
加温加碱预处理对污泥厌氧消化产气量影响研究
2020-11-12 02:01李金河聂英进刘宝玉张轶凡侯汉宗
天津建设科技 2020年5期
陈 曦, 李金河, 聂英进, 刘宝玉, 张轶凡, 侯汉宗
(天津创业环保集团股份有限公司,天津 300381)
我国目前常用的污泥处理方法有厌氧消化、好氧消化和污泥堆肥,其中厌氧消化技术因具有占地面积少、安全性高、处理效率高、能量回收多等优点,已成为污泥无害化、稳定化、减量化、资源化处理的关键技术之一。在厌氧消化过程中为了实现剩余污泥资源回收最大化,必须充分将污泥细胞内有机质释放出来,而细胞膜壁的刚性结构对实现这一目标提出了不小挑战。污泥破壁或溶胞技术为减少水力停留时间、降低厌氧消化设备体积、提高厌氧消化性能做出了突出贡献,其中超声波、碱解、热水解、微波辐射、臭氧氧化及多种技术的组合等均被研究证明是行之有效的污泥厌氧消化预处理技术[1]。预处理可以有效实现厌氧消化有机质的水解,经各种预处理方法后剩余污泥厌氧消化产气量的大小关系:热处理>微波处理>碱处理>酶处理>控制样[2]。
天津市津南污泥处理厂目前采用高效厌氧消化+板框脱水+干化工艺处理污泥。由于各污水厂改造提标,进泥的有机份较低,仅为52%左右;导致产气量不足,制约了污泥热干化工艺的正常运行。为增强产气量,本文采用加温和加碱预处理技术对污泥处理厂的进泥进行试验,为实际工程提供技术参考。
1 试验材料与方法
1.1 试验材料
污泥取自津南污泥处理厂调配后污泥,含水率约为91%,pH 值7~7.5。厌氧消化试验采用BMP 装置,单罐容量500 mL,消化温度37 ℃,消化时间为11~15 d。
1.2 加温处理对污泥产气的影响
调配污泥分别在40、50 ℃下预处理1 h 后,在37、40 ℃下进行厌氧消化,考察产气结果。
1.3 加碱对污泥产气的影响
调配污泥分别添加NaOH 和Na2CO3,通过添加不同浓度的两种物质考察其对污泥产气的影响。
2 结果与讨论
2.1 加温处理对污泥产气的影响
污泥厂厌氧消化实际生产工况为37 ℃,加温预处理后的产气量见图1。

图1 不同加温处理后的产气效果
从图1 看出:40 ℃预处理、37 ℃消化的污泥产气效果要好于不处理;50 ℃预处理、37 ℃消化产气效果很差,而50 ℃预处理对40 ℃消化污泥的产气影响不太大。由此看来40 ℃是中温厌氧消化菌群和高温厌氧消化菌群的分界线;不经过预处理,40 ℃时污泥厌氧消化产气最多,比37 ℃时增加25.60%,其次是50 ℃预处理后40 ℃消化,产气效果比37℃时增加24.84%。总体来看温度升高到40℃以上对厌氧消化增强产气是有帮助的。
考虑到污泥消化温度50 ℃以上为高温厌氧消化,所以将温度提高到42、47 ℃,考察产气情况,见图2。

图2 不同消化温度产气效果
从图2 看出:消化温度为42、47 ℃时的污泥产气量都有增加,增加量分别为28.37%、37.52%,消化温度为47 ℃时污泥产气的增加量更多。升高消化温度有利于污泥产气,但是升高到47℃,并比42℃多很多,从生产实际角度讲可以将消化温度工况控制在40~42 ℃,有利于达到能源的平衡。
2.2 加碱对污泥产气的影响
在污泥中分别添加 0.1、0.5 gNaOH 和 Na2CO3,考察产气情况,见图3-图4。
从图3 和图4 看出:添加0.1 gNa2CO3没有增加产气量;添加0.5 gNa2CO3对增加产气有帮助,产气率和产气量均有提高,产气总量比空白对照提高12.95%;但是添加NaOH 不是对产气没有帮助,11 d 后添加NaOH 的产气速率开始提高,比空白组及添加Na2CO3时的最高值还高,说明NaOH 添加量超量,造成初始pH 值过高对产气阶段的甲烷菌有影响,从而在开始阶段抑制产气,直到产酸阶段pH 值开始下降至产甲烷菌的合适pH值时开始产气。

图3 不同碱处理产气效果

图4 不同碱处理每日产气速率的变化
考虑到NaOH 的碱性更强,添加量要比Na2CO3小很多,从经济角度讲更合理,所以考察NaOH对产气的影响。
分别添加1%、2%、3%、4%、5%的NaOH,对比12 d后污泥产气情况,见图5。
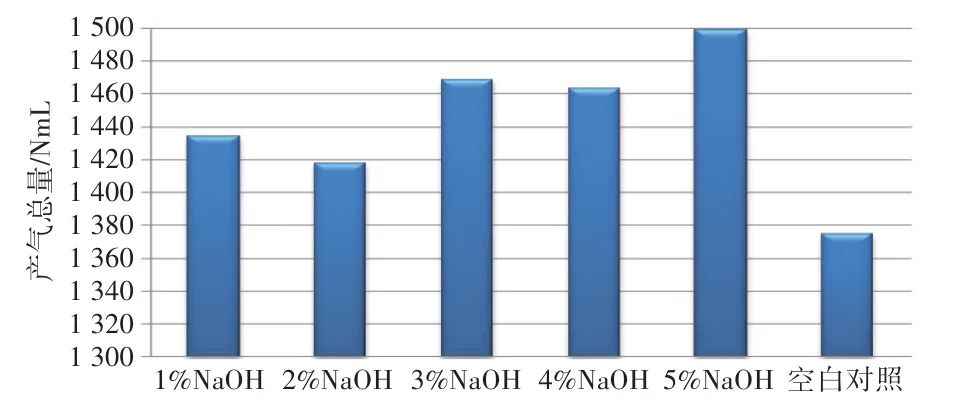
图5 不同加碱量产气效果
从图5 看出,加碱处理后的污泥的产气量有所提高,最高的为添加量为5%时,较空白组高出9.03%。
3 结论
1)加碱处理、升高消化温度都可有助于提高产气。
2)由于碱处理会增加运行成本,所以升高消化温度更适合于生产运行。
猜你喜欢
电子产品可靠性与环境试验(2022年4期)2022-09-01
军事文摘(2022年16期)2022-08-24
新传奇(2020年40期)2020-10-23
Defence Technology(2019年6期)2020-01-07
意林·全彩Color(2019年8期)2019-11-13
小天使·五年级语数英综合(2019年6期)2019-06-27
现代农业科技(2018年22期)2018-01-15
发明与创新·大科技(2017年8期)2017-08-17
领导文萃(2017年10期)2017-06-05
专用汽车(2015年2期)2015-03-01
