
高强钢板材冲裁力实验研究
2018-07-19 07:52吴业全罗爱辉徐伟力
精密成形工程 2018年4期
吴业全,罗爱辉,徐伟力
(1. 上汽通用五菱汽车股份有限公司,广西 柳州 545007;2. 宝山钢铁股份有限公司,上海 201900;3. 汽车用钢开发与应用技术国家重点实验室(宝钢),上海 201900)
冲裁力是合理选用压力机(冲床)和设计模具的重要依据,冲裁力的计算和预估对模具设计和压机选择具有重要意义。高强钢板在轻量化车身中的应用日益广泛[1—2],相比于普通强度钢板,高强钢的强度显著升高导致冲裁力急剧上升,一方面,容易造成模具磨损,模具选材和结构设计需要重点考虑冲裁力的影响;另一方面,对压机吨位也提出了更高的要求。
目前,一些学者对冲裁力的计算方法展开了研究,姜奎华[3]和秦泗吉[4]等提出了冲裁力随材料屈服强度变化的传统计算公式;张纪梁[5]、杜忠友[6]等得到采用 Timmerbeil公式来计算冲裁力较为准确的结论;董冠文[7]、梁波[8]、黄乐精[9]等提出利用冲裁力系数来计算冲裁力的方法;魏良庆[10]等结合钢板小孔冲裁变形的特点提出了冲裁力计算的力学模型;彭成允[11]等也基于厚板提出相应力学模型;孙小捞[12]、钱奇良[13]分别在 AutoCADR14环境下利用编程的方法来计算相应冲裁力;李和平[14]和吕琳[15]则各自利用滑移线法来计算精密冲裁力。然而,大多数学者提出的冲裁力计算公式是基于普通强度板所得,适用于普通强度钢板的冲裁力公式需要面向高强度钢板进行必要的修正。
文中搭建了高强钢板材冲孔实验平台,结合车身上广泛应用的DP、QP钢系列以及MS系列超高强钢板进行冲孔实验,并结合超高强钢板的冲裁力经验计算公式,得到了适用于计算不同高强钢材料冲裁力的经验系数,并将公式进行修正,获得了适用于不同高强钢板材冲裁力与抗拉强度的关系式,最后选用DP980及1700MS钢进行冲孔实验,实验结果验证了所得修正关系式的可行性,这也为高强钢零件冲切压力机吨位的选取和模具结构设计提供参考。
1 冲孔实验平台搭建
为了获得不同高强钢板材的冲裁力,文中搭建了相应的冲孔实验平台,其中,冲孔试样的尺寸设计为40 mm×135 mm,冲头刃口部分直径为20 mm,冲孔试样见图1,冲孔模具见图2。为了能够实现不同的冲孔间隙,文中设计了不同尺寸的凹模镶块,凹模镶块安装在模具的下模座上,通过更换凹模镶块的方式来改变冲孔间隙。

图1 冲孔试样Fig.1 Specimen of hole punching
在高强钢板材的冲孔实验中,在冲头上部安装有HBM公司的U10M系列传感器,通过压力传感器来采集实验时的冲裁力。该传感器的最大量程为 250 kN,最大采集频率为40 000 Hz。压力传感器通过数据线的方式与电脑相连接,这样可将实验过程中冲头的受力,即冲裁力传到电脑上,以便后续分析。冲孔实验中采用的模具整体装配见图3。

图2 冲孔模具Fig.2 Die of hole punching

图3 冲孔实验整体模具Fig.3 Whole die of hole punching test
高强钢板材的冲孔实验在 H2W300小松伺服压力机上进行,如图4所示。该伺服压力机的最大下压速度为700 mm/s,最大有效载荷为300 t;同时,该伺服压力机可以精确控制下压的位移,保持实验过程中下压速度恒定,以排除因压力机下压速度不稳定带来的外界因素影响。

图4 伺服压力机Fig.4 Servo press
2 冲裁力计算方法与实验分析
2.1 冲裁力计算方法
在实际应用生产中,为了合理选择冲压设备及设计冲压模具,通常需要对冲裁力进行计算,同时,压力机吨位必须大于所计算的冲裁力。冲裁力的大小通常与冲裁切变线总长度、材料厚度和材料抗拉强度有关,其经验计算公式可用式(1)确定。

式中:f为经验系数;bσ为材料抗拉强度(MPa);L为切边线长度(mm);t为材料厚度(mm)。
2.2 冲裁力实验分析
为了获得不同高强钢材料的冲裁力经验系数f,文中结合上述所搭建的冲孔实验平台,对不同高强钢板材进行相应的冲孔实验以获得其冲裁力。其中,冲孔试样的毛坯尺寸设计为40 mm×135 mm,冲头刃口部分直径为20 mm。每种高强钢材料设计了3个冲孔试样,不同材料试样在冲孔过程中冲裁力随时间的变化曲线见图5。
取每种材料试样的最大冲裁力的平均值,实验结果见表1。

表1 不同材料的最大冲裁力Tab.1 Max. force of different material
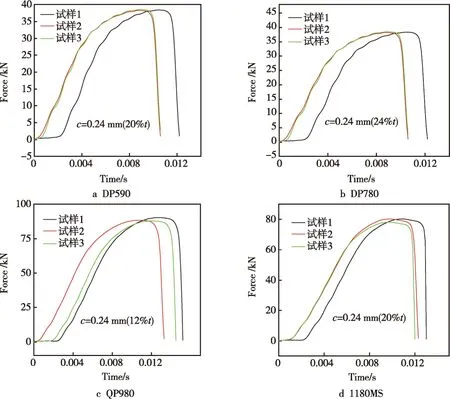
图5 不同材料冲裁力-时间曲线Fig.5 Force-time curve of punching with different materials
根据表1中的实验结果,结合冲孔试样的尺寸参数和材料力学性能参数,将各参数代入到冲裁力的经验计算公式(1)中,可得到不同高强钢材料的冲裁力经验系数,见表2。
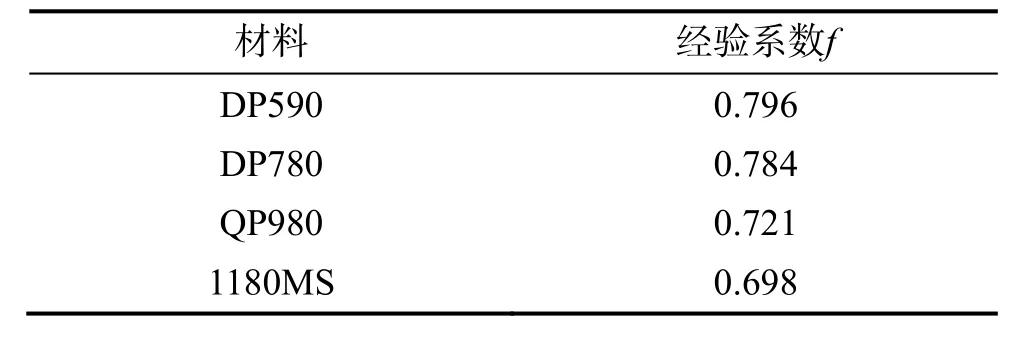
表2 高强钢材料冲裁力经验系数Tab.2 Experience coefficient for blanking force of HSS material
由于在实际生产中,材料种类繁多,不同高强钢材料具有不同的冲裁力经验系数,为了能更方便粗略计算高强钢板材冲裁力,将经验计算公式(1)进行修正,使得冲裁力大小表现为与材料抗拉强度相关。现将不同材料的经验系数与强度之间的关系进行数据拟合,得到经验系数f与抗拉强度bσ之间的关系,见式(2)。结合冲裁力经验计算公式(1),便可获得不同材料冲裁力与材料抗拉强度之间的关系式:


基于上述冲裁力修正计算公式(3),结合材料抗拉强度,便可粗略估计相应高强钢冲裁所需冲裁力,这可为冲压模具设计,压力机吨位的选取提供指导。
3 实验验证
为了验证上述所得修正式(3)的可行性,文中另外选取两种宝钢提供的高强钢材料 DP980及 1700MS钢,进行相应的冲孔实验,不同材料试样在冲孔过程中冲裁力随时间的变化曲线见图6,实验结果见表3。
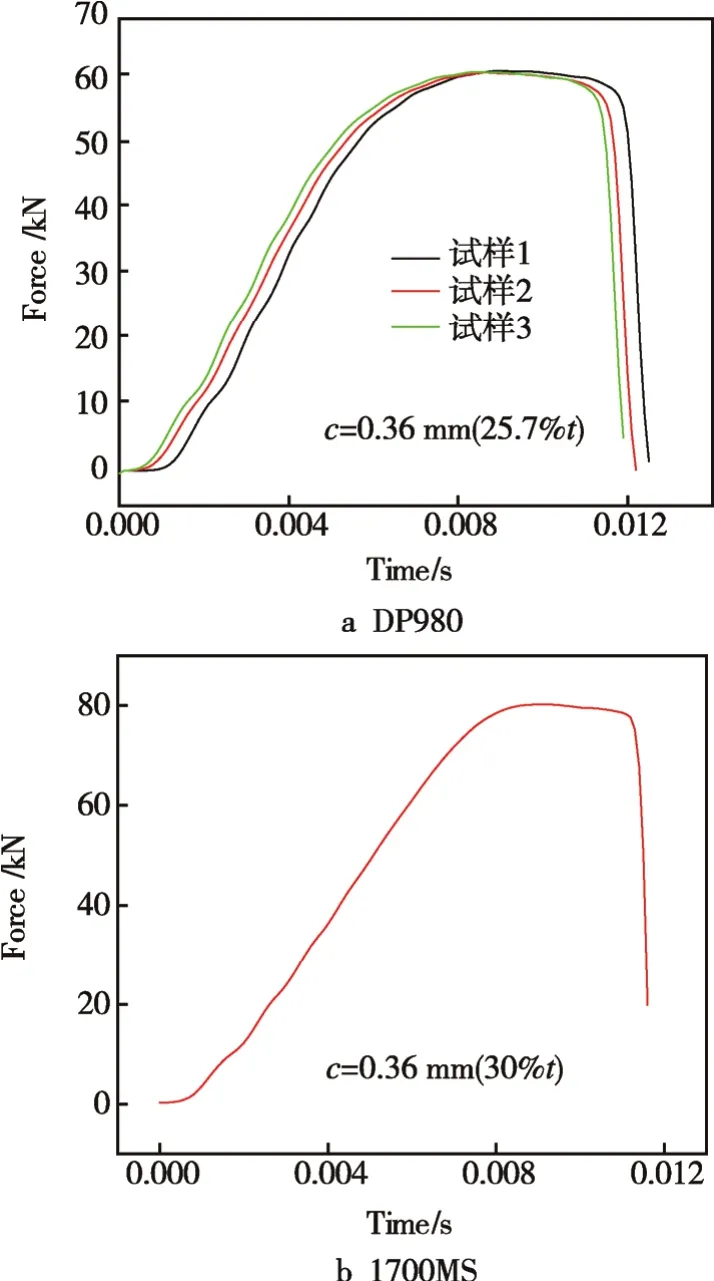
图6 不同材料冲裁力-时间曲线Fig.6 Force-time curve of for blanking force of different materials
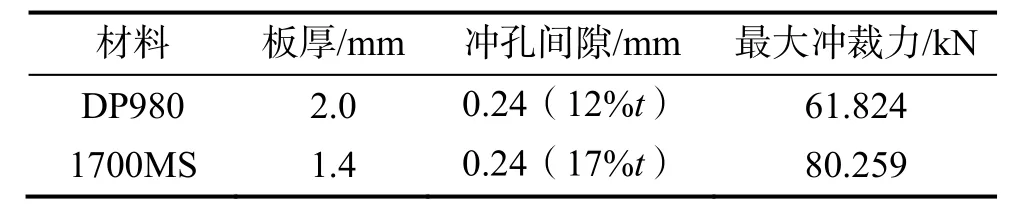
表3 不同材料的最大冲裁力Tab.3 Max. force of different materials
根据修正关系式(3),计算两种材料所需的冲裁力,并与实验结果进行对比,结果见表4。

表4 不同材料的实验冲裁力与计算冲裁力对比Tab.4 Experimental force and calculating force of different materials
由对比结果可知,两种板材通过修正公式所得的冲裁力与实验所得冲裁力相差不大,相对误差分别为2%和2.2%,可见该修正公式是可行的。
4 结论
通过实验方法对超高强钢板材的冲裁进行了研究。搭建了高强钢板材冲孔实验平台。利用冲孔实验,获得了适用于计算高强钢冲裁力的经验系数,并对冲裁力经验计算公式进行修正,获得了高强钢板材冲裁力与抗拉强度的关系式,为预估冲裁力、选择压力机吨位提供了参考。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
重型机械(2020年3期)2020-08-24
上海交通大学学报(2019年9期)2019-10-12
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01
中原工学院学报(2014年3期)2014-04-01
