2219铝合金双轴肩搅拌摩擦焊与熔焊交叉接头的组织及性能
2018-06-29 09:53魏瑞刚郝云飞李聪颖陈文千
宇航材料工艺 2018年3期
魏瑞刚 郝云飞 赵 刚 李聪颖 陈文千
(首都航天机械公司,北京 100076)
0 引言
双轴肩搅拌摩擦焊(SR-FSW)是搅拌摩擦焊技术的一个最新发展方向[1]。和目前我国运载火箭贮箱制造领域普遍应用的常规搅拌摩擦焊技术(CFSW)相比,该技术的焊接转速更低,焊接速度更快,接头力学性能与常规搅拌摩擦焊接头相当,且从根本上消除了弱结合缺陷或未焊透缺陷[1-3]。随着该技术的技术成熟度越来越高,其在火箭贮箱制造领域将会逐步替代常规搅拌摩擦焊技术,尤其是大直径火箭或者是需要长期服役的型号。但是从常规搅拌摩擦焊技术在我国航天领域运载火箭贮箱上的应用步伐(筒段长直纵缝—箱底空间曲线焊缝—大直径封闭环缝)来看,双轴肩搅拌摩擦焊技术未来的应用路线必然也是先易后难,逐步应用[4]。然而在分阶段应用过程中,势必会出现双轴肩搅拌摩擦焊缝与熔焊焊缝的交叉接头现象,例如:火箭贮箱的双轴肩搅拌摩擦焊筒段纵缝与熔焊环缝的“十字”接头,或者与箱底叉形环的“丁字”接头。目前已经有诸多文献报道了常规搅拌摩擦焊与氩弧焊缝或等离子弧焊缝形成的交叉接头的性能[5-6]。但是关于双轴肩搅拌摩擦焊与熔焊交叉接头的性能如何,还未见报道。本文旨在分析SR-FSW与TIG交叉接头的综合性能,为其在火箭贮箱上的应用提供技术基础。
1 实验
板材为6 mm厚2219C10S高强铝合金板材(σb=440 MPa,δ=15%),板材规格为 600 mm×150 mm×6 mm。首先沿板材长度方向进行平板对接接头的双轴肩搅拌摩擦焊接。试验采用自主研制的分体式双轴肩搅拌头,上、下轴肩直径为Φ20 mm,搅拌针直径为Φ10 mm;焊接过程搅拌头旋转速度为300 r/min,焊接速度为400 mm/min,焊接倾角为0°。双轴肩搅拌摩擦焊接试片无损检测合格后,沿垂直焊缝方向切成300 mm×150 mm的试样,之后沿试样长度方向进行熔焊焊接,焊接方式为变极性TIG悬空焊接,具体工艺流程为直流氦弧打底焊+交流脉冲氩弧填丝盖面焊。直流氦弧打底焊工艺规范为:焊接电流为200~210 A,He气流量为12~14 L/min,焊接速度为15~18 m/h;盖面焊工艺规范为:焊接电流为350~370 A,Ar气流量为 13~15 L/min,焊接速度为 8.5 m/h,变极性频率60 Hz,所用焊丝为 Φ2.4 mm ER2319焊丝,送丝速度为 1.5 m/min。
鉴于运载火箭飞行过程中贮箱纵/环缝交叉接头的轴向受力近乎环向受力的1.5~2倍[7],因此重点分析贮箱轴向方向交叉接头的组织特征和力学性能。采用交叉接头制备方法共计制备11块试样,其中1块试样用于交叉接头和单一熔焊接头的金相组织和显微硬度分析,取样位置如图1所示;5块试样沿SR-FSW焊缝方向取5个交叉接头和20个单一熔焊接头;5块试样沿熔焊焊缝方向取5个交叉接头和20个SR-FSW接头。金相子样用混合酸(1 mL HF+1.5 mL HCl+2.5 mL HNO3+95 mL H2O)溶液对抛光后的试样进行腐蚀,在OLYMPUS光学显微镜下进行金相组织分析。拉伸子样按GB/T228.1-2010进行取样,并在MTS-810电子拉伸试验机上进行拉伸试验,测试接头拉伸性能。
2 结果与分析
2.1 宏观组织形貌
单一的变极性TIG接头是2219C10S铝合金母材在“直流氦弧打底焊+交流脉冲氩弧盖面焊”的直接作用下得到的。而交叉接头是2219C10S铝合金母材先经历了双轴肩搅拌摩擦焊接后,又在垂直于双轴肩搅拌摩擦焊方向上进行“直流氦弧打底焊+交流脉冲氩弧盖面焊”后得到的。图2为两类接头的横截面宏观形貌。
可以看出两者的接头组成大致相同,均由直流氦弧焊作用下的“柱状”区域和交流脉冲氩弧焊作用下的“碗状”区域组成,但是两类接头的母材区和热影响区存在较大的差异。对比图2(a)、2(b)还可以发现,两者的热影响区宽度存在较大的差异,单一变极性TIG接头的热影响区宽度较宽,而交叉接头的热影响区宽度较小,这与不同结构的晶粒在热作用下的抑制晶粒长大的能力密不可分[8]。
2.2 微观组织形貌分析
2.2.1 母材区、热影响区
单一变极性TIG接头的母材区组织为2219C10S铝合金母材,具有明显轧制方向的板条状组织[图3(a)];在电弧作用下热影响区的原始轧制板条状晶粒发生粗化,板条状晶粒变短、变粗[图3(b)]。而交叉接头的母材区组织为双轴肩搅拌摩擦焊接头的焊核区组织[图3(c)],即为细小的等轴晶组织,从图2(b)的母材区的上、下部位都可以观察到环状结构,且沿厚度中心对称分布,需要说明的是上下部为的环状结构的间距与双轴肩搅拌摩擦焊缝上、下表面的鱼鳞纹间距是一致的;交叉接头的热影响区也是等轴晶结构,只是其晶粒有所长大,约为原始等轴晶的2倍[图3(d)]。
2.2.2 直流He弧焊作用区
交叉接头He弧区微观组织如图4所示。
可以从图4(a)看出:交叉接头直流He弧作用区 域的宏观形貌类似“柱状”,主要是由于直流He弧是一种介于常规熔焊与高能束焊之间的一种亚能束焊接方法,电弧能量相对集中造成的。图4(b)显示氦弧打底焊的焊缝区组织为具有方向性的粗大柱状树枝晶,生长方式为典型的外延结晶方式,生长方向与焊缝散热方向相反,即从两侧向焊缝内部生长,但是柱状晶并没有完全生长至焊缝中间。在两侧柱状晶之间观察到了尺寸较小、形状不规则的等轴晶和等轴枝晶,位于焊缝中心,为自由结晶模式。图4显示在氦弧打底焊的焊缝区与热影响区之间存在一个过渡区域,即熔合区,宽度约为400~500μm,为等轴晶组织。该区域经历的焊接热循环峰值温度较低、高温停留时间短,且位于焊缝边缘的熔池中未完全溶解的硬质颗粒较多,导致该区域的组织为细小等轴晶[9]。对熔合区进一步放大[图4(d)],发现该区域内的等轴晶晶粒尺寸大小不一,大略可分为2个小区域,区域1为邻近热影响区的宽度约为80~100μm的细小等轴晶区,晶粒尺寸约为10~20μm,大约与热影响区的等轴晶晶粒尺寸相当;区域2为邻近焊缝区的宽度约为300~400μm的等轴晶区,晶粒尺寸增大至30~50μm。
2.2.3 交流脉冲Ar弧焊作用区
图5(a)为交流脉冲Ar弧作用区域的宏观形貌,由于Ar弧能量较为发散,因此盖面焊形貌类似“碗状”。图5(b)、5(c)为Ar弧焊缝区与He弧区、母材区的过渡处形貌,可以看出过渡处均可以观察到呈细小等轴晶的过渡区域(类似熔合区),且在细小等轴晶的基础上沿整个界面存在一层向外生长的柱状树枝晶,而在两者之间易出现气孔缺陷。在邻近焊缝正面和整个界面的区域[图5(a)中的B区域],由于成分过冷度和冷却速度大等原因,其微观组织为50~100μm的等轴晶或等轴枝晶;而Ar弧焊缝区域中心[图5(a)中的A区域]由于高温持续时间长,呈现粗大的等轴晶晶粒(>100μm),在晶粒内部及晶界处都可以观察到显著的二次相析出物。
2.3 两类接头的显微硬度
图6为两类接头的横截面显微硬度分布趋势,可以看出显微硬度分布趋势均呈现出典型的“W”型,但是两类接头的各区域硬度值及宽度存在较大的差异。首先,两者的焊缝区显微硬度值最低,约为75~85,焊缝区宽度均约为6 mm;再者,热影响区显微硬度次之(85~95),刚进入热影响区时由于熔合区组织为细小等轴晶,因此其显微硬度迅速提高。随着越来越远离焊缝中心,由于热影响区组织发生过时效,接头显微硬度逐渐下降,但是也高于焊缝区。就差异性而言,交叉接头的热影响区宽度仅约为3~3.5 mm,而单一TIG接头的热影响区宽度达到了8~9 mm,这与两类接头宏观组织形貌中的观测结果是一致的。这也说明,和单一TIG接头的2219C10S铝合金母材的板条状晶粒相比,交叉接头母材区仅为5~10μm的细小等轴晶在电弧加热作用下的抑制长大能力更强,从而其软化区宽度也更窄;第三,进入母材区后,单一TIG接头的显微硬度迅速提高至110以上,但是交叉接头的母材区显微硬度仅为90~100。纵观两类接头,单一TIG接头横截面上的显微硬度梯度较大,而交叉接头则较小。结合显微组织分析结果,交叉接头的母材区、热影响区、熔合区组织差异性不大,而单一TIG接头的差异性则比较显著。考虑到2219C10S铝合金母材的抗拉强度为440 MPa,延伸率在12%~15%,而双轴肩搅拌摩擦焊纵向拉伸试样的抗拉强度为 330~350 MPa,延伸率在 20%~25%[1]。
2.4 交叉接头各方向取样力学性能
采用热处理强化铝合金的运载火箭贮箱,通常要求焊接接头抗拉强度系数要高于50%,接头延伸率要高于3.5%[10]。表1为各类接头拉伸测试结果的平均值。试验结果表明:(1)沿贮箱轴向和环向的交叉接头、单一TIG接头以及SR-FSW接头的抗拉强度系数和延伸率均满足运载贮箱的使用要求;(2)由于实际飞行过程中焊缝沿弹体轴向方向的受力较大,因此文中更为关注沿SR-FSW焊缝方向的交叉接头的性能,就贮箱轴向来看,沿SR-FSW焊缝方向的交叉接头的抗拉强度平均值为291 MPa,延伸率为6.5%;而单一TIG接头的抗拉强度平均值为306.85 MPa,而延伸率为5.025%。从该方向的性能数据来看,交叉接头的延伸率高于单一TIG接头约30%,这主要得益于交叉接头的组织差异性更小,且接头软化区更窄,而抗拉强度低于单一TIG接头,主要是由于2219C10S铝合金母材的抗拉强度高于双轴肩搅拌摩擦焊纵向拉伸试样的抗拉强度;(3)就贮箱环向来看,沿TIG方向的交叉接头的抗拉强度平均值为310.2 MPa,延伸率为9.0%;而SR-FSW接头的抗拉强度为 340.15 MPa,延伸率为 6.625%。
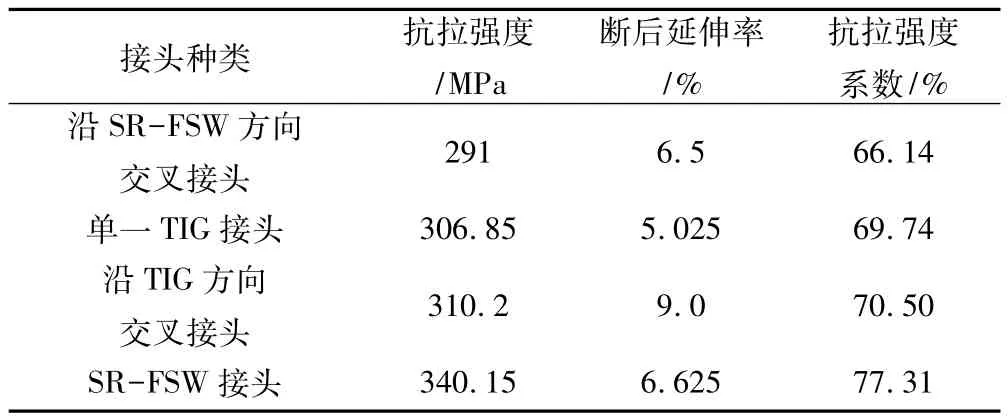
表1 交叉接头各向取样力学性能Tab.1 The mechanical properties of the cross-welded joint
从表1可看出:(1)贮箱筒段纵缝采用双轴肩搅拌摩擦焊技术进行焊接,总装对接环缝采用熔焊技术,则沿贮箱轴向的交叉接头的抗拉强度系数超过60%,延伸率均超过3.5%,但是其综合性能在各类接头中是最低的,该数据结果对设计部门具有重要意义,整个贮箱的薄弱之处在于此,在进行贮箱强度核算时应重点考虑此处;(2)沿SR-FSW方向的交叉接头的延伸率较高,其在贮箱实际飞行过程中的协调变形能力要优于单一TIG接头,这对于运载火箭贮箱是非常有利的;(3)另外从文献[5-6]公布的数据来看,文中SR-FSW与TIG交叉接头的两个方向的力学性能均要优于“C-FSW与TIG或VPPA交叉接头”,这主要得益于在接头厚度方向上双轴肩搅拌摩擦焊接头的组织、性能均匀性要优于呈“碗状”形貌[8]的常规搅拌摩擦焊接头。
2.5 两类接头断裂方式及断口形貌
为了分析清楚整个横截面上的断裂位置,将拉伸断裂后的试样制成金相试样,见图7。
从图7(a)可看出,交叉接头的整个断裂面均位于热影响区,具体位置与熔合区有一定的距离,大约位于热影响区显微硬度最低的区域。从整个接头来看,母材区、热影响区、熔合区的组织均为等轴晶,而焊缝区为铸造组织,从组织梯度上看,必然断裂于热影响区或熔合区。由于显微硬度最低点位于热影响区,因此其断裂位置位于热影响区的显微硬度最低点。从断裂面看,其起始断裂位置位于交叉接头背部的焊漏边缘,之后沿着热影响区延伸至焊缝正面余高的边缘。图7(b)为单一TIG接头断裂试样的金相图,可看出其断裂面也均位于热影响区,起始断裂处位于盖面焊紧邻熔合区的热影响区,之后延伸至打底焊的热影响区[从图6(b)可以看出此处为热影响区显微硬度的最低处],直至焊缝背部。
图8为两类接头的断口微观形貌,从图8(a)可看出交叉接头的断裂面上包含有大量的等轴韧窝,在韧窝边缘的撕裂棱特征明显,且在韧窝底部可观察到第二相粒子,因此交叉接头为典型的韧性断裂。在单一TIG接头的断裂面上[图8(b)]可以观察到尺度不一的等轴/非等轴韧窝特征,但是韧窝数量相对少、深度较浅、撕裂棱高低不一,且可以观察到部分脆性断裂特征[图8(b)的箭头处],这也是单一TIG接头延伸率低于交叉接头的原因所在。
3 结论
(1)交叉接头与单一TIG接头的组织特征既有相同之处也存在差异。相同之处为焊缝区均由直流氦弧焊作用下的柱状区和交流脉冲氩弧焊作用下的碗状区组成;不同之处在于两者的母材区与热影响区组织。
(2)两类接头的横截面显微硬度分布均呈“W”型,单一TIG接头横截面上的显微硬度梯度较大,而交叉接头则较小,且交叉接头的软化区宽度较窄,这与细小等轴晶在电弧热影响区作用下的抑制长大能力更强有关。
(3)沿SR-FSW焊缝方向的交叉接头的抗拉强度系数为66.14%,低于单一TIG接头的69.74%,但前者的接头延伸率比单一TIG接头高约30%。
(4)两类接头的断裂位置均位于接头热影响区的显微硬度最低处。交叉接头的断口形貌为典型的韧性断裂,而单一TIG接头还可观察到部分脆性断裂特征。
[1]赵衍华,李延民,郝云飞,等.2219铝合金双轴肩搅拌摩擦焊接头组织与性能分析[J].宇航材料工艺,2012,42(6):70-75.
[2] HILGERT J,SANTOS J F,HUBER N.Shear layer modelling for bobbin tool friction stir welding[J].Science and Technology of Welding and Joining,2012,17(6):454-459.
[3]WALDRON D,TERNAN K M,KOKKO E.Bobbintool friction-stir welding of thick-walled aluminum alloy pressure vessels[J].Welding Journal,2007,87(4):40-44.
[4]郝云飞,王国庆,周庆,等.运载火箭铝合金贮箱全搅拌摩擦焊接工艺及应用[J].宇航材料工艺,2016,46(6):11-20.
[5]张海,封小松,刘仁培.2219铝合金FSW-VPPA交叉焊缝组织与力学性能[J].焊接学报,2012,33(7):77-80.
[6]CHEN Shujun,YU Yang,LI Boatman.Study on defect in the intersection of VPPA and FSW[J].Quarterly Journal of the Japan Welding Society,2011,29(3):124-128.
[7]章凌,黄诚,方岱宁等.大型薄壁贮箱焊接区等应力优化设计[J].应用力学学报,2015,32(4):593-596.
[8]FONDA R W,KNIPLING K E,BINGERT JF.Microstructural evolution ahead of the tool in aluminium friction stir welds[J].Scripta Materialia,2008,58(5):343-348.
[9]DING Jikun,WANGDongpo,Wang Ying,et al.Effect of post weld heat treatment on properties of variable polarity TIG welded AA2219 aluminium alloy joints[J].Transactions of Nonferrous Metals Society of China,2014,24(5):1307-1316.
[10]刘志华,尚育如,宁立芹,等.新一代运载火箭贮箱焊接工艺评价的概念及应用[J].导弹与航天运载技术,2009(4):30-33.
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
导弹与航天运载技术(2022年2期)2022-05-09
湖北农机化(2021年7期)2021-12-07
天津冶金(2021年3期)2021-06-28
中国电气工程学报(2020年4期)2020-08-11
北京航空航天大学学报(2019年9期)2019-10-26
文教资料(2018年32期)2018-12-24
军事文摘(2018年18期)2018-12-14
军事文摘·科学少年(2018年9期)2018-10-29
中国新技术新产品(2018年17期)2018-08-31