
生料辊压机终粉磨改造后工艺布局的优化
2018-06-09 07:50:26于海峰
水泥技术 2018年3期
于海峰
1 前言
河南省同力水泥有限公司2号线是2 500t/d熟料生产线,原料粉磨系统采用球磨机粉磨工艺。由于原料粉磨系统粉磨能力不足、电耗高,生料粉磨系统历年平均电耗在22.63kWh/t以上,生产维护费用高。我国颁布的《关于印发水泥企业用电实行基于能耗标准阶梯电价政策实施细则》中提出,2015年开始执行“可比熟料综合电耗>64kWh/t但≤67kWh/t的,用电每千瓦时加价0.1元;可比熟料综合电耗>67kWh/t的,用电每千瓦时加价0.2元。”的要求。受国家新的水泥能耗限额标准和水泥行业准入条件制约,鉴于公司生料系统现状,2015年10月由合肥水泥研究设计院有限公司设计,公司对2号线生料球磨机粉磨系统进行了技改,以达到提产、节能降耗、减少运行时间、降低运行成本目的,从而达到国家能耗标准要求。
2 技改工艺布局
在原来的球磨机厂房外,公司新增一套HFCG160-140辊压机,功率2×1 120kW;V4000型气流分级机(利用原磨机基础布置于现有磨房内)与原球磨机系统中现有的风路、选粉、废气处理等系统组合,形成新的辊压机终粉磨系统。工艺流程见图1。
3 改造效果
2016年3月技改投产后,生料辊压机终粉磨系统提产、降耗明显,达到了技改的预期目的。
众所周知,在球磨机中,物料受到的是剪应力和压力两种力的综合作用,而在辊压机中,磨辊对颗粒物料破碎过程只施加了纯粹的压力。生产实践证明,物料受压力所产生的应变相当于剪应力所产生应变的5倍,故和球磨机相比,2号生料辊压机的产量由原有的190t/h提高至220t/h以上,生料工序电耗从目前的22.63kWh/t降低至12.2kWh/t,极大地提高了劳动生产效率,降低了能耗,熟料电耗比改造前降低了20%~30%。生料粉磨系统生产能力大幅度提高,与窑系统更加匹配,更加有利于熟料烧成系统的连续稳定运行。
采用辊压机终粉磨,在磨辊的高压下,物料受挤压形成密实的料床,物料颗粒内部产生强大的应力,使颗粒产生裂纹,有的颗粒被粉碎,从辊压机内部卸出的物料形成强度很低的料饼,这些料饼机械强度低,受搓即碎,经V型选粉机打散后,粒度在2mm以下的占80%~90%,其中粒度80μm以下的占30%左右。生料辊压机生产能力大幅提高,可充分实现利用峰谷用电制度,进一步降低企业运行成本,见表1。
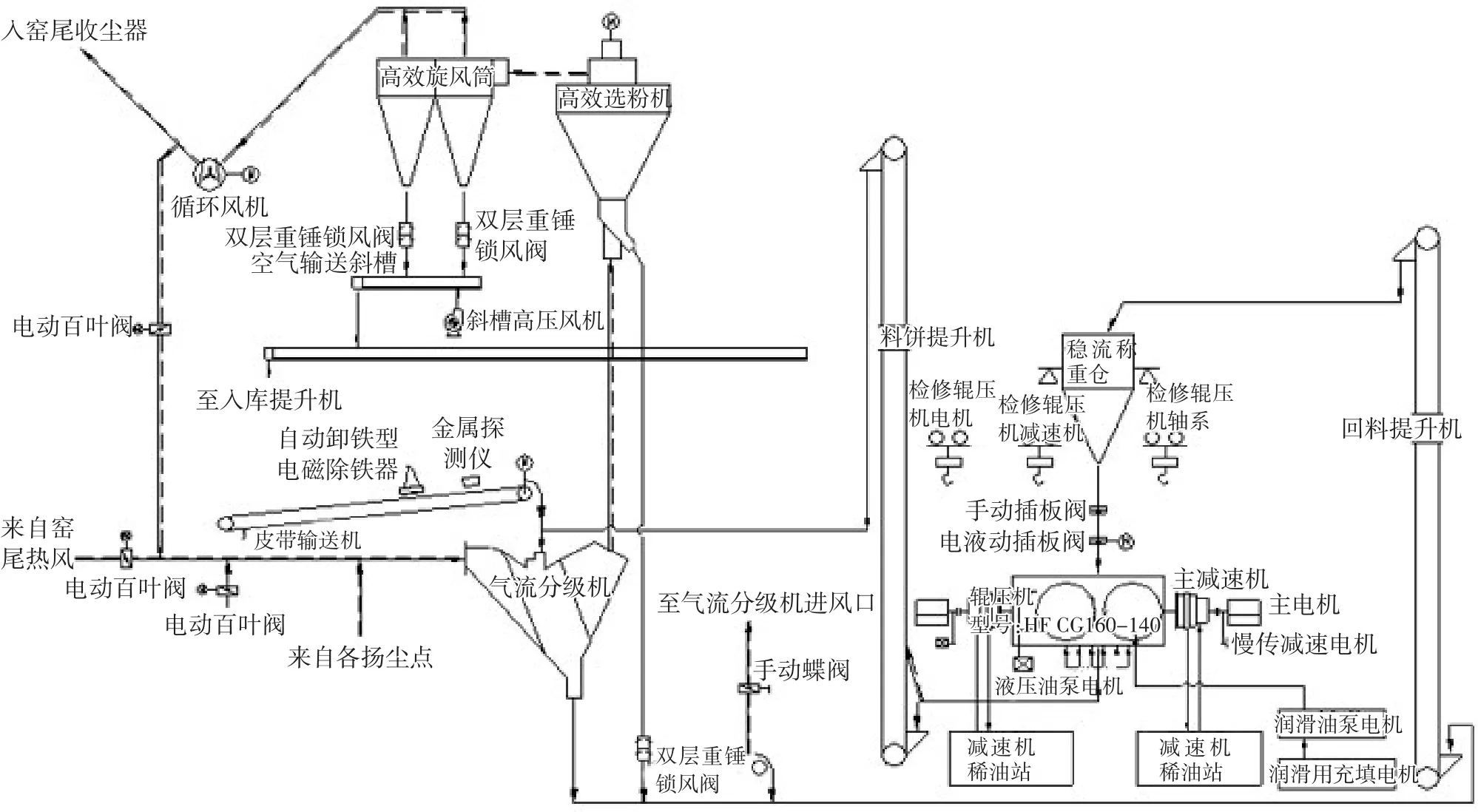
图1 工艺流程图
4 生产中的不正常问题汇总及解决措施
由于辊压机操作系统对我们来说是全新的操作系统,再加上在技改过程中,部分工艺布局没有达到理想状态,制约着达产以及环保的达标,生产中不稳定状况时有发生。为此,经过不断地对工艺布局进行改进,使辊压机终粉磨系统达到了最优化生产。

表1 改造前后主要设备表
4.1 辊压机进料粒度大于系统要求粒度
辊压机要求进料粒度≤60mm,如果出现≥60mm大块物料,辊压机将出现以下情况:(1)辊压机振动严重,导致辊压机紧固件松动。(2)辊缝瞬时加大,磨辊压力瞬时增高,导致辊压机跳停,次数频繁时将损坏氮气囊及液压缸。
2017年7月,因矿山破碎机出口篦条变形且断裂一根,致使>100mm大块碎石进入辊压机,造成左侧磨辊频繁加压,加压频度>20次/h后,辊压机开始跳车,无法运行。停车打开液压缸后发现,左侧液压缸活塞崩裂一道裂缝,漏油泄压,致使液压油泵频繁加压,导致辊压机跳停,更换活塞后生产正常。
针对以上情况,我们采取了以下措施:
(1)更换矿山破碎机出料篦板,控制碎石粒度≤30mm,严格限制进厂砂岩粒度≤30mm。
(2)在原料调配站下料口安装≤30mm篦条,大块物料被筛分后返回矿山继续破碎。
4.2 侧挡板磨损或断裂导致辊压机物料循环量增大,产量大幅下降
辊压机设置侧挡板的目的是为了控制侧挡板与磨辊端面的最小间隙,确保物料的挤压质量。在侧挡板与磨辊端面不接触的前提下,减少边缘漏料,满足设备过饱和喂料的操作要求,保证辊子中间的物料达到最好挤压效果,增加细粉量。为此,设计要求侧挡板与辊子两端正常的工作间隙为2~3mm,实际生产可以控制到1.8~2.0mm,如果二者间隙过大将产生以下问题:
(1)产生“边缘效应”。边缘效应会使挤压效果变差,细粉量少,甚至漏料严重,导致辊压机产量降低。
(2)大部分粗颗粒物料进入后续动态选粉机及V型选粉机后,会对分选设备内部选粉叶片和撒料装置造成较大磨损,影响后续设备的安全运转。
(3)由于辊压机循环负荷加大,料饼以及循环斗式提升机电机电流会异常增高,对设备安全运转极其不利。
2016年5月3日,由于两端侧挡板磨损严重,工作间隙值变大,边缘漏料加重,细粉量显著减少,辊压机循环负荷加大,导致料饼斗式提升机和循环斗式提升机两台提升机电流异常升高,甚至达到报警值,操作员被迫减料运行,降低辊压机产量。停车发现辊压机北侧侧挡板由于连接螺栓断裂而脱落,南侧侧挡板下部一截磨损脱落。
我们在磨损严重的侧挡板下端设置了高硬度的硬质合金材料,以减少磨损,延长使用周期;定时检查侧挡板磨损情况并及时更换侧挡板;将侧挡板与磨辊端面间隙控制在1.8~2.0mm之间,确保物料的挤压质量,为辊压机高效运转打下了坚实基础。
4.3 动态选粉机旋风筒堵塞,导致循环风机电机电流超高报警
2017年4月2日,操作员发现辊压机循环风机电机电流频繁报警,检查电器部分未见异常。通过工艺技术人员检查发现,动态选粉机的四个旋风筒堵塞两个,物料不能被及时排走,细料则被循环风带走,导致循环风机内部含尘浓度增加,致使循环风机电流超高报警,经过处理,系统恢复正常。
通过各设备电流曲线以及事故分析得知:
(1)造成事故发生的原因主要是辊压机侧挡板间隙过大。停机检查发现南侧侧挡板顶丝杠由于受力过大发生弯曲,使侧挡板与两磨辊端面间隙扩大到10mm。
(2)两台斗式提升机电流偏高,操作员误以为是台时产量过高所致,操作上将喂料量由原来220t/h降至180t/h;加大循环风机变频器开度,增大拉风量;降低选粉机转速10%,试图通过降低生料细度和循环负荷缓解斗式提升机电流高的情况。在现场处理事故时发现,旋风筒内物料颗粒粗大,空气输送斜槽走料不顺,致使物料堆积,锁风阀被压死。
上述两次事故的发生,进一步表明了辊压机侧挡板与磨辊之间的间隙对生产、工艺操作的重要性。

图2 安装前

图3 刚安装的回料箱

图4 正在使用中的回料箱

图5 安装后内部篦条

图6 新安装入称重仓回料管
4.4 对管道除铁器系统进行改造,确保环保和除铁两不误
辊压机喂料系统中必须安装两台除铁器以防止铁块落入辊压机中,对磨辊造成损害。在混合皮带上安装一台电磁式带式除铁器,除去的是大块铁块,所除废铁被拉到废铁堆;在入称重仓管道上安装一台永磁式管道除铁器,除去的是小的螺栓及碎铁块。由于本次改造未设计含铁细粉回料装置,而是直接外排,造成了环境污染问题。为此我们专门设计了回料系统,通过加装篦子,将碎铁块过滤后,细粉又回到辊压机小仓内。本次小技改既解决了环境问题,又减轻了巡检工工作量,如图2~6所示。
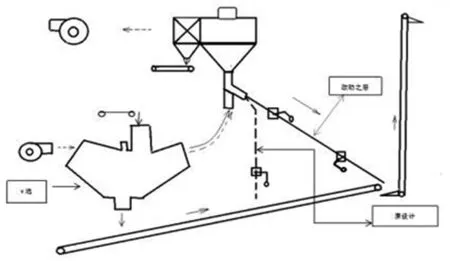
图7 改进后的动态选粉机工艺流程图
4.5 对动态选粉机粗粉回料溜管位置进行移动的改进
原设计选粉机粗粉回料管出口位于循环皮带中部,试生产时由于粗料粉从高空落下,对循环输送皮带冲击力度较大,导致现场粉尘飞扬。皮带受来料冲击的影响,皮带处跑偏特别严重,漏料加剧,即便调节张紧装置也无法保证生产。为了改变这种局面,我们做了以下改进(见图7):
(1)将选粉机回粉管出口移动到皮带头轮入口处,粗粉直接入循环斗式提升机,大大减少了循环皮带的负荷。

图8 新加积料斗

图9 新加积料斗

图10 工人正在打孔作业

图11 新安装回料管穿墙
图12 新安装回料管入斗式提升机入口
(2)为了降低物料向下冲击的力度,原设计为一道翻板锁风阀,本次在回粉溜管不同高度位置处各加了方向相反的两道锁风阀。
(3)回粉溜管底板设计成阶梯状,减少物料对溜子底部的磨损。
(4)循环皮带头轮加装了漏料回收装置,收集后的皮带头轮漏料又回到料饼斗式提升机内参与循环(见图8~12)。
改进后循环输送皮带不再跑偏,运转正常,现场环境达到了环保要求,岗位工清料的工作负担大大降低。
4.6 均匀分布入V型选粉机物料
进料时,料饼应均匀分布在V型选粉机入料口处,否则会降低分级效率。
V型选粉机的内部是由阶梯式导流板构成,作用是将料饼打散和分级,气流通过导流板间隙将细粉选出。此次改造中,我们将入V型选粉机溜子设计为四个入料口,在生产过程中,一旦其中一个或两个溜子因物料水分高以及粘结性强等原因发生堵塞,将会引起以下两种情况:
(1)由于系统风是从V型选粉机抽出,而入料口一旦堵塞,必将引起料饼斗式提升机溜子通风面积减小,引起V型选粉机入口处及斗式提升机头轮处出现正压,污染现场环境。
(2)由于物料过于集中,不能形成松散均匀料带,物料落入V型选粉机不均匀,物料打散效果差,从而使V型选粉机分级效率降低,影响撒料效果,并且影响辊压机台时产量。
因此,我们在四个下料溜管上分别加装了四个观察门,以便在日常巡检或停车检修时检查和处理。
5 结语
经过对工艺布局的不断改进后,辊压机终粉磨系统生产逐渐达到了理想工作状态,操作员对辊压机的操作也日臻娴熟。近一年来,系统生产稳定,产量保持在220t/h。在保证回转窑生产的情况下,辊压机每天中班可停车8h节电,生料工序电耗平均可控制在12.2kWh/t,与球磨机相比,降低了约50%;0.08mm方孔筛筛余稳定控制在18%以下,0.2mm方孔筛筛余稳定控制在2%以下;现场生产环境优良,达到了技改要求。■
猜你喜欢
矿山机械(2022年6期)2022-06-18 10:33:50
现代食品(2021年16期)2021-09-15 07:38:46
大电机技术(2021年3期)2021-07-16 05:38:24
水泥技术(2020年5期)2020-10-30 03:37:14
水泥工程(2020年6期)2020-05-11 02:14:38
电子测试(2018年18期)2018-11-14 02:30:44
装备机械(2017年3期)2017-11-09 06:59:32
工业设计(2016年5期)2016-05-04 04:00:50
中国粮油学报(2016年5期)2016-01-23 02:44:58
新世纪水泥导报(2015年4期)2015-12-21 14:07:32
