
冷轧热镀锌线拉矫机的升级改造
2018-08-31 11:44肖英杰何立远
中国新技术新产品 2018年17期
肖英杰 何立远
(河北钢铁集团邯钢冷轧厂,河北 邯郸 056001)
0 引言
冷轧薄板经过退火后,往往会产生不良的板形。为了达到后续加工要求,我厂冷镀锌生产线使用拉伸弯曲矫直机——即拉矫机来改善板形。拉弯矫直机的主要作用有两大方面:一是改善板形,通过对钢带拉伸并且弯曲矫直之后,可以消除钢带的边浪中浪等浪形缺陷;二是改善加工性能,消除材料的各向异性。通过拉伸弯曲作用以后,会使钢带在后续的变形时减轻或不再有屈服平台,从而产生均匀变形,提高加工性能。拉矫机可以使薄板同时产生纵向和横向变形,从而充分改善薄板的平直度和材料性能。
1 拉矫机设备介绍
我们的生产线采用的拉矫机设备包括两组弯曲装置和一组矫直装置,俗称两弯一矫式拉矫机,以及一组换辊装置。其中每组弯曲装置包括一个可调节的下辊装置和一个带有快速打开/关闭液压缸的上辊装置。下辊装置的啮合量调节是通过AC齿轮电机(带内置式抱闸)驱动丝杠机构来实现的,并配有绝对编码器来控制下辊装置的位置。矫直装置由一个可调节的下辊装置和固定的上辊装置组成的。下辊装置的啮合量调节是通过AC齿轮电机(带内置式抱闸)驱动丝杠机构来实现的,并配有绝对编码器来控制下辊装置的位置。换辊装置是由一个装有液压缸驱动的导轮的框架来完成的。换辊是人工完成的,可以在机器运行过程中进行。
2 目前存在问题
对于固定的钢种,带钢的延伸率是有极限的。为了留出带钢在以后加工过程中的延伸率,客户要求生产线上带钢的延伸率尽可能的低。而延伸率越低,带钢表面的拉矫纹和云纹越明显。为了获得更好的板形,拉矫机必须设定较高的延伸率。客户要求的低延伸率和板形需求的高延伸率产生了矛盾。
3 解决的思路
如果拉矫只是为了改善板形,则延伸率可根据钢带的波浪程度来设定,其基本原则是所选择的有效延伸率只要大于钢带长短纤维,能使钢带的最长纤维也产生一定数量的塑性变形即可。拉矫工序的另一个重要作用是消除屈服平台,防止加工时滑移线的产生。如果为了消除屈服平台,只施加矫正板形所需的延伸率就够了。根据试验结果,延伸率越高,消除屈服平台的效果越好,要完全消除屈服平台,必须使延伸率提高到一定数值以上。当拉矫机延伸率提高到一定的程度,就等于给材料进行了一次拉伸试验,卸载后材料获得了冷作硬化,再次加载时材料变形则沿着卸载曲线变化,然后再直接进入强化区,不再有屈服点。带钢的屈服平台没有消除是产生带钢拉矫纹的主要原因。一般而言,采取光整机和拉矫机同时使用时,总延伸率控制在一定数值,适当增加光整机的延伸率,减小拉矫机的延伸率,就能获得较好的加工性能。通常,改变拉矫机的延伸率有两种方法,在张力不变情况下,减小包角可以降低辊面径向压力,从而降低延伸率;在包角不变情况下,通过降低张力措施来降低延伸率。而降低张力往往会影响拉矫机改善板形的能力,所以考虑通过减小包角来降低拉矫机延伸率。考虑加大辊组工作辊辊径来减小包角,从而达到降低延伸率的目的,以解决上述问题。
4 需解决问题
假定工作辊直径由30mm变为40mm,压下量不变的情况下,包角由30°减小到19°(如图1所示)。
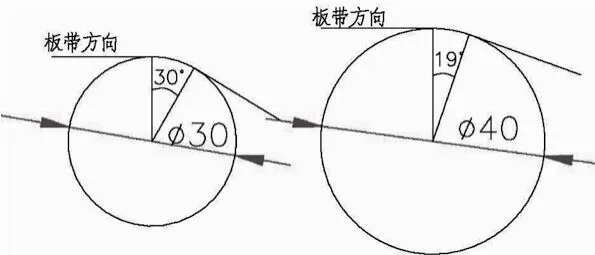
图1
原则上对原设备尽量少做改动
理论计算(如图2所示):

其中:
S=行程(mm)
Z=固定行程=63.65mm(现场确认)
M=拉矫机预设啮合量
C=补偿辊子磨损的修正量
M(示值)=S-(Z+C)
其中:S=绝对编码器值
总修正量:C=C1+C2≤5
C1=上部装配量
C2=下部装配量


图2

其中:D1=74mm、D2=40mm、D3=30mm、BG=39.22mm、GI=12.03mm、BK=75mm、BC=78.45mm
得出BL=90.62mm
设计压下辊直径由30改为40
由上述公式得出BL=101.92
根据计算,可以直接将D3由30改为40
因为总行程发生变化,设定啮合量以及设定轻度打开等功能均需对设定值进行修改,所以对程序设定需要进行修正,修正后运行情况正常。
5 改造效果
对换辊前后的延伸率和表面缺陷进行对比见表3。

表3
结论
经过上述改造,产品延伸率有了明显的降低,拉矫纹云纹等表面缺陷也有了明显减少,达到了预期的目的,改造效果良好。
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29
中国金属通报(2021年18期)2021-12-27
材料与冶金学报(2021年4期)2021-12-10
湖北农机化(2021年7期)2021-12-07
排灌机械工程学报(2021年8期)2021-07-16
锻造与冲压(2021年12期)2021-07-01
汽车科技(2019年6期)2019-12-31
山西冶金(2019年3期)2019-09-21
甘肃科技纵横(2019年12期)2019-09-10
水利科技与经济(2016年6期)2016-04-22
