
汽车同步齿环外锥面磨削自动上下料装置的研制
2018-07-09 12:27孙春霞李斌
汽车零部件 2018年6期
孙春霞,李斌
(1.常州机电职业技术学院,江苏常州 213164;2.常州光洋轴承股份有限公司,江苏常州 213164)
0 引言
图1为某汽车同步齿环的示意图,大端面均布有3个齿A,是内外锥面的薄壁套类零件,刚度差。拟在3MK2110卧式数控磨床上大批量磨削外锥面β2,需研制一套气动上下料装置,要求在4 s内完成一个动作循环。
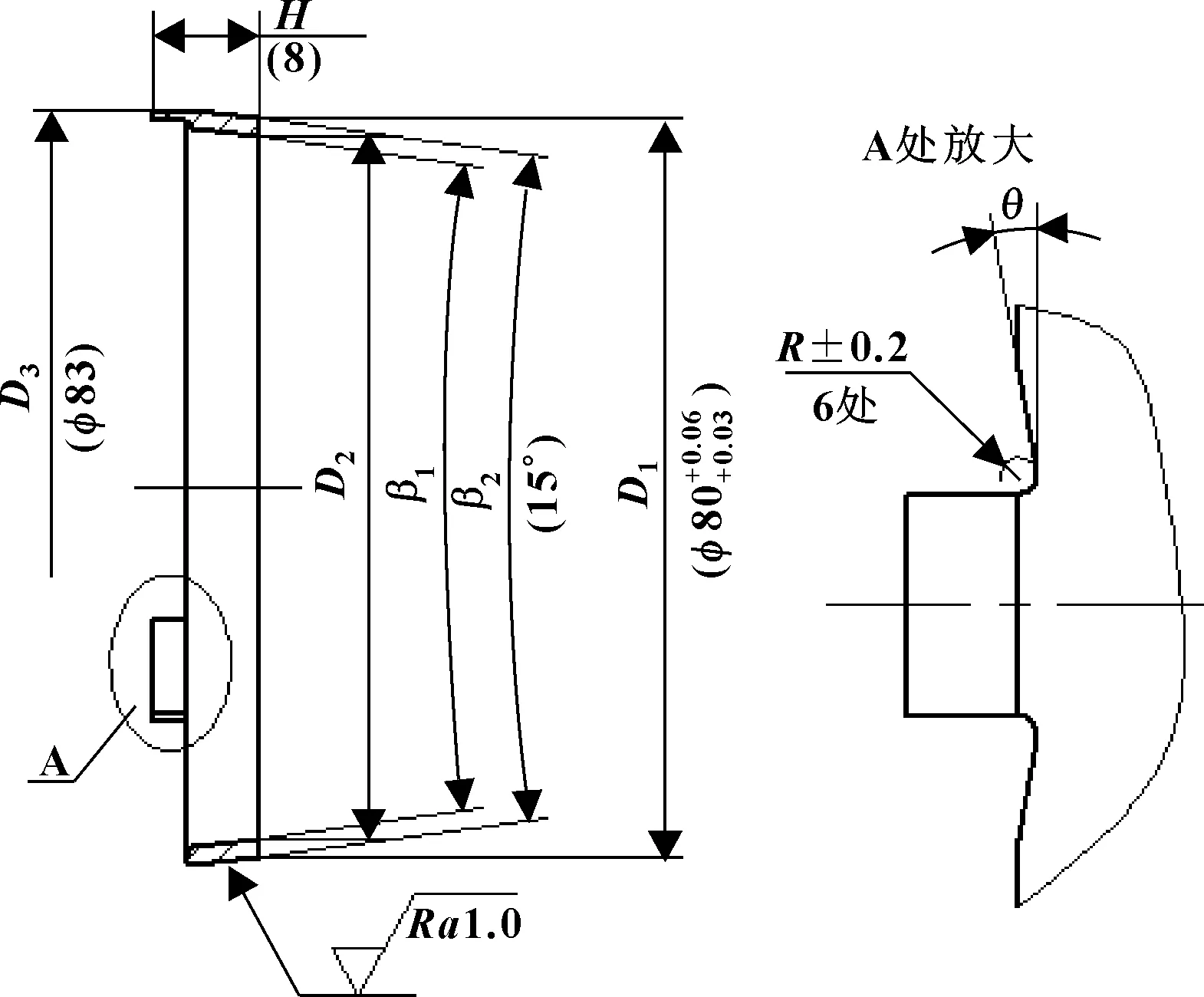
图1 某同步齿环示意图
1 总体方案设计
自动上下料装置需要完成抓料、送料、卸料3个动作,如图2所示:摆动臂11在工位Ⅰ抓取由料道送过来的工件4,定轴旋转搬运至工位Ⅲ,在工位Ⅲ完成零件加工后,返转回到工位Ⅱ卸料,再继续返转至工位Ⅰ取料,完成一个自动上下料动作循环。
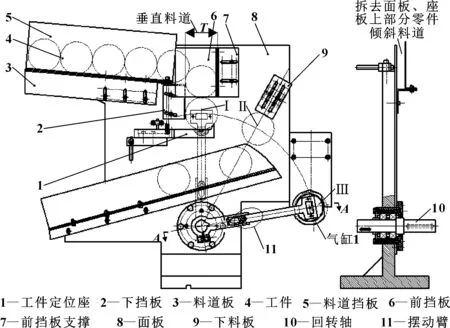
图2 自动上、下料装置总体布局
2 关键部件设计
2.1 料道
倾斜料道由挡板5、面板8、料道板3等组成,见图2。根据同步齿环厚度H的大小,调整倾斜料道挡板5与面板8之间的距离,保证有1 mm左右的间隙。工件4在料道板3上,重力在其斜面上的分力大于摩擦力,使之在料道中一个靠一个源源不断地滚向垂直料道,紧接着以自由落体的运动方式落到工位Ⅰ定位。与倾斜料道等宽的垂直料道长度T取D3+1 mm。
2.2 工件定位座
如图3所示:由下挡板7和定位杆5右侧斜面组成的非对称宽V形块,支撑工件外圆锥面,限制4个自由度,垂直料道前后方向限制1个自由度,对工件不完全定位。V形块槽底,即定位杆5上有磁铁6镶块吸附工件,防止工件弹跳,但须有间隙Δ以防过定位。

图3 工件定位座示意图
摆动臂转动把工件从定位杆5上拉出的同时,压迫定位杆5绕定位销1转动,定位杆上的最高点A被压到最低位置时,在不考虑间隙的情况下,这个位置必然落在工件下母线形成的下轨迹线B上,这个位置也是工件脱离V形槽的位置。工件一旦脱离V形槽,在拉簧4的作用下定位杆5快速复位,限位杆2准确限位。
工件在垂直料道自由落体一个工件直径所需时间t,必须大于定位杆5旋转到最低位置、再回复到工位Ⅰ初始位置时所需时间tτ,即t≥tτ。这也是确定转动角速度的主要时间参数,如此工件下落才不受干扰。

(1)
从工位Ⅰ到工位Ⅲ转角为80°,摆动臂所需时间t1,其匀速转动的角速度ω
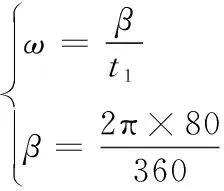
(2)
工件从定位杆5上移开,摆动臂绕O转过的角度为τ,所需时间为tτ,则
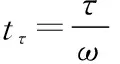
(3)
(4)
要求在4 s内完成一个动作循环,时间分配见表1,因定位杆5拉簧复位速度快,忽略恢复时间。

表1 循环时间分配



计算定位杆5斜面高度h2。定位杆5被下压到极限位置点B时, 点B既在以O为圆心、半径为(280-D3/2)的下轨迹线上,又在以定位销1为圆心(O2)、半径为R的圆周上,故可通过以下计算知点B的坐标和圆O2的半径R。
点A′是圆O1与圆O2的交点,则

定位杆上的最高点A必须在点A′下方,选点A坐标

设定位杆5斜面与工件外锥面的切点为F,且h1=3~4 mm,故在RT△O1FM中
得:λ=154.8°~158°。
2.3 摆动臂
摆动臂的取料、卸料动作是由气缸1(元件7)控制的。图4中,气缸1(元件7)活塞杆头部的螺纹旋入气缸接头4的螺纹孔中,运料指5与气缸接头4另一端的螺纹连接。当控制系统发出指令,气缸1(元件7)向前推动运料指5向前运动,插入工件6孔中,取料结束[图4(a)];若气缸1(元件7)向后回缩,则运料指5向后移动[图4(b)],运料指5离开工件6,完成卸料动作。

图4 摆动臂结构图
2.4 主动臂
在图5中,气缸2(元件6)带动主动臂4摆动,主动臂4再带动回转轴2旋转,从而带动在回转轴2另一端的摆动臂转动。限位杆1(元件3)和限位杆2(元件5)可以限制主动臂4旋转的范围。气缸支架轴1穿过气缸2(元件6)上的耳板孔,气缸2(元件6)可以绕气缸支架轴1转动,气缸2(元件6)也可以绕销轴7转动。

图5 主动臂工作示意图
2.5 主动臂与摆动臂夹角θ
由图6所示,主动臂的极限位置OⅢ′、OⅠ′是根据摆动臂OⅢ、OⅠ的工作位置决定。按照零件加工的需要,其夹角β=80°。当气缸2活塞移动时,对主动臂产生力矩,假设该力对点O产生的力矩为MO(F气缸2),则:
MO(F气缸2)=F气缸2cosα×OB
其中:90°-β+θ≤α≤90°+θ。
MO(F气缸2)从OⅢ′处逐渐增大,到OⅤ位置为最大,然后又逐渐减小。为了保证主动臂产生足够的力矩,此装置中θ=130°、OA∶OB=2.5~3。
图6 主动臂、摆动臂位置关系图
2.6 运料指


图7 运料指结构示意图
4 结束语
经实践使用,此装置各项指标达到了设计要求,性能可靠。
根据同步齿环的直径、厚度等参数,确定了装卸一定工件范围的尺寸系列,研制出相应系列的上下料装置,应用于科研生产实践,取得了良好的技术经济和社会效益。
参考文献:
[1]成大先.机械设计手册[M].北京:化学工业出版社,2016.
[2]张利平.液压气动技术速查手册[M].北京:化学工业出版社,2016.
[3]张强.高精度外锥面磨削夹具的设计[J].汽车工艺与材料,2015(5):71-72.
[4]朱金良.同步器齿环模具的设计及加工[J].电加工与模具,2003(3):55-56.
[5]贾建军.汽车同步环制造技术的现状及发展[J].汽车工艺与材料,1997(12):1-4.
[6]周保牛,张永灿.三齿盘定位分度工作台的设计研究[J].制造技术与机床,2017(8):22-23,24.
ZHOU B N,ZHANG Y C.Design Research on Positioning and Indexing Table of Triple Toothed Disc[J].Manufacturing Technology & Machine Tool,2017(8):22-23,24.
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
中国新技术新产品(2022年5期)2022-06-21
数字技术与应用(2022年3期)2022-04-14
北京航空航天大学学报(2021年4期)2021-11-24
汽车实用技术(2020年15期)2020-10-20
意林(2020年10期)2020-06-01
当代贵州(2019年41期)2019-12-13
科学与财富(2017年24期)2017-09-06
科技创新导报(2016年4期)2016-11-19
中国扶贫(2014年8期)2014-06-27
