
MAG焊在农机制造中的应用试验
2018-06-21 12:13王国栋褚洪俊
山东农机化 2018年3期
宋 宇 王国栋 褚洪俊
焊接是农机企业普遍使用制造各种设备的重要工艺。在这种情况下,农机企业对焊接质量要求尤其对外观质量越来越高。
熔化极活性气体保护焊,即MAG焊,通常用的保护气体有:氩气,氦气,二氧化碳或这些气体的混合气,因氩气比例较高又称富氩混和气体保护焊,MAG焊的主要优点是可以方便地进行各种位置的焊接,同时也具有焊接速度较快、熔敷率高等优点。焊缝表面质量好,波纹细密。本文通过MAG焊与二氧化碳保护气体焊(以下简称二保焊)对比试验,使焊缝表面质量及力学性能完好,证明在农机制造中应用MAG焊的可行性,为今后的大规模应用提供了试验依据,为提高各种农机焊接及外观质量奠定了基础。
一、试验设计及试验结果
1.试验材料
1.1 试验材料:母材为8mm厚Q235钢板,规格为350mm×200mm的焊接试板4件。母材力学性能如表1所示。

表1 Q235钢力学性能
MAG焊保护气体为富氩混和气体,氩气浓度比例为80%,二氧化碳浓度比例为15%,氧气浓度比例为5%。
1.2 试验设备:WE-300A万能试验机,JB-300B冲击试验机,奥太NBC-500气体保护焊机,直流正接。CST-50冲击试样投影仪。
2.焊接工艺
2.1 焊接接头形式:采用对接形式,V型60°坡口,钝边0~1mm,间隙为1.5mm。
2.2 焊接工艺参数:对对接形式的接头进行平焊。平焊时采用向下焊(倾斜角度150),焊枪行走角位置5°至15°,富氩混和气体保护焊的三瓶气体(Ar、CO2及O2)通过配比器给焊机供气,每瓶气体压力不小于0.3MPa。各种试件焊接工艺参数如表2所示。
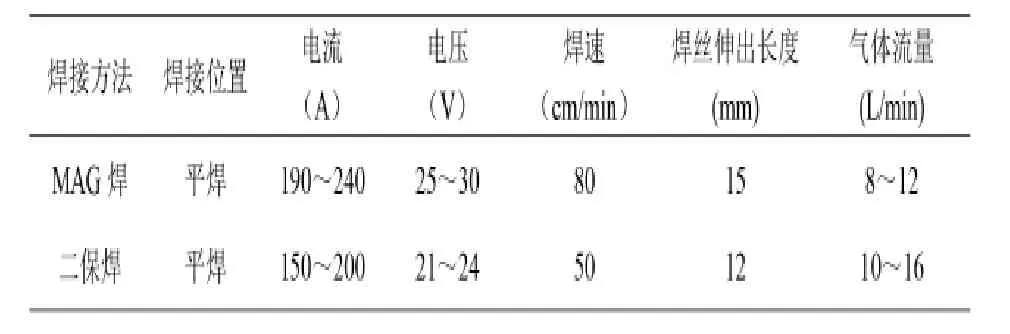
表2 焊接工艺参数
3.试验方法
根据GB/T2651-2008《焊接接头拉伸试验方法》标准规定,加工试样并使用WE-300A万能试验机进行拉伸试验;根据GB/T2653-2008《焊接接头弯曲试验方法》的规定取样和使用WE-300A万能试验机进行弯曲试验;根据GB/T2650-2008《焊接接头冲击试验方法》加工试样,使用CST-50冲击试样投影仪检查试样,使用JB-300B冲击试验机进行试验。具体取样数量及注释如表3所示。

表3 力学性能试验取样数量
焊件焊接接头力学性能试验结果如表4所示。
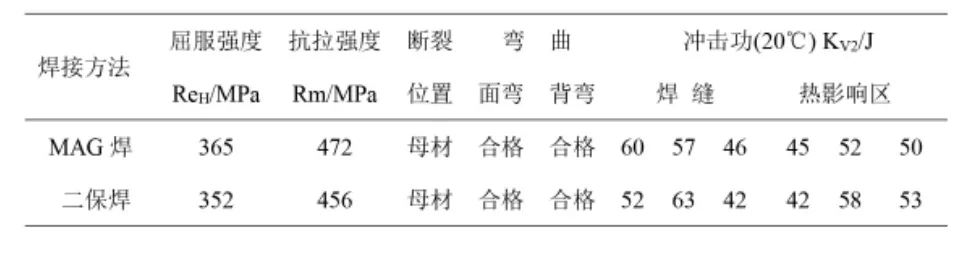
表4 焊件焊接接头力学性能
二、试验结果分析及结论
1.试验结果分析
由表4焊件焊接接头性能测试结果可知:富氩Ar80%+CO215%+O25%,混和气体保护焊焊接性能满足设计要求。焊缝外观光滑,波纹细密,焊缝质量好。
拉伸试样断裂前有较为宏观塑性变形,与拉伸轴呈45°角。断口为典型的韧性断裂,有光亮的金属光泽,外形呈杯锥状,纤维区、放射区和剪切唇区分比较明显。在静载条件下,无论选用哪种焊接方法,拉伸试样的断裂位置均为远离焊缝的母材,焊接接头均不是薄弱环节。两件试样的屈服强度和抗拉强度均高于其母材标准值。
4件弯曲试样弯曲角度180°,均未见有缺欠,焊缝塑性良好。焊缝和热影响区的冲击试样均满足其母材最低要求。
2.结论
根据试验所得工艺参数,我们进行深松机和插秧机的焊接试验,并同以前二护焊的焊接件进行了对比,MAG焊比二保焊有更大的优势:
(1)MAG焊的焊接接头力学性能能满足农机设备要求。另外MAG焊与二保焊可使用相同的焊机,在已普遍运用二保焊的农机制造行业中,更容易推广这种方法。
(2)与二保焊相比,MAG焊缝成形好,飞溅更少。这是因为加入少量氧气降低了液体金属的粘度,减少了表面张力,增加了熔池液态金属的润湿性,稳定了阴极斑点,提高了电弧的稳定性,减少了焊接过程中液态金属的飞溅。二保焊为了提高外表质量而进行打磨,增加了辅助工序及额外消耗,而MAG焊却基本不用打磨。在进行总成本比较时,MAG焊成本略有下降,具有较好的综合效益,在农机制造行业值得推广应用。

猜你喜欢
冶金能源(2022年1期)2022-02-18
核科学与工程(2021年4期)2022-01-12
哈尔滨轴承(2021年1期)2021-07-21
绥化学院学报(2020年12期)2020-12-11
哈尔滨轴承(2020年2期)2020-11-06
哈尔滨轴承(2020年1期)2020-11-03
中华胃食管反流病电子杂志(2017年2期)2017-10-27
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
