
2MCL455型离心压缩机无油运转故障分析及修理方法
2018-06-25 08:32章燚
装备制造技术 2018年4期
章燚
(中国航发湖南动力机械研究所,湖南 株洲 412002)
0 引言
离心压缩机作为一种动力机械设备,在化工、冶炼、石油、航空航天等领域已被广泛应用。我所气源配置有2MCL455型离心压缩机,该机组轴系示意见图1,电机与增速箱、增速箱与增压机均通过膜片联轴器联接。承超温报警(报警温度:80℃),且报警温度持续上升,在运行现场发现该台机组各轴承处出现不同程度的冒烟现象,且散发出焦糊气味。增速箱、压缩机各轴承部位温度均较高。
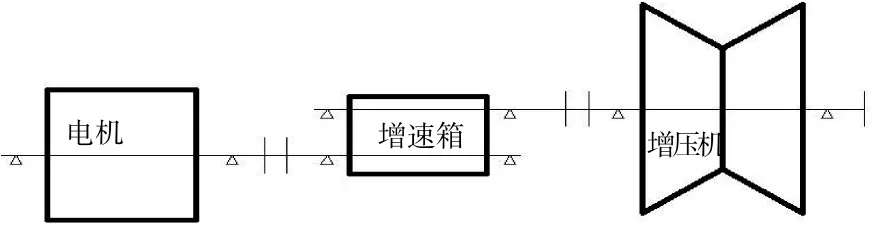
图1 MCL455型离心压缩机轴系示意图
对该机组增速箱、轴承座,压缩机转子两端轴承座等关键部位进行分解检查。检查发现增速箱支撑轴承磨损严重,与轴承配合处轴颈表面附着有巴氏合金,转子支撑轴承、推力轴承、级间密封磨损严重,与轴承配合处轴颈表面附着有巴氏合金,现场故障图片见图2.
2017年9月,一台2MCL455型离心压缩机在停车状态时被压缩空气吹转,该机组的增速箱、增压机等关键部件在无油润滑的情况下被高压气流吹转,导致增速箱大、小齿轮轴以及支撑轴承不同程度磨损,压缩机转子轴颈部位及其支撑轴承、推力轴承、油封、轴端密封磨损严重,该机组不能正常工作,为保障科研生产工作可以顺利开展,需对该离心压缩机进行修理。
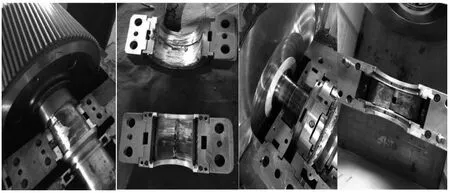
图2 现场故障图片
2 无油运转故障分析
1 无油运转故障现象
2017年9月7日,工作人员按照运行计划安排,从9时53分开始,先后投入2台2MCL607离心压缩机(压力:1.0 MPa(A),流量:10 kg/s)供气,运行至 12时58分,发现未投运的一台2MCL455型离心压缩机(压力:3.0 MPa(A),流量:10 kg/s)转子非驱动端轴
查阅该离心压缩机组运行历史数据与现场监控画面,结合拆解情况进行综合分析,造成此次故障主要原因是该离心压缩机润滑油系统因未投运,在无油润滑情况下运转了14 min,各关键部件轴承轴瓦与轴颈间处于“干磨”状态,温度迅速上升,导致了轴瓦材料巴氏合金熔融附着在轴颈处[1];其次在2MCL607离心压缩机投入运行时,其供气管路的隔断阀由于误操作未处于全关状态,故障离心压缩机进气管路上的电动阀也没有关闭,导致高压气流进入,吹转压缩机转子;另外,这也反映离心压缩机的控制系统运行数据检测及监控功能不够完善,离心压缩机防误操作的设计考虑不全面,不能在离心压缩机异常运转时,通过检测异常数据来进行报警和保护[2]。
3 离心压缩机修理方法
根据故障分析得出的原因和故障现象,为修复该离心压缩机组,首先需要对压缩机各关键部位的轴承、轴径等进行修理;其次在各离心压缩机增速箱联轴器处增加测转速传感器,并将传感器信号上传至机组控制系统内;最后对离心压缩机各运行人员进行安全和操作培训,避免再发生类似阀门误操作现象。本文重点描述对压缩机各关键部位的修理过程,控制系统及操作人员培训等内容不再赘述。
3.1 增速箱修理
3.1.1 大、小齿轮轴修复
将增速箱大、小齿轮轴轴颈部位在车床上利用金相砂纸进行精抛光,抛去粘附的巴氏合金后,发现轴颈无磨损,轴颈尺寸在允许范围内;轴颈修复后,对大、小齿轮轴进行动平衡试验,检测结果符合离心压缩机使用说明书的技术要求,检测数据见表1.

表1 大、小齿轮轴动平衡检测数据
3.1.2 轴承修复与检测
(1)轴瓦间隙测量
增速箱大、小齿轮轴支撑轴承轴瓦破坏严重,直接更换轴承。轴颈与轴瓦的间隙对于运转时形成润滑油膜十分重要,测量轴瓦间隙的方法有抬轴法及压铅丝法等,此次维修采用图3所示压铅丝法[3],通过测量铅丝厚度反映轴瓦间隙。将直径0.3 mm(略大于间隙值)铅丝压在轴颈A-B及a-b处(两侧45°角处),通过固定轴承,使轴瓦压实铅丝。
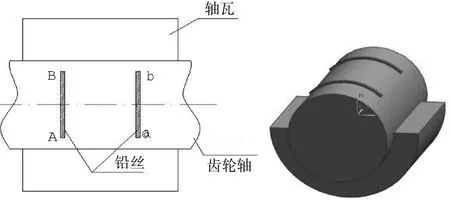
图3 压铅丝法检测轴瓦间隙
使用千分尺测量铅丝厚度,测量结果按公式(1)计算,检测数据见表2.

式中:δ为间隙值;A、B、a、b为铅丝在各点的厚度。
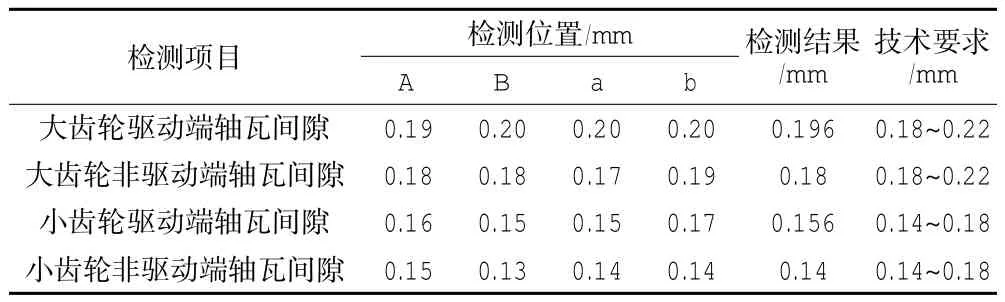
表2 大、小齿轮轴瓦间隙检测数据
(2)轴瓦紧力测量
轴瓦紧力保证了在运转时轴承外圈不会在轴承座内产生晃动,对于避免轴承座磨损及机械振动十分重要。采用图4所示压铅丝法,将厚度0.2 mm(由顶隙值与铅丝直径一半的和算出)铜垫片放置于轴承座结合面之间,将直径0.3 mm(略大于顶隙值)铅丝压在上轴瓦背A-B及a-b处(两侧45°角处),通过固定轴承座,使轴承座上盖压实铅丝。

图4 压铅丝法测轴瓦紧力
使用千分尺测量铅丝厚度,检测结果按公式(2)计算。检测数据见表3.

式中:δ为轴瓦紧力;A、B、a、b为铅丝在各点的
厚度;d为铜垫厚度。
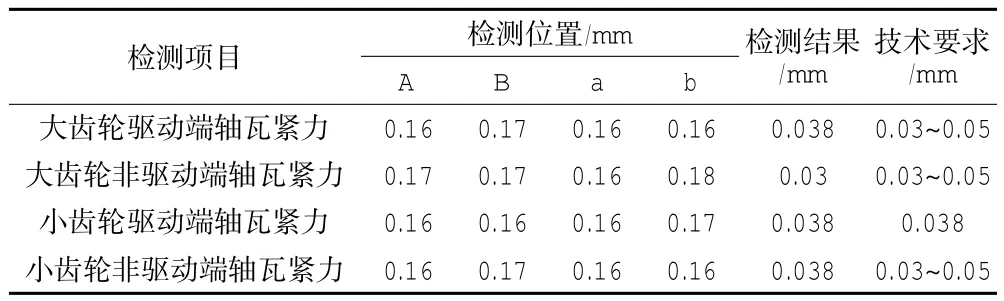
表3 大、小齿轮轴瓦紧力检测数据
3.1.3 大、小齿轮啮合检测
齿轮啮合传动时,为了在啮合齿廓之间形成润滑油膜,避免因轮齿摩擦发热膨胀而卡死,齿廓之间必须留有间隙,同时齿轮副啮合时需接触良好,以保证齿间载荷分布均匀[4]。将增速箱大、小齿轮复装,对大、小齿轮进行啮合试验,使用百分表检测齿轮啮合间隙,使用红丹粉检测齿轮啮合接触斑点,检测结果符合离心压缩机使用说明书技术要求,检测数据见表4.
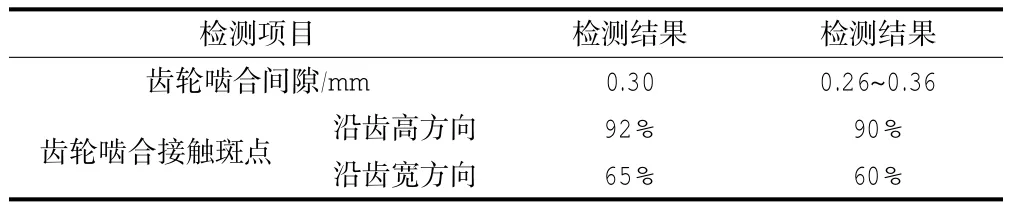
表4 大、小齿轮啮合试验检测数据
3.2 增压机修理
3.2.1 转子轴修复
压缩机转子轴颈部位在车床上利用金相砂纸进行了精抛光,抛去轴颈表面粘附的巴氏合金后,发现轴颈磨损严重,轴颈尺寸相差较大。轴颈修复的一般方法有机加工修复、激光熔覆及加装轴套等,因转子轴颈磨损量已经超出机加工修复和激光熔覆的有效范围,故采用加装轴套方式进行修复,轴套采用与转子轴相同的材料进行加工。轴颈修复后,对转子叶轮进行喷砂处理,以便于着色检查,着色结果显示转子叶轮无损伤及裂纹。检测完毕后,对转子进行高速动平衡试验,检测结果符合离心压缩机使用说明书的技术要求,检测数据见表5.

表5 转子动平衡检测数据
3.2.2 轴承修复与检测
转子支撑轴承及推力轴承的轴瓦破坏严重,直接更换轴承,采用与增速箱相同方法测量轴承配合间隙,检测结果符合离心压缩机使用说明书的技术要求。检测结果见表6.

表6 转子轴承配合间隙检测数据
3.2.3 级间密封间隙检测
将转子复装至压缩机定子上,使用铜棒将固定在定子上磨损的级间密封敲下,更换新的密封,良好的级间密封对于保证压缩机流量及运行效率十分重要,使用塞尺测量级间密封与转子轴间隙,检测示图见图5:
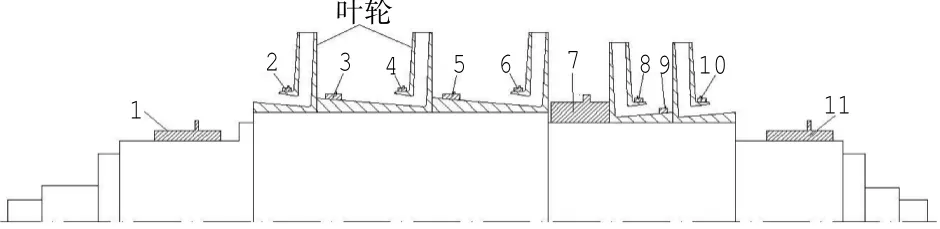
图5 级间密封检测示图
检测结果符合离心压缩机使用说明书的技术要求,检测结果见表7.
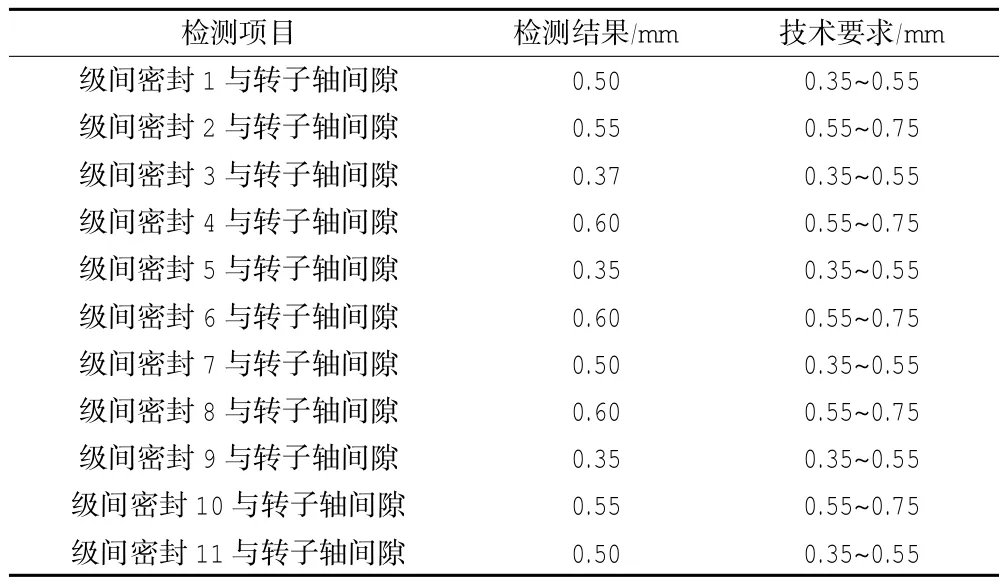
表7 转子轴与级间密封间隙检测数据
3.3 离心压缩机安装与调试运行
3.3.1 增速箱与增压机安装调整
以增压机转子输入轴为基准,采用激光对中仪检测增速箱输出轴与转子输入轴的同轴度,通过调整增速箱的位置与修磨垫片精调同轴度。检测结果符合离心压缩机使用说明书的技术要求。检测结果见表8.

表8 增速箱输出轴与转子输入轴的同轴度数据
3.3.2 电机与增速箱安装调整
以增速箱输入轴为基准,采用激光对中仪检测电机输出轴与增速箱输入轴的同轴度,通过调整电机的位置与修磨垫片精调同轴度。检测结果符合离心压缩机使用说明书的技术要求。检测结果见表9.

表9 电机输出轴与增速箱输入轴的同轴度数据
3.3.3 离心压缩机调试运行
离心压缩机安装完毕之后,进行了空载及负载调试。空载运行时间约2 h;负载运行时间约4 h,运行过程中现场均无异常现象。运行数据见表10.
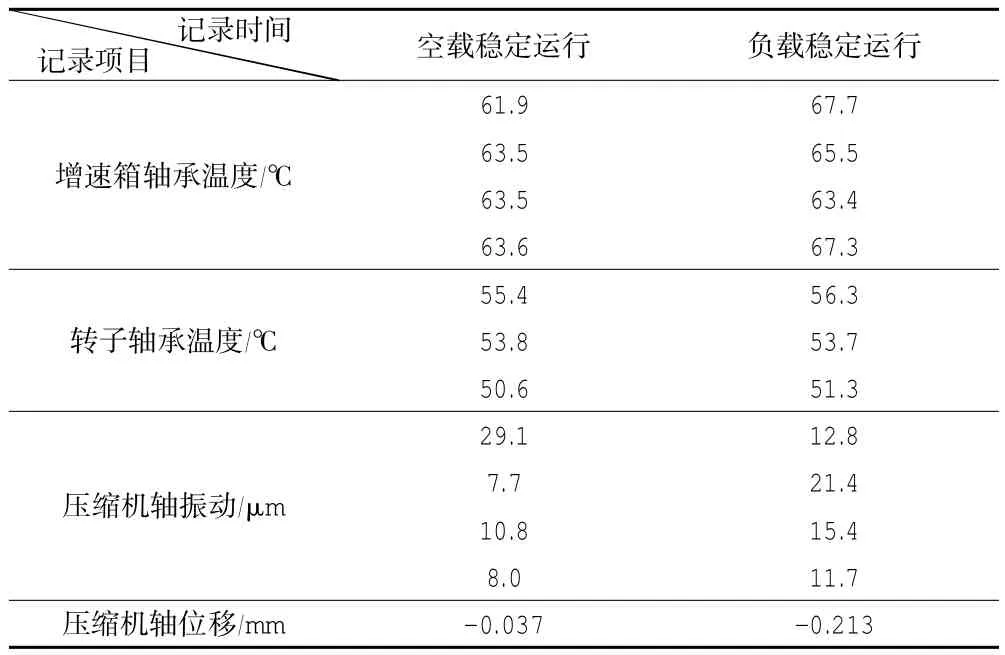
表10 离心空压机调试运行数据
从表10可以看出离心压缩机增速箱轴承温度、转子轴承温度、压缩机轴振动及轴位移等各项检测数据均在正常范围内,与故障发生前该台空压机运行数据无较大差异,调试运行结果符合离心压缩机使用说明书的技术要求。
4 结束语
无油运转故障是离心压缩机比较严重的故障现象,排除故障的方法较复杂。本文针对2MCL455型离心压缩机无油运转故障现象,分析了产生故障的原因,根据设备的受损情况,逐一提出了修理方法,机组修复后进行了调试运行验证,科研生产工作可以顺利开展,验证了故障分析及修理方法的有效性,为排除该类故障提供了参考。
[1]黄少峰.浅谈设备润滑技术与应用[J].活力,2009(18):73.
[2]盛兆顺.设备状态监测与故障技术及应用[M].北京:化学工业出版社,2003.
[3]李学凯.压铅丝测量轴承顶隙方法的改进[J].贵州电力技术,2004(4):35-38.
[4]张浩民.离心式压缩机常见故障分析[J].甘肃科技,2011,27(11):71-73.
猜你喜欢
新能源进展(2022年3期)2022-07-02
装备维修技术(2022年7期)2022-07-01
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
科技创新与应用(2021年30期)2021-11-08
上海大中型电机(2021年1期)2021-06-09
船舶与海洋工程(2020年4期)2020-09-12
中国机械工程(2019年18期)2019-10-11
制造技术与机床(2019年8期)2019-09-03
中国铸造装备与技术(2017年3期)2017-06-21
