数据处理
Gompertz模型是三参数方程,对应曲线特点是增长率>0(见图2),其函数表态与参数密切相关[13]。
Gompertz模型如方程(1):
y(t)=a×exp-expb-ct
(1)
在Gompertz模型中,参数a,b,c通常不具有生物学意义,因此,对Gompertz模型变换,并付予Modified Gompertz模型参数特殊的生物学意义。获得Modified Compertz模型如方程(2):

(2)
式中:y(t)为时间t时的累积产气量(accumulative biogas yield),mL,当t→∞时,y(t)→a,有Hm=a为最大累积产气量(mL);Rm=a·c/e为最大产气速率,mL·d-1;λ=(b-1)/c,λ为发酵滞留时间,d;e为exp(1)=2.71828。实际数据处理过程中,利用origin软件对参数a,b,c进行拟合,然后转换为Hm,Rm,λ的值,进而计算原料的TS产气率(mL·g-1),VS产气率(mL·g-1),以及产气90%时的发酵周期(沼气发酵能源回收突出显示在发酵时间的90%)。形成了以拟合茶树叶发酵的累积产气量的方法,从而获得了最大累积产气量、最大比产气速率和滞留时间3个动力学参数,借此评价不同预处理对茶树叶产气特性的影响。

图2 Modified Gompertz模型形态
1.3.4 测定项目与分析方法
含水量、总固体(TS)、挥发性固体(VS):沼气常规分析法[14];灰分:依据TS和VS测定值计算;产气量:排水法测定;pH值:PHS-3C型pH计测定;CH4体积分数:福立GC9790Ⅱ型气相色谱仪。
试验结束后,综合数据进行指标分析,计算出最大累积产气量(Hm,mL);最大产气速率(Rm,mL);水力滞留时间(λ,d)的值;90%产气周期(T90%,d);原料TS和VS产气率。
2 结果与分析
根据预试验各处理组的日产气量、甲烷含量以及预处理药品用量,选择空白处理、处理效果最优的1%纤维素酶预处理,4%NaOH预处理,120℃高温预处理进行日产气量变化,CH4含量变化,Modified Gompertz模型拟合的对比分析相关讨论。
2.1 不同预处理对茶树叶厌氧发酵产气的影响
图3所示各处理日产气量。经处理后的茶树叶可以较快启动发酵并且有不同程度产气高峰期,而对照组没有明显的产气高峰。预处理试验组均在第2天开始产气,其中,1%纤维素酶处理后试验组启动最快,迅速产气,并且在第2天就达到产气高峰,产气量为230 mL,随后产气下降,在第5天达到谷底,产气量为40 mL,之后的产气峰上升,在第9天达到第2个产气高峰,日产气量190 mL;从各预处理方法来看,4%NaOH预处理的效果最佳,启动第3天达到产气高峰,产气量为170 mL,随后进入波谷期,后又上升至高峰期,在17天达到最大产气量,为210 mL,产气速率与累积产气量均要明显高于其他处理。高温预处理组与对照组较类似,始终保持一个较低的产气率,总体来说,4%NaOH预处理组累积产气量最高。纤维素预处理组产气28 d,产气总量次于NaOH预处理组。高温预处理组与对照组产气效果明显不及纤维素酶与碱预处理,产气时间短(高温处理26 d,对照21 d)并且产气速率与累积产气量均要低很多。

图3 各处理日产气量随发酵时间的变化
2.2 不同预处理对茶树叶厌氧发酵产甲烷的影响
由图4可看出,纤维素酶与NaOH预处理组的甲烷体积百分数从发酵开始阶段就开始很快增加。纤维素酶预处理组发酵过程中甲烷含量上升速度最快,在第7天就达到30%以上,随发酵进行,甲烷含量继续增加,最高含量可达65.4%。4%NaOH预处理组甲烷含量高峰稍有滞后,在第13 天甲烷含量达到30%以上,在此基础上继续增加,最高含量达到67.5%。高温预处理组甲烷上升速度较为缓慢,并且甲烷含量最高仅有38.1%。对照组整体甲烷含量较低,始终持续在10%~20%之间。综上可见,纤维素酶与NaOH预处理组均可稳定和大幅度提高厌氧发酵过程中甲烷含量,主要由于大分子的纤维素、半纤维素类物质被预先降解,可供产甲烷菌所利用。接种物中的产酸菌和产甲烷菌能很容易的利用底物来生长繁殖,产生大量的气体。随着反应的进行,这些容易降解组分被产甲烷菌大量的消耗而减少,产酸菌和产甲烷菌的生长代谢减慢,产气量与甲烷下降,直到最后产气停止。

图4 各处理厌氧消化过程中CH4含量的变化
2.3 不同预处理原料Modified Gompertz模型拟合的对比分析
根据图3试验数据计算出各预处理实际累积产气量(见图5)并联合Modified Gompertz模型拟合处理后得出结果如图6与表2。
试验过程中,发酵罐内日产气量的变化趋势反映了产气情况的好坏与微生物生长及利用底物情况息息相关。Modified Gompertz模型对不同试验组日产气量的数据进行拟合得到最大累积产气量(Hm)与图5中实际累积产气量相比,实际累积产气量略低于Hm,相对偏差分别为0.31%,0.93%,1.45%,1.24%,因此模型拟合效果较好。如图6所示,各组预处理试验刚开始启动阶段,产气速率上升较快,随后产气达到最高产气速率阶段,后期产气速率趋于平缓,累计产气量达到最大固定值。其中1%纤维素酶与4%NaOH预处理组初始产气速率上升较快,并且4%NaOH预处理组累积产气量达到最高值。因此选择4%NaOH预处理茶树叶厌氧发酵产气效果最好。
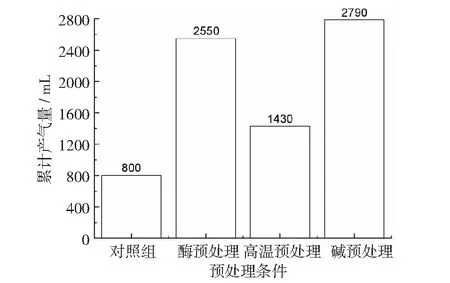
图5 各试验条件下实际实验累计产气量
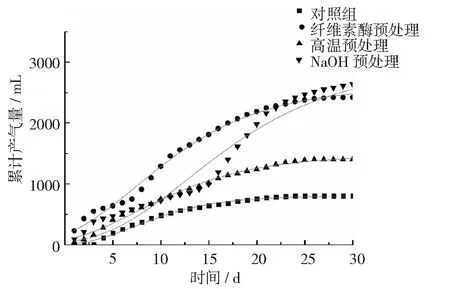
图6 各试验组对应的累积产气量拟合曲线
表2为日产气量数据拟合后获得不同预处理试验组的动力学参数及相关系数,得到各底物最大累积产气量、最大日产气量、滞留时间。由表2可以看出,所得到拟合曲线相关系数都在0.98以上,具有良好的相关性,进而获得相关参数指标。根据累计产气量计算得到各预处理的TS产气率和VS产气率测定与计算结果,其中TS产气率即单位原料干物质产气量,主要反映原料的产气潜力;VS产气率即单位原料挥发性有机物产气量,主要反映原料有机质的转化潜力[15]。
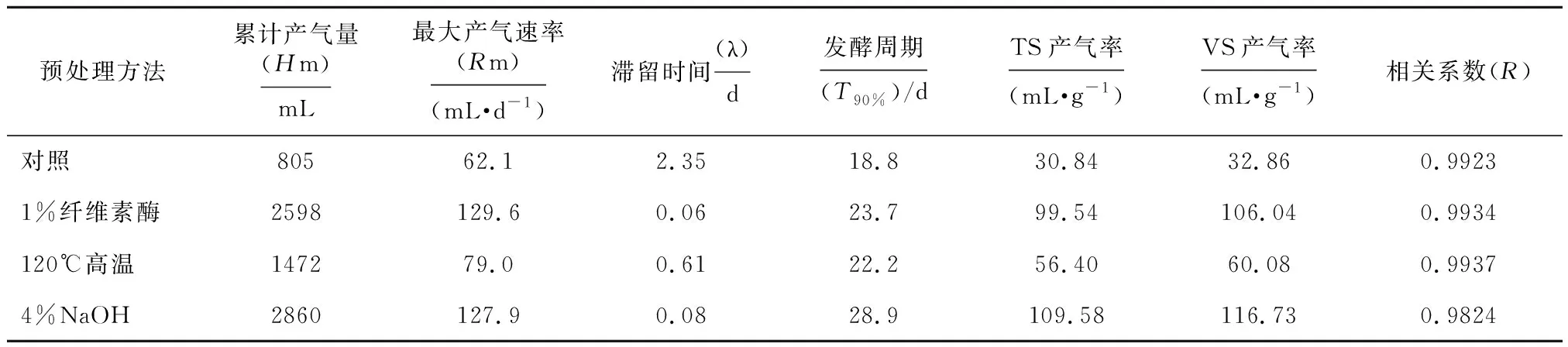
表2 各预处理的茶树叶发酵Gompertz动力学参数比较
各种预处理方法不同程度的破坏茶树叶纤维素结构,有助于产甲烷菌对发酵底物的利用和酶解的进行,提高茶树叶的厌氧发酵转化率。从表2可以看出,未经处理的茶树叶累积产气量最少,仅为805 mL,最大产气速率为62.1 mL·d-1,滞留时间长达2.35 d,表明该条件下发酵启动时间为2.35 d,TS产气率和VS产气率仅分别为30.84 mL·g-1,32.86 mL·g-1,但经过各种预处理后,各产气指标有了大幅度提升。其中4%NaOH预处理效果最好,处理后茶树叶的累积产气量达到2860 mL,最大产气速率127.9 mL·d-1,TS产气率,VS产气率分别为109.58 mL·g-1,116.73 mL·g-1,并且滞留时间为0.08 d,NaOH预处理后茶树叶沼气发酵启动时间大幅缩短。发酵周期随预处理效果增加而增加,NaOH预处理90%发酵周期最长为28.9 d,表明发酵期集中在前29 d,这可能由于处理后可供产甲烷菌利用物质含量增多随之代谢时间延长。纤维素酶处理组效果仅次于NaOH处理组,累积产气量2598 mL。茶树叶经过纤维素酶预处理后破坏了包覆在纤维素分子表面的半纤维素和木质素分子,使纤维素、半纤维素与木质素分离,并且发生部分分解,改善了茶树叶的厌氧消化性质,为厌氧菌提供了易消化的营养物质[16],这是导致纤维素预处理试验组滞留时间最短(0.06 d)的主要原因。高温预处理组各产气特性提高不显著,发酵累积产气量1472 mL,TS和VS产气率分别为56.40 mL·g-1,60.08 mL·g-1,滞留时间相比纤维素酶与NaOH预处理较长,90%发酵周期仅比对照组延长3.4 d,并且高温预处理方式需要额外的能量消耗,势必增加预处理成本。
综上,笔者认为本试验所采用的几种预处理方法中,1%纤维素酶,120℃高温处理,4%NaOH累积产气量分别达到2598 mL,1472 mL,2860 mL,较对照组分别提高232.7%,82.9%,255.3%,处理效果:4%NaOH>1%纤维素酶>120℃高温处理>对照。
3 结论
(1)相比于对照组,纤维素酶处理、高温处理、NaOH处理均能有效缩短茶树叶发酵启动时间,并能不同程度提高茶树叶发酵产气的能力。
(2)不同预处理产气气体成分分析表明1%纤维素酶与4%NaOH预处理后的茶树叶发酵产气甲烷量显著提升,甲烷含量最高分别可达65.4%和67.5%。
(3)Modified Gompertz模型分析不同预处理条件对茶树叶厌氧发酵产气影响,具有较好的相关性,根据Modified Gompertz模型获得相关参数指标,可以对不同预处理茶树叶厌氧发酵效果做出合理评价。就累积产气影响、原料转化效率而言,不同预处理方法的对比处理效果为4%NaOH>1%纤维素酶>120℃高温处理>对照。其中NaOH预处理最适合茶树叶沼气发酵,采取4%NaOH对含水率为80%的茶树叶处理15 d后,以7%的总固体浓度在35℃发酵累积产气2860 mL,与对照组相比,提高了255.3%,主要产气阶段集中在前29 d,此时TS和VS产气率分别为109.58 mL·g-1,116.73 mL·g-1。
(4)由于该试验只进行了固定预处理时间,无法确定不同时长与种类的碱处理对茶树叶厌氧发酵影响,后续研究可对碱处理的条件,如碱的种类与处理时间等因素进行进一步的优化。
猜你喜欢
煤气与热力(2021年12期)2022-01-19
环境卫生工程(2021年5期)2021-11-20
贵州农业科学(2021年7期)2021-09-13
兽医导刊(2021年15期)2021-01-10
天津建设科技(2020年5期)2020-11-12
新传奇(2020年40期)2020-10-23
Defence Technology(2019年6期)2020-01-07
意林·全彩Color(2019年8期)2019-11-13
小天使·五年级语数英综合(2019年6期)2019-06-27
领导文萃(2017年10期)2017-06-05
