
液压往复密封试验台技术发展状况
2018-07-09 12:27胡泽华李俊涛
汽车零部件 2018年6期
胡泽华,李俊涛
(广州机械科学研究院有限公司,广东广州 510700)
0 引言
随着我国工程机械行业的飞速发展,液压元器件行业也随之迅速壮大。液压缸是较为重要的一种液压元件,往复密封件又是液压缸中重要的元件之一,其可靠性对液压缸至关重要。往复密封可靠性验证离不开液压往复密封试验台。作者将从液压元件及相关测试设备入手,简单介绍国内外液压往复密封试验台的研究现状。
1 液压元件及其测试设备
1.1 概述
自1965年山西榆次液压件成立以来,我国才真正开始从事液压件的生产及研究。此后,上海机床厂、北京建筑机器厂、首钢等主机厂逐渐投入到液压件的生产及性能测试试验台的开发中,以确保本厂的液压元件达到要求的性能指标。随着液压行业的逐步壮大,我国开始制订通用液压件国家标准及专用液压元件标准,此外,还在北京自动化研究所建成了我国第一家测试门类比较齐全的液压元件测试中心,该测试中心也成为我国第一家生产液压元件的测试设备设计与研发的中心。
1.2 液压元件
液压元件包括:(1)动力元件,如齿轮泵、叶片泵、柱塞泵、螺杆泵等;(2)执行元件,如液压缸、液压马达;(3)控制元件,如各种方向控制阀、压力控制阀、流量控制阀;(4)辅助元件,如蓄能器、过滤器、冷却器、加热器、油管、管接头、油箱、压力计、流量计、密封装置等。
1.3 液压元件测试设备
液压元件测试设备主要包括:各类液压阀试验台、液压泵试验台、液压马达试验台、液压缸试验台、高压脉冲试验台(管路及液压辅助元件的脉冲压力测试)等。其中各类液压阀试验台、液压缸试验台、液压泵试验台占比最大[1]。
2 国内外液压元件测试设备主要供应商
虽然经过近50年的努力,我国液压产品性价比方面具有一定优势,但由于起步较晚,技术力量不足,大部分国内企业仅能在中低端产品上进行竞争,而装备制造业所需液压关键核心零部件,如变量柱塞泵、马达、多路阀和高压油缸等高端液压元件仍较大程度上依赖进口。
随着国家对关键零部件产业的重视,以及从事液压核心零部件研发与生产的一批行业龙头企业的迅速发展,我国的液压核心零部件的试验验证手段不断完善,如:天津工程机械研究院联合国内工程机械的龙头企业及高等院校,申请工信部工程机械高端液压元件及液压系统产业化协同工作平台项目,重点解决与中型挖掘机配套的高压液压泵、液压马达、液压阀的自主化研制技术,制定设计标准及建立测试规范,以提高我国高端液压元件的可靠性及使用寿命,其液压元件综合试验台如图1所示。

图1 液压元件(高压泵、液压马达、阀)综合试验台
随着液压行业尤其是工程机械行业的快速发展,国内外多家液压元件供应商(特瑞堡、Freudenberg、德国普茨迈斯特公司、日本NOK、江苏恒立液压股份有限公司、贵州力源液压股份有限公司、徐州工程机械研究院、柳州工程机械集团有限公司、中联重科股份有限公司及中冶迈克液压公司等)、高校(浙江大学流体传动及控制国家重点实验室、武汉科技大学流体传动与控制研究所)、科研院所(天津工程机械研究院、广州机械科学研究院有限公司液压研究所)及试验台专业供应商(韩国富临自动化株式会社、广州新欧机械有限公司、广州禹拓测控技术有限公司、天津百公百测控技术有限公司、徐州力成液压设备有限公司及江苏科迈液压测控系统有限公司等)都投入精力从事液压元件试验台的研制。
以上试验台供应商中,以研制各类液压阀试验台、液压泵试验台的供应商居多,从事过往复液压缸试验台研制的供应商比较有限。
3 往复液压缸试验项目
目前国内的往复液压缸试验主要包括液压缸总成试验、单项试验、零部件专项试验及与同行业标杆企业对比试验。
(1)液压缸总成试验
针对新开发的液压缸及重点液压缸进行全方位的工况模拟试验或型式试验,检查液压缸各方面的性能。
工况模拟试验是检验液压缸在规定的工况条件下的疲劳强度及耐久寿命,如焊缝的疲劳冲击寿命、密封件的性能及耐久寿命、液压缸的缓冲性能、活塞杆强度、镀层附着能力等。
型式试验按GB/T 15622-2005《液压缸试验方法》执行,包括9项型式试验(见单项试验)。
(2)单项试验
为试验项目提供测试数据或进行故障重现,包括9项型式试验(试运转试验、启动压力试验、耐压试验、泄漏试验、缓冲试验、效率试验、高温试验、耐久试验、行程试验)、保压试验、2P冲击试验、2F冲击试验、偏载试验、防水防尘试验、摩擦力测试、应力应变测试等。
(3)零部件专项试验
对液压缸的零部件进行专项测试试验,包括密封件的使用寿命、焊缝强度、活塞杆强度等试验。
(4)与同行业标杆企业对比试验
用自己单位自制的液压缸与行业同类标杆液压缸进行性能型式试验对比,通过测试数据,找出存在的差距,进行相应的改善,向行业标杆看齐。
目前国内大型液压缸生产厂在液压缸出厂前都要对液压缸进行必要的保压及密封泄漏测试,至于液压缸总成试验、单项试验、零部件专项试验以及与同行业标杆企业对比试验,只有部分高压液压缸及用户有特殊要求时,油缸生产厂家才会按照要求进行相关试验验证[2]。
4 国内外液压往复密封试验台研制状况
以上4种类型的液压缸试验,每项试验都与密封件的性能或使用寿命有关,尽管密封件的成本只占液压缸成本的5%左右,但对液压缸的性能至关重要。目前,我国液压缸技术水平与国外的主要差距依然体现在密封件的性能方面,而往复液压密封与国外的差距主要表现为缺乏有效的验证方法及验证设备。尽管液压缸的4种试验都涉及密封件的性能验证,但其测试的重点主要是针对液压缸主体进行,对密封件的性能测试是附带进行的,密封件许多重要的性能测试项目并未涉及。由此可见,研制专用的液压往复密封件试验台,有利于提高我国液压缸的技术水平。
常规液压往复密封件的试验项目及方法如表1所示。

表1 常规液压往复密封件的试验项目及方法
国外知名的密封件公司,如:NOK、特瑞堡、Freudenberg Sealing Technologies 等,密封件性能测试台架都比较完备,有一套完整的测试方法(ISO 7986:1997,JIS B2409:2002)及齐全的测试数据。据国内某工程机械主机厂的技术人员介绍:NOK的液压往复密封试验台架,设在日本NOK总部,一般不允许参观,其试验台架的数量非常庞大。由于液压元件的品种及规格繁多,市场需求的数量有限,其试验台的通用性相对较差,因此,除韩国富临自动化株式会社外,国内外真正专业从事液压元件试验台研制的供应商非常有限,主要是液压元件生产厂家根据自身的产品需要,自行研制液压元件试验台,这些液压元件供应商研制的试验台一般不对外销售。其余主要是一些大学或研究机构如:德国斯图加特大学Institute of Machine Components-IMA实验室、英国BHR Group(英国液压流体工程研究机构)从事液压元件试验台的研制。据不完全统计,从事过液压往复密封件试验台研制,并对国内客户提供技术服务的国内外厂家,仅有:韩国富临自动化株式会社、江苏恒立液压股份有限公司、广州机械科学研究院有限公司液压研究所及浙江大学流体传动及控制国家重点实验室等。先简要介绍国内外液压往复密封件试验台主要研制厂商的情况。
(1)特瑞堡公司
特瑞堡公司是国际知名的液压往复密封件供应商,busak+shamban宝色霞板作为特瑞堡密封系统旗下的知名品牌,于2007年4月2日起正式更名为特瑞堡密封系统。
据了解,特瑞堡公司在上海工厂有一台液压往复密封基础试验台,主要用于活塞杆密封的性能测试,轴径为50 mm,往复速度为0.05~0.35 m/s,往复行程为300 mm,测试介质压力为0~30 MPa。此外,上海工厂还有一台液压往复密封综合试验台,其主要特点为:活塞杆通过滚轮可以在可转动平面导轨上滑动,转盘可以调节导轨的角度,通过转动转盘设置不同的导轨角度可以模拟活塞杆不同的偏载情况。
图2是特瑞堡公司官方网站上介绍的活塞杆密封试验台,主要用于活塞杆密封件的性能及寿命测试。
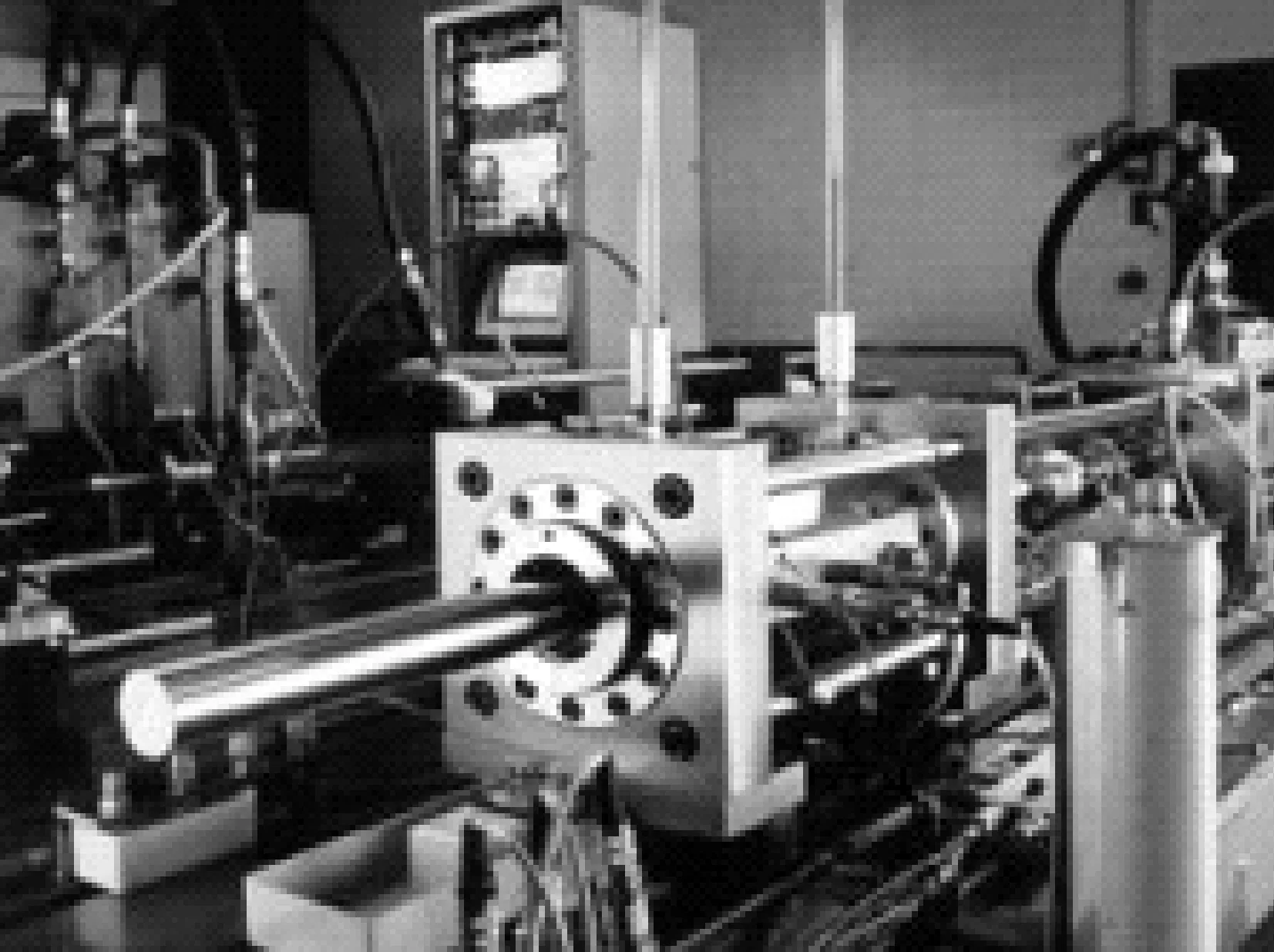
图2 活塞杆密封试验台
图3是特瑞堡公司针对空中客车A350飞机起落架活塞杆密封的测试台架,已经完成20 000个完整的降落循环及额外的擦冰和喷水测试。此测试台由斯图加特特瑞堡研发中心完成,为浮动安装结构,可模拟不平坦的跑道,用于模拟密封件完整配置的长期耐久性及开发测试。主要工况参数如下:测试台功率260 kW,质量18 t;温度-60~90 ℃;杆径φ100~φ400 mm;往复速度1 m/s;载荷频率10 Hz;油缸侧向力225 kN。
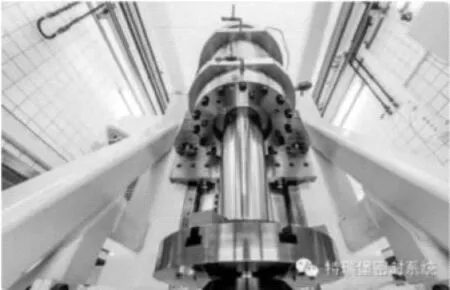
图3 活塞杆密封试验台
(2)韩国富临自动化株式会社
韩国富临自动化株式会社成立于1994年,主要从事挖掘机油缸及试验装置的研制。该公司成立以来,主要研制工程机械液压元件试验台(含液压缸)、往复密封件试验台、活塞杆安装机及自动化设备,试验设备主要分布在韩国、山东、江苏、浙江、三一重工及山河智能等工程机械主机厂,包括生产用试验台及研究用试验台。据统计,自1994年至今,该公司销售的工程机械类元件试验设备数量接近150台套。其试验台的优点如下:①试验台实用性好;②稳定性高,故障率极低;③其技术的成熟度、设计理念的先进性及所掌握的试验方法,均处于国际领先水平,在国内外享有良好的声誉,在往复高压油缸密封试验台方面表现得尤为明显。密封件试验台示例如图4—图5所示。

图4 密封件试验台(一)

图5 密封件试验台(二)
(3)江苏恒立液压股份有限公司
江苏恒立液压股份有限公司于1990年成立,是全球较大规模挖掘机油缸以及大型特种高压油缸的研发制造供应商。近几年,恒立自主设计及制造的液压元件试验台包括:多路阀试验台,液压泵试验台,液压缸试验台(如图6所示),高压脉冲试验台,插装阀试验台及液压缸2P、2F耐久试验台(如图7所示)等。其试验台具有以下优点:①安全;②追求节能;③耐久性好(目标25年);④高精度;⑤操作简化;⑥结构紧凑,系统设计合理。
(4)其他
据了解,国内有过液压往复密封试验台研制经验的供应商包括:广州机械科学研究院有限公司液压研究所、徐州工程机械研究院、中联重科及浙江大学流体传动及控制国家重点实验室。其研究情况如下:
广州机械科学研究院有限公司下属机构液压研究所曾经为该公司密封研究所研制煤矿液压支架密封件试验台架(如图8所示)、工程机械液压往复密封试验台(如图9所示),先后为娄底中兴液压件有限公司提供混凝土泵车油缸的型式试验台及工程机械液压往复密封试验台(如图10所示)。

图6 液压缸试验台

图7 液压缸2P、2F耐久性试验台

图8 煤矿液压支架密封件试验台

图9 液压往复密封试验台
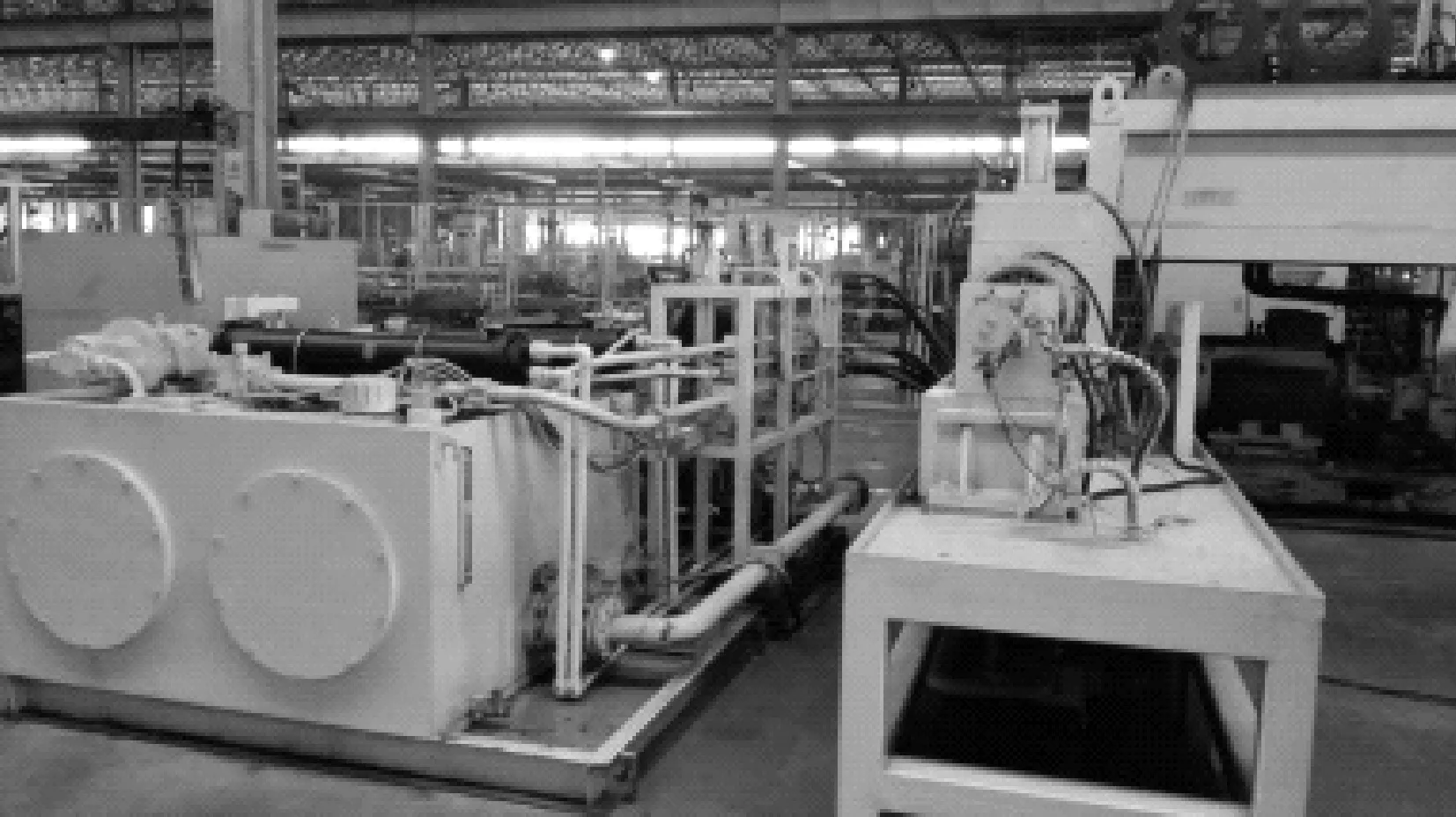
图10 液压往复密封试验台(娄底中兴)
此外,徐州工程机械研究院有一台液压往复密封试验台,是参照NOK的试验方法、与江苏一家试验台供应商共同研制开发的。
中联重科属下的中联特力液压缸试验中心曾委托韩国富临自动化株式会社为其研制一台杆径200 mm、行程500 mm、最高瞬时冲击压力70 MPa的密封试验机,当时由于种种原因双方未能谈妥,最后他们选择自制。
浙江大学流体传动及控制国家重点实验室依托国家973课题,自行研制一台往复油缸密封试验台。
5 液压往复密封测试设备研制的关键技术
液压往复密封测试设备一般由液压站、密封试验台架、电气控制柜以及测试与控制操作台构成,包括液压系统及电气控制系统两大系统。电控系统主要分控制系统和CAT(Computer Aided Test,计算机辅助试验)系统两部分。控制系统由人机界面、操作台控制、流量控制系统、加载控制系统、温度及液面控制系统等组成。CAT系统由计算机(工控机)、各种传感器、信号调理装置及输入、输出接口组成[3-5]。
由于驱动缸、液压元件、传感器、电气控制元件等均可以外购进口高档产品,国外无技术壁垒,因此,元器件的优劣并非液压往复密封测试设备的关键技术,其关键技术主要包括:(1)液压系统的优化设计;(2)被试缸的结构优化;(3)特殊结构的设计。
液压系统的设计是否合理,决定了液压往复密封测试设备的能耗、密封件测试项目的实现、噪声控制、系统的稳定性及液压元件的寿命等。江苏恒立液压股份有限公司在设计试验台时,一直比较注重试验台的节能降耗,通过合理调整液压系统的参数匹配,同时采取相关措施,既满足用户的要求,同时又节约系统的能耗。
被试缸的结构是否合理,决定了液压往复密封的试验效率及试验数据的真实性。不同的被试缸结构设计,决定了它是否能够真实模拟密封件的实际工况,同时有效提高密封件的试验效率(如:活塞密封与活塞杆密封同时进行试验,或一个驱动缸可同时驱动多个被试缸等)。
对于有特殊要求的液压往复密封测试设备,如挖掘机的铲斗油缸密封件,工作时活塞杆需要承受侧向偏载,如何选择合理的结构实现侧向偏载,同时又不影响测试设备的其他功能至关重要。
6 国内液压往复密封测试设备的差距
作为关键、核心基础零部件之一的液压往复密封件,由于其行业小,产业集中度低,投入大而见效慢,国内行业厂无力进行试验设备的投入,其他的试验台供应商也因需求量小而不愿意投入精力研究(据统计,目前国内的液压往复密封测试设备数量不超过10台),因此,我国的液压往复密封测试设备与国外的主要供应商在技术上有一定的差距,主要表现在[6]:
(1)液压系统设计的合理性。国内液压往复密封测试设备在噪声控制、系统的稳定性及液压元件的寿命等方面与国外设备相比均有一定的差距。
(2)设备的外观。国内一般不重视液压往复密封测试设备的外观设计,油管布置的美观性、液压站的整体防护、外观件的烤漆等方面与国外设备相比也有一定的差距。
(3)设备的结构布置。国外液压往复密封测试设备的结构相对比较紧凑,这一点在日本、韩国的试验台及其他设备上表现得比较明显,江苏恒立液压股份有限公司基本继承了这一优良传统。
(4)操作的方便性。只要设备的需求方提出要求,国内在设备操作方便性方面与国外的差距总体不大。
(5)人机界面。由于经验及观念的差异,国外液压往复密封测试设备的显示“界面”更受到用户的欢迎。
(6)系统的改造与升级。国外液压往复密封测试设备供应商的售后服务与改进更好,更靠近客户,有版本的升级;而国内供应商在这方面的意识相对较差,验收后即万事大吉,很难想到升级改进。
此外,国内液压往复密封测试设备的供应商对油缸及其密封的了解程度远不如国外供应商,部分供应商的试验台甚至连漏油这类问题都未能解决。
7 结束语
随着我国液压往复密封行业的快速发展,密封件的可靠性显得尤为重要,这就对液压往复密封测试设备的研制提出了更高的要求。对我国的测试设备研制供应商来说,这既是机会,也是挑战,认清我们与国外同行业之间的差距,脚踏实地,相信在不久的将来,我们的测试设备完全可以赶超国外同行的水平。
参考文献:
[1]杨署东,何存兴.液压传动与气动[M].武汉:华中科技大学出版社,2008.
[2]臧克江.液压缸[M].北京:化学工业出版社,2010.
[3]张海平.实用液压测试技术[M].北京:机械工业出版社,2015.
[4]徐先懂,王静,曾晨阳.液压元件综合测试系统的设计[J].液压与气动,2004(1):74-76.
XU X D,WANG J,ZENG C Y.The Design of Integrated Test System for Hydraulic Component[J].Chinese Hydraulics & Pneumatics,2004(1):74-76.
[5]周俊中.液压缸内泄漏检测方法的改进[J].润滑与密封,2009,34(9):117-119.
ZHOU J Z.Improvement on the Internal Leakage Test of Hydraulic Cylinder[J].Lubrication Engineering,2009,34(9):117-119.
[6]白清鹏.国内液压测试技术的现状与发展趋势[J].液压气动与密封,2015,35(1):20-23.
BAI Q P.The Current Situation and Development Trend of Domestic Hydraulic Testing Technology[J].Hydraulics Pneumatics & Seals,2015,35(1):20-23.
猜你喜欢
矿山机械(2022年8期)2022-09-01
现代仪器与医疗(2022年3期)2022-08-12
沈阳理工大学学报(2022年3期)2022-08-11
广东造船(2022年3期)2022-07-09
汽车实用技术(2022年11期)2022-06-20
科技创新与应用(2022年14期)2022-06-02
汽车实用技术(2022年7期)2022-04-20
矿山机械(2022年2期)2022-03-02
中文信息(2019年1期)2019-02-20
科技创新与品牌(2017年9期)2017-10-20
