连接技术在汽车制造中的应用
2018-07-12 08:28:58李小飞魏建
汽车工程师 2018年3期
李小飞 魏建
(浙江吉利汽车研究院有限公司)
汽车轻量化已成为汽车行业发展趋势,钢铝混合车身的设计开发已经在部分汽车公司开始研究和实施应用。研究表明:钢铝连接接头成本约为白车身成本的10%~20%,连接技术的正确使用对车身降成本意义重大。积累钢铝混合连接技术设计开发/CAE/Safety/同步工程经验,有利于支持后续类似新车型开发。文章介绍了钢铝混合车身连接技术,并通过案例讲述各种连接技术在车型设计开发和制造中的典型应用。
1 连接技术介绍及应用
1.1 铝合金点焊
焊接接头形式,如图1所示。铝合金熔点低、热膨胀率及导电率高,表面易氧化,铝点焊需大电流、短时间、多脉冲、大电极压力,对焊机、变压器及焊枪的供电要求高,大电极压力需要焊枪结构坚固可靠[1]。因此,铝合金点焊设备费用很高,国内汽车制造厂应用较少。通用汽车在量产车型中应用,由于焊钳体积较大,无法手持,需要机器人自动化实现。图2示出铝合金点焊焊钳。

图1 铝合金点焊接头形式
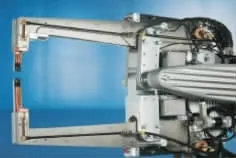
图2 铝合金点焊焊钳
1.2 铝弧焊(MIG)
焊接接头形式,如图3所示。铝熔点低,550~660℃,热膨胀系数是钢的2倍,导热性是钢的4倍,因此,焊接变形及焊接应力增加,需要采用低热输入量焊接工艺(如CMT技术)。由于铝合金吸热后极容易热应力集中,造成板件开裂。目前主要采用2种方式减少MIG焊时所产生的热量,即机械截断式和电源截断式,通过引弧-熄弧-再引弧的重复方式减小热量的输入。

图3MIG接头形式
目前,MIG在车身上应用比较广泛,如全铝前防撞梁、吸能盒等碰撞安全关键零部件;另外,铝铸件与铝型材之间也可以通过MIG进行连接,图4示出MIG产品。
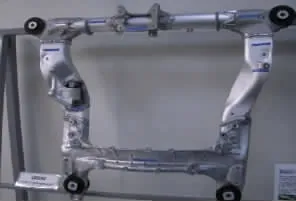
图4MIG产品
1.3 自穿钉铆接(SPR)
SPR(Self-piercing rivet)属于冷连接技术,接头形式,如图5所示。其独特的连接方式,使其可以有效克服铝合金、镁合金、钛合金等轻金属材料导电、导热性快,热容小,易氧化,难以采用传统的连接方法进行焊接的缺点。与传统电焊相比,自冲铆接的强度能增加30%。图6示出SPR连接工作原理图。

图5 SPR接头形式

图6 SPR工作原理图
SPR工艺优点:1)不仅适于同种材料之间的连接,而且能够实现铝/镁、铝/钢、镁/钢、铝合金/镁合金/高强度钢等金属材料和高分子材料/复合材料的同质和异质材料的双层及多层连接;2)铆接过程能耗低,无热效应,不会破坏涂层。
SPR工艺缺点:1)不同材质、厚度及硬度的接头组合需要不同的铆钉、冲头及冲模,铆钉成本较贵;2)设备系统成本远高于电阻点焊,铆接点的平面凸起2~3mm,2层板连接后再与第3层板连接时,对进枪的方向有限制;3)只能使用C型铆接枪,如图7所示,连接点处的双侧需要预留进枪空间(无法应用于封闭型腔)。

图7C型SPR铆枪
目前,SPR已广泛应用于奥迪、宝马、捷豹、沃尔沃、通用、福特和菲亚特克莱斯勒等公司铝合金车身的制造,接头疲劳强度可达电阻点焊的2倍。国内奇瑞捷豹路虎、凯迪拉克CT6车身普遍采用的连接工艺就是SPR。
1.4 无铆钉自冲铆接(Clinching)
Clinching属于压力连接的一种,利用板件本身的冷变形能力,对板件进行压力加工,使板件产生局部变形而将板件连接在一起的机械连接技术。图8示出Clinching接头形式。

图8 Clinching接头形式
Clinching与SPR工艺相比,优点:1)它不需要额外的铆钉,在大规模生产制造中,压力连接的总成本要明显低于SPR连接;2)在连接形成过程中,板件的防锈镀层或漆层也随之一起塑性变形流动而无撕裂损伤,因此,不会对零件表面造成破坏,也不会影响连接点处材料的抗腐蚀性及强度[2]。缺点:目前其在车身结构上的应用主要局限于车门、发动机罩、行李箱盖、轮罩等强度要求相对较低的部件上,如图9所示,其应用范围并不如SPR广泛,主要原因在于其连接强度不如钢铝混合车身,而钢铝混合车身结构对连接点强度的要求更高。

图9 Clinching车身外覆盖件的应用
1.5 热熔自攻螺钉(FDS)
FDS接头形式,如图10所示。FDS工艺通过螺钉的高速旋转软化待连接板,并在巨大的轴向压力下,挤压并旋入待连接板,最终在板材与螺钉之间形成螺纹连接,而中心孔处的母材则被挤出,并在下层板的底部形成一个环状套管。图11示出FDS工作原理图。

图10 FDS接头形式
FDS工艺的优点有:1)因为螺钉不需要变形,因此可以用来连接包括超高强钢、铝镁合金、复合材料在内的异种材料,如图12所示;2)单面进枪,可用于封闭型腔结构、壁厚或封闭腔体,无法使用SPR或Clinching;3)板件被加热,板件与螺钉接触好,连接强度大。
FDS工艺的缺点有:1)设备系统成本远高于电阻点焊,铆钉成本高;2)单面施力,连接时需要高强度刚性支撑;3)操作时间长,约为 5~8 s;4)工艺完成后,材料正反面均有较大凸起,螺钉尺寸较长,如果大量使用会增加车身自重,同时过长的露出部分也会对车身的设计与制造产生影响;5)因为下层要钻穿,接头的防腐能力会下降。
目前,FDS作为单面进入多层板材连接技术中最常见的应用,设备主要由国外厂家提供。
1.6 压力穿刺铆(Rivet)
图13示出压力穿刺铆钉。

图13 压力穿刺铆钉
压力穿刺铆主要特点有:1)辅料成本高,Rivet比FDS的价格要贵1倍,因此设备压力远远大于FDS,造成设备成本较高,同时导致设备笨重;2)噪声大,必须建设单独厂房,对生产厂房空间要求高;3)连接时相对热变形小,板件匹配效果好;4)无法拆卸,相对FDS返修更加困难。压力穿刺铆工作原理,如图14所示。

图14 应力穿刺铆连接过程示意图
目前,该技术只在少数公司试用,如:奔驰、特斯拉等。
1.7 结构胶(Adhesive)
胶粘连接在汽车工业中的应用已经有很长的历史,与其他连接方法相比,胶粘连接有其独特优势:粘接采用面接触,而非点或线接触。与点焊及铆接相比,不易产生应力集中,连接强度、刚度和疲劳强度也相对较高,而且连接范围广,应用于各种轻金属、钢材以及其他不同材料的连接。
胶粘剂在车身上的应用,最初是以防腐和密封为目的,后来逐步发展到对连接的刚度和强度也提出较高的要求。新一代结构胶粘剂具有高强度、高刚度,同时在冲击载荷的作用下,又具有足够的韧性和柔性,能够满足车身结构的需求,扩大了胶粘连接的应用范围。图15示出结构胶在车身上使用的区域。

图15 结构胶在车身上使用的区域
目前,结构胶在各大主机厂中的单车用量呈逐渐上升的趋势,以提升车身的整体性能。
2 结论
连接工艺不是孤立存在的,不同的连接工艺可以通过自动工具切换系统来完成,以满足行业柔性化的需要。连接工艺方式主要取决于车身材料及结构设计。
综合各种因素,在汽车制造中,国内轻量化车身应用较多的是Clinching和SPR连接技术。国内钢铝混合车身的设计开发、材料成型工艺、制造工艺及连接设备等并不是很成熟,需要更多高校、科研机构、汽车厂以及设备供应商加强沟通和合作,人们会很快掌握轻量化车身连接技术并逐渐推广应用。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02 09:57:18
内燃机与配件(2022年2期)2022-01-17 23:46:44
小资CHIC!ELEGANCE(2022年3期)2022-01-11 23:23:31
铝加工(2021年3期)2021-12-02 13:04:53
青岛科技大学学报(自然科学版)(2021年4期)2021-07-26 01:59:18
装备制造技术(2020年2期)2020-12-14 03:09:30
制造技术与机床(2019年10期)2019-10-26 02:47:08
船舶与海洋工程(2016年4期)2016-10-11 07:25:17
浙江大学学报(工学版)(2016年2期)2016-06-05 09:20:51
工业设计(2016年8期)2016-04-16 02:43:37