
汽轮机叶片与叶根槽阵列涡流检测技术应用
2018-06-28 09:14郭德瑞
中国设备工程 2018年12期
郭德瑞
(中国大唐集体科学技术研究院有限公司 火力发电技术研究院,北京 100040)
汽轮机动叶片和枞树型叶根槽在运行过程中受离心力和激振力的作用,在叶片表面和叶根槽变截面处易产生极大的应力,常会发生叶片断裂或叶根槽开裂情况。通过对叶片和叶根槽的相关部位进行无损检测,可以有效地发现已经发展成形的宏观缺陷和微观缺陷,确保机组的安全运行。目前针对叶片和叶根槽的无损检测方法主要有常规涡流检测、磁粉检测和渗透检测。常规点式涡流探头检测灵敏度与缺陷走向有关,如果缺陷方向与涡流的方向一致就难以检测到,在叶片的检测中可靠性较差;而磁粉检测和渗透检测两种方法在此类结构的检测中都存在一定的局限性,如检测速度慢,效率低; 检测液有残留,易污染工件,对人体有害;叶片内弧靠近根部位置(图1)和叶根槽变截面处(图2)难以观察到,易造成漏检等。

图1 汽轮机叶片

图2 枞树型叶根槽
阵列涡流检测技术是最近几年发展起来的一种更加高效的涡流检测技术,相比于常规涡流检测,采用阵列技术检测时,阵列传感器可以得到更多有关缺陷的信息,灵敏度更高,检测速度更快,而且也不使用任何药液,具有干净环保等多种优点,在航空航天等领域已经得到了广泛的应用,例如对飞机涡轮叶片的检验等。同时,阵列涡流技术也适用于发电厂汽轮机叶片和叶根槽的缺陷检测,检测速度快,检测无残留,不需做后续处理,具有良好的优越性和实用性。
1 阵列涡流技术原理及应用
1.1 阵列涡流技术原理
涡流检测以电磁感应为基础,当载有交变电流的检测线圈靠近被检导体时,由于线圈磁场的作用,试件中会感生出涡流。同时该涡流也会产生磁场,涡流磁场会影响线圈磁场的强弱,进而导致检测线圈电压和阻抗的变化。导体表面或近表面的缺陷会影响涡流的强度和分布,引起检测线圈电压和阻抗的变化,根据这一变化,可以推知导体中缺陷的存在。根据信号的幅值及相位,对缺陷进行判断,是一种快速、简便可靠的检测技术,可用于检测导电材料的表面和近表面缺陷。但使用常规涡流技术对检测面积较大或者检测面形状较复杂的被检部件进行检测时,操作工作量比较大,且常用的笔式探头在移动方向与缺陷方向具有一定取向性,容易产生漏检。近年来,随着计算机技术、电子扫描技术以及信号处理技术的发展,阵列涡流检测技术逐渐发展起来。该技术采用阵列式涡流检测线圈,并借助计算机化的涡流仪器强大的分析、计算及处理功能,设定阵列线圈之间的响应关系,实现信号激发与采集(图3),通过使用多路技术采集数据,避免了不同线圈之间的互感,忽略互感影响的阵列涡流在检测中对缺陷特征进行提取、分类识别和成像。阵列涡流探头在长度方向上相对尺寸较大,一次检测覆盖面积大,检测效率高;同时阵列式涡流探头对涡流信号的响应时间极短,只需激励信号的几个周期,在高频时主要由信号处理系统的响应时间决定,各线圈单元通过电子方式快速自动切换,检测扫查速度快;通过设定不同线圈在阵列各方向的相互组合与匹配,达到一次扫查可以检出各方向缺陷的目的,缺陷检出率高。
1.2 阵列涡流技术的特点

图3 阵列涡流传感器线圈之间的切换
阵列涡流技术相比较于其他检测方式具有以下特点:①能够对被检工件被检面进行大面积的高速扫描检测,阵列探头的一次检测过程相当于传统单个涡流探头对被检测部件的往返步进扫描的过程;②对被测工件表面(含近表面)有与传统涡流检测同样的测量精度和分辨率,对不同方向、不同深度的缺陷都有良好的检测效果,不存在因缺陷方向导致的漏检问题;③能用于检测多种结构形状的检测面,如各种异型管、棒材、板材、轮毂、叶片等部件;④能变换线圈的结构类型以形成特殊的阵列能力。可以采用多频和混频的方法,调节灵敏度,改变渗透深度,抑制干扰,提高信噪比;⑤检测时可采用C扫描显示方式,图像更加清晰、直观,同时也可选取信号的阻抗平面和时基扫描显示。
1.3 阵列涡流技术在实际中的应用
(1)焊缝检测。焊缝检测一直作为涡流检测的难点,采用传统探头检测对铁磁性材料的磁导率极其敏感,焊缝表面高低不平和热影响区变化会造成严重的干扰信号,无法进行可靠检测。而采用阵列涡流检测时,阵列涡流能采集焊缝区域的相关信号数据,信号清晰稳定,利用计算机归一化处理,从图像中可以看出焊缝表面存在的微小裂纹。
(2)金属板材检测。许多重要结构的金属板材需要进行100%涡流检测,常规的涡流检测需要配备自动化驱动系统,设备昂贵,并且耗时长。而使用阵列涡流检测,仅需要配备简单的直线驱动装置或者手动操作即可完成检验工作,因此工作效率有了大幅度提高。相比传统表面检测(如磁粉检测、渗透检测),阵列涡流检测费用和时间更为节省,检测效果更为优越,并且无污染。
(3)管、棒、条型金属材料的检测。在使用传统涡流技术对管材、棒材等金属材料进行检测时,会受到被检材料的直径大小、断面形状的限制,以及对纵向长裂纹和非相切方向的小缺陷容易造成漏检。而阵列涡流检测此类材料没有这些方面的局限性,也无需机械旋转装置,扫查速度快、噪声小、同时拥有更高的灵敏度。
特殊结构金属材料的检测。采用阵列涡流检测技术可以对特殊结构金属材料进行检测,例如对飞机轮毂的检测,因为飞机轮毂形状的不规则,使用传统涡流检测需要配置多种探头,而且手动操作时间长、检测可靠性不足。而采用阵列涡流技术,使用柔性探头进行检测,无需更换探头,与工件表面耦合更良好,大大降低提离效应的影响,既省时又可靠。本文重点讨论发电厂汽轮机叶片与叶根槽阵列涡流检测技术的应用。
2 汽轮机叶片和叶根槽阵列涡流检测
2.1 仪器
根据产品结构和检测要求,本次检测选用SMART-5097阵列涡流探伤仪,该仪器支持32通道阵列传感器,可以满足产品检验的需要。
2.2 探头
根据阵列涡流探头的特点和汽轮机叶片、叶根槽的结构特性可以看出,对于面积较大工件的检测,除了需要满足检测灵敏度、检测速度以及缺陷定位精度等要求外,还需要考虑被检测工件的几何形状、曲面变化、测量空间等客观条件。因此本次检测选择柔性32通道阵列探头对汽轮机叶片的进汽侧和出汽侧外表面进行检测(图4),柔性探头线圈阵列能够分布在很大的面积范围内,从而实现一次性对叶片大面积的检测,而且柔性探头可以更好的与叶片表面贴合,保证探头线圈产生的涡流场与叶片耦合良好,减小了提离效应的影响。叶片边缘使用弹性夹持探头进行检测(图5),弹性夹持探头可以随叶片边缘的薄厚变化提供良好的弹性接触。叶根槽检测是根据槽的尺寸形状将线圈植入到仿形结构中,定制专用的仿形检测探头(图6)。仿形探头中线圈随着探头结构的外形平行布置,保证在各变截面处能达到相应的检测效果,根据支持的通道数可将线圈布置在单侧或双侧。通过一次或两次的扫查,实现对叶根槽两个侧面的完整检测。

图4 阵列柔性探头

图5 叶片边缘检测探头

图6 叶根槽检测仿形探头
2.3 对比试块
汽轮机转子叶片多由铁素体或马氏体不锈钢制作而成,选择一种与被检叶片材质,热处理工艺一致的叶片制作成对比试块,在叶片的叶片尖端、根部、进汽侧边缘、出汽侧边缘各加工3个电火花槽,方向分别为45°、90°和180°。尺寸(长×宽×深)分别为尖端槽10mm×0.1mm×0.2mm、10mm×0.1mm×0.5mm、5mm×0.1mm×1mm; 根 部槽 5mm×0.12mm×0.2mm、5mm×0.12mm×0.5mm、5mm×0.12mm×1mm;进汽侧边缘槽5mm×0.12mm×0.2mm、5mm×0.12mm×0.5mm、3mm×0.12mm×1mm;出汽侧边缘槽5mm×0.1mm×0.2mm、5mm×0.1mm×0.5mm、3mm×0.1mm×1mm(图 7)。
叶根槽对比试块制作选用与叶根槽结构一致的模拟体,并在特征位置处分别加工尺寸(长×宽×深)为 5mm×0.1mm×0.2mm、5mm×0.1mm×0.5mm、3mm×0.1mm×1mm电火花槽。

图7 叶片对比试样
2.4 检测设置
阵列涡流的主,副频率可独立调节,又存在相互匹配问题,检测时要保证被检区域内涡流的流动,缺陷信号与其他信号之间也要有足够的相位差以便于判别,因此频率选择比较复杂,且需考虑以下几个因素。
(1)灵敏度的要求。检测频率的高低会直接影响线圈与试件间的耦合。频率低,则耦合效率低,小缺陷不易被发现。
(2)阻抗及相位变化量。阻抗幅值变化量的大小与频率比ƒ/ƒɡ(ƒɡ为特征频率)有关,表面裂纹深度的变化引起的阻抗变化与ƒ/ƒɡ之间存在一定的关系,不同深度的裂纹,阻抗或有效磁导率变化量最大时所对应的ƒ/ƒɡ不同。一般当ƒ/ƒɡ取较小值时相位变化量较大。我们根据被检工件的特点和易产生缺陷特性来确定频率比ƒ/ƒɡ的最佳值,就可以获得大的线圈阻抗变化量和相位变化量,提高检测灵敏度和检测效率。
(3)干扰信号。涡流检测时,较强的干扰信号会与缺陷信号混合在一起,难以区分。阵列涡流检测技术可用矢量叠加来去除干扰信号的影响,因为探头对干扰信号和缺陷信号的反应是独立的,两者共同作用的反应为单独作用时的矢量叠加,利用这一特点,可以通过改变检测频率来改变涡流在被检工件中的大小和分布,使同一缺陷或者干扰信号在不同频率下对涡流产生不同的反应,通过矢量运算,抵消干扰信号的影响,只保留缺陷信号。
考虑到上述几点因素,结合被检产品的材质和所选用的阵列探头进行分析实验,平衡相位差、探头扫查速度、检测灵敏度和检测深度之间的关系,设定激励频率为500kHz;滤波参数高通1.0,低通65.0;检测灵敏度校准时,探头以20mm/s检测速度扫过不同的电火花槽,根据信号幅值情况,将0.2mm深电火花槽信号幅度调整到满屏的50%,将此灵敏度作为检测基准灵敏度。
图8为在叶片试样上扫查电火花槽时的数据图,通过数据的C扫描10及幅度图显示,可以直观的识别出缺陷,并且可以初步判断出缺陷尺寸。
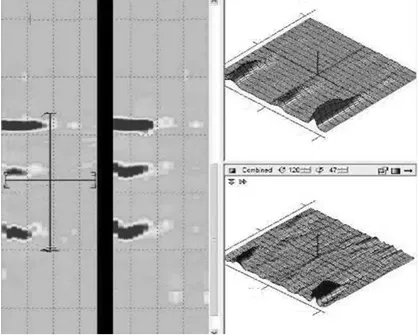
图8 模拟试样检测图
因为对比试块上的模拟缺陷深宽比很小,而实际的同深度的疲劳裂纹其深宽比通常比模拟缺陷大得多,因此对疲劳裂纹会有更高的信噪比。而且阵列涡流探头多频和混频的应用,再配置不同的场强、增益和相位,可以兼顾检测灵敏度和有效检测深度,满足不同深度、不同形状缺陷的检出率。
2.5 现场应用
在某电厂检修期间,对低压转子末级叶片进行了阵列涡流检测(图9)。在实际运行工况条件下,汽轮机叶片工作过程中所产生的疲劳裂纹都在应力集中部位,一般来说疲劳裂纹易出现在出汽侧薄边、叶片尖端和拉筋孔边缘,叶根应力集中部位也可能出现,因此我们对以上部位进行重点检测。
叶片检测前对叶片表面预清理,避免油污等表面不良状况影响检测效果。在调校好仪器基准灵敏度后,将探头与检测面贴合并沿着检测面做匀速移动,检测速度在可控范围内,从叶片尾端至前端,完成一次扫查,同一叶片上的两次扫查覆盖的区域有15%的重叠,以保证对检测面的检测覆盖率达到100%。
检测过程中,叶片出汽侧薄边冲痕及叶片补焊位置的凹痕都有很好的幅值响应及相位变化响应,叶片表面腐蚀坑、叶片表面曲率变化引起的噪声以及探头接触不良和晃动引起的噪声提高等因素并未对涡流信号造成较大干扰。
在叶根槽的检测中,将仿形探头从叶根槽一侧插入,匀速移动至另一侧即完成一次扫查。枞树型叶根槽由于结构原因,受力部位相对比较复杂,叶根槽的截面随着齿根位置向下逐渐变大,根据枞树型叶根受力分析和叶根槽结构型式,通常在第一或者第二齿根槽内表面应力达到最大值,而这里恰恰是叶根槽截面积相对较小处。而常见的缺陷多是在变截面位置的轴向开裂,因此危害性很大。现场对叶根槽的阵列涡流检测具有非常好的实用性,仿形探头可以与叶根槽表面的狭小空间结构相匹配,避免出现漏检现象,而且操作简便,速度快,检验效果良好。

图9 现场叶片检测
通过实验对比和现场应用,使用阵列涡流检测技术可以实现对汽轮机叶片叶身部位和枞树型叶根槽部位的100%检测,检测信噪比高,检测速度快,可有效缩短检验时间,提高生产效率,检测过程无任何残留,无污染,不会对叶片和叶根槽造成损伤,对环境和光线无特殊要求,适应性好。相比与其他无损检测方法对汽轮机叶片和叶根槽的检测,阵列涡流检测技术在满足检测灵敏度的情况下,具有更加明显的优势。
3 结语
对比其他无损检测方法的优缺点,通过理论分析、实验对比和现场检测,可以看出阵列涡流检测技术在汽轮机叶片和叶根槽检测中的突出优势:第一,阵列涡流检测技术在叶片和叶根槽的检测中检测灵敏度高,可靠性好,可检测出0.2mm深的各方向的表面缺陷。第二,根据叶片和叶根槽的结构特性制作相应的探头,操作简便,检测效率高,一次扫查即可检测探头覆盖区域下的整个区域。第三,信号通过屏幕显示,对光线等外界因素无特殊要求,安全环保;不使用任何药液,无环境污染,对工件无任何影响,对人体无害。第四,现场检测速度快,节省人力物力,对在役设备的检测能达到非常良好的效果。
阵列涡流检测技术是近年来兴起的一项高级无损检测技术,已应用于多个领域,并且取得了非常良好的应用效果,在对汽轮机部件等电厂设备的无损检测中也具有非常广阔的应用前景。
[1] DL/T 925-2005,汽轮机叶片涡流检验技术导则[S].
[2] JB/T 9628-1999,汽轮机叶片:磁粉探伤方法[S].
[3] JB/T 9218-2015,无损检测 渗透检测方法[S].
[4] 赵磊.阵列涡流无损检测技术的研究及进展[J].无损探伤,2009,33(2):19-22.
[5] 唐莺,潘孟春,罗飞路.阵列脉冲涡流腐蚀缺陷成像检测技术研究[J].计算机测量与控制,2007,15(9):1151-1153.
[6] 宋凯,刘堂先,李来平等.航空发动机涡轮叶片裂纹的阵列涡流检测仿真[J].航空学报,2014,35(8):2355-2363.
[7] 林俊明,李寒林,赵晋成等.阵列涡流检测特高压输变电塔法兰的应用研究[J].失效分析与预防,2013,8(2):84-87.
[8] 林俊明等.涡流检测[J].
[9] 林俊明,李同滨,林发炳等.阵列涡流探头在钢管探伤中的实验研究 [J].钢管 ,2001,30(3):39-40.
[10] 刘波,罗飞路,侯良洁.涡流阵列检测修正C扫描成像技术研究[J].传感技术学报,2011,27(8):1172-1177.
猜你喜欢
能源工程(2021年6期)2022-01-06
中国核电(2021年4期)2021-08-25
能源工程(2021年3期)2021-08-05
装备制造技术(2020年11期)2021-01-26
科学技术创新(2020年6期)2020-04-18
河北省科学院学报(2020年4期)2020-03-19
电子制作(2019年22期)2020-01-14
热力透平(2019年4期)2019-12-18
通信电源技术(2018年5期)2018-08-23
山东工业技术(2016年15期)2016-12-01
