
重载线路用新型钢轨闪光焊质量研究
2018-06-08 10:26赵曦
电焊机 2018年5期
赵 曦
(中国铁路北京局集团有限公司北京工电大修段,北京102206)
0 前言
随着铁路运输行业的飞速发展,能较大程度提升货运能力的重载铁路得到各国重视,对重载线路钢轨铺设也提出了更高的要求。我国大力开展重载运输技术研究和重载铁路建设,经过不断的开拓发展,形成了大秦、朔黄、大包、蒙西和瓦日等一系列的重载线路运输技术体系。。
在大秦、朔黄等运煤专线上,现有钢轨的耐磨性已不能满足长寿命使用要求。在此基础上PG4、PG5及贝氏体钢轨等各类高强钢轨相继研发问世,其高强度和高耐磨性能够显著改善重载铁路需求。
本研究通过闪光焊焊接重载用新型钢轨PG5和贝氏体钢轨,研究其焊接接头质量,实现PG5和贝氏体钢轨的焊接,为后续改善焊接工艺及推广高强度钢轨应用提供依据。
1 试验方法和设备
试验用攀钢 75N·U95Cr(PG5)热处理钢轨的化学成分及力学性能见表1。试验用包钢75N·U20Mn贝氏体钢轨的化学成分及力学性能见表2。
PG5和贝氏体轨在钢轨成分上区别于以往的钒轨和锰轨,碳含量的增加和合金元素的加入均对钢轨的可焊性产生明显影响,以往的焊接参数并不适合作为焊接PG5和贝氏体轨的试验基础参数[1-3]。大量试验研究表明,通过调整焊接参数以及热处理时的加热温度和风压,加热和冷却接头,可找到合适的焊接工艺参数和热处理参数[3]。目前铁道行业标准在钢轨焊接接头的硬度方面并未区分重载铁路和普通铁路,在试验中采用了与普通铁路一样的热处理作业过程[4],使钢轨焊接接头硬度达到TB/T1632-2014《钢轨焊接》中的相关要求。

表1 75N·U95Cr(PG5)热处理钢轨化学成分及力学性能

表2 75N·U20M n贝氏体钢轨化学成分及力学性能
试验设备为GAAS80/580闪光焊机,焊后通过感应加热进行正火工序,实现PG5钢轨和贝氏体钢轨的焊接。闪光焊焊接PG5热处理钢轨主要参数如表3所示,焊后采用单频电感应正火,加热到920℃后停止加热(加热时间130~150 s)。并进行自动喷风处理,喷风压力0.22~0.25MPa,喷风时间120 s。

表3 PG5钢轨闪光焊焊接主要参数
闪光焊焊接贝氏体钢轨主要参数如表4所示。
焊后采用双频电感应正火,低频转高频温度830℃(低频加热时间150~160 s),加热到880℃后停止加热(总加热时间240~280 s)。不进行喷风冷却。
PG5钢轨和贝氏体钢轨的闪光焊焊接记录曲线如图1所示,根据各接头的记录曲线统计参数检测值,得到顶锻量、顶锻速度等参数如表5所示。
按照TB/T1632-2014《钢轨焊接》要求取样,进行落锤试验、硬度试验、显微组织、拉伸试验、冲击试验、静弯试验和疲劳试验等性能试验,检验接头焊接质量。
2 PG5钢轨闪光焊接头质量
2.1 落锤性能
按TB/T1632-2014《钢轨焊接》要求:锤重1.0 t,落锤高度6.4m,支点间距1.0m,连续25个接头一锤不断为合格[5]。
经过试验,PG5闪光焊A001~A025接头连续一锤不断,通过了落锤检验,扰度15~17mm。落锤断口如图2所示,断口撕裂感明显,焊接效果良好。
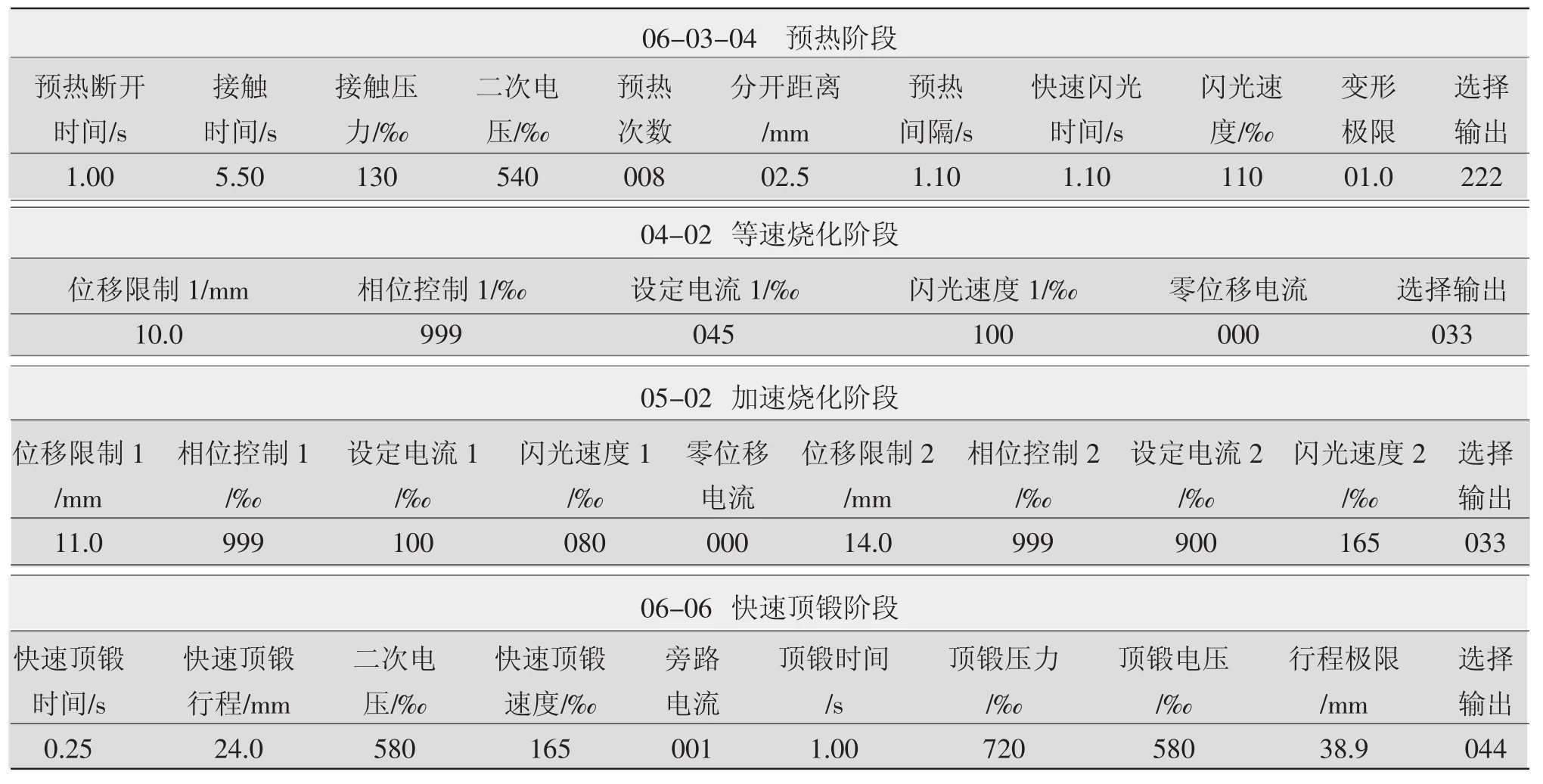
表4 贝氏体钢轨闪光焊焊接主要参数

图1 闪光焊焊接记录曲线

表5 闪光焊焊接过程主要参数检测值
2.2 冲击性能
按TB/T1632-2014标准对A041号接头取样进行冲击试验,采用夏比U型缺口冲击试验方法,结果如表6所示。冲击功均值为11.1 J,接头冲击性能及韧性达到良好水平。
2.3 拉伸性能
按TB/T1632-2014标准对A042号接头取样进行拉伸试验,轨头、轨腰和轨底各取3个试样,结果如表7所示。抗拉强度均值为1 090MPa,断后延伸率均值为8%,接头抗拉性能良好。

图2 PG5钢轨闪光焊接头落锤断口照片
2.4 硬度性能
PG5钢轨闪光焊接头试样硬度分布如图3所所示。图3a为PG5焊接接头A043和A044的轨顶面布氏硬度分布,图3b为A045纵断面洛氏硬度分布。接头轨顶面和纵断面硬度以焊缝零位置线为中心呈对称分布。

表6 PG5钢轨闪光焊接头冲击试验结果

表7 PG5钢轨闪光焊接头拉伸试验结果
用5%硝酸酒精腐蚀测试面,出现两侧热影响区与母材交界线。以两交界线内硬度均值为焊缝均值HJ,两交界线外硬度均值为母材均值HP。以母材均值的90%划分软化区,低于该划分线区域为软化区,软化区硬度均值HJ1。硬度试验统计结果如表8所示。PG5闪光焊接头HJ/HP和HJ1/HP均满足TB/T1632-2014标准要求,硬度指标达标,软化区宽度亦满足标准要求,但宽度较宽,后续可通过调节正火及冷却工艺来缩小软化区,避免接头出现马鞍形磨耗。
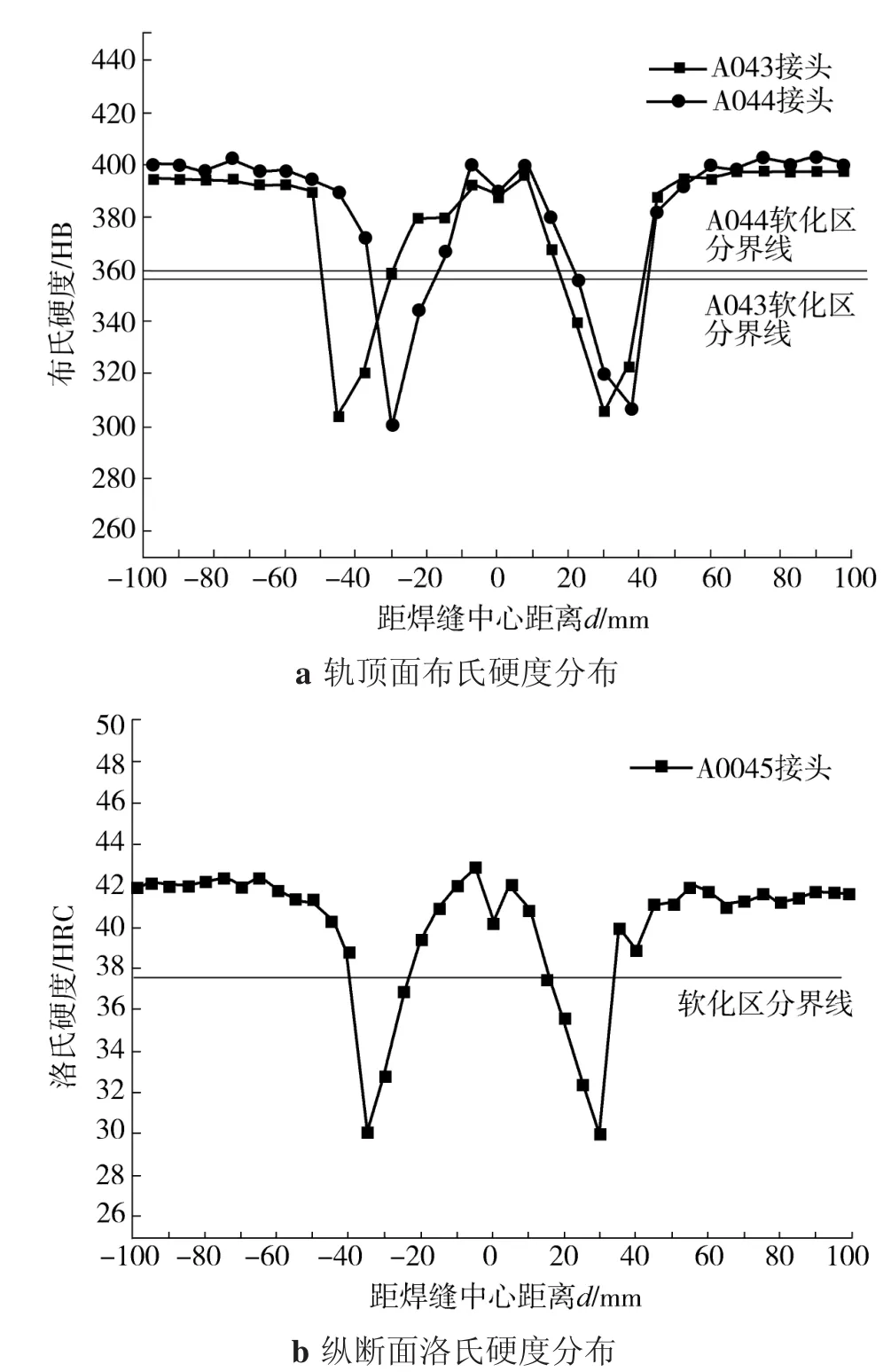
图3 PG5钢轨闪光焊接头试样硬度分布

表8 PG5钢轨闪光焊接头硬度试验结果
2.5 显微组织及晶粒度
利用硬度试件A043和A044接头进行显微组织试验和晶粒度检验,按TB1632-2014标准取样,轨头1处,轨底三角区1处,轨底角2处。观察显微组织发现,各试样组织一致,焊缝和热影响区组织均为珠光体和少量铁素体,未发现异常组织。A044接头轨头显微组织如图4所示。TB/T1632.2-2014要求焊缝晶粒度:轨头和轨脚边缘部分不应低于8级,轨底三角区不应低于6级[5],试验获得的各试样焊缝和热影响区晶粒度等级均在8级以上(见表9),满足标准要求。晶粒细小,力学性能良好。
2.6 静弯及疲劳性能
静弯试验结果表明:A026~A029、A031~A034和A036~A039三组接头轨头受压,承受1 850 kN载荷未发生断裂;A030、A035和A040接头轨头受拉,承受1 600 kN载荷未发生断裂,满足TB/T1632-2014标准要求。
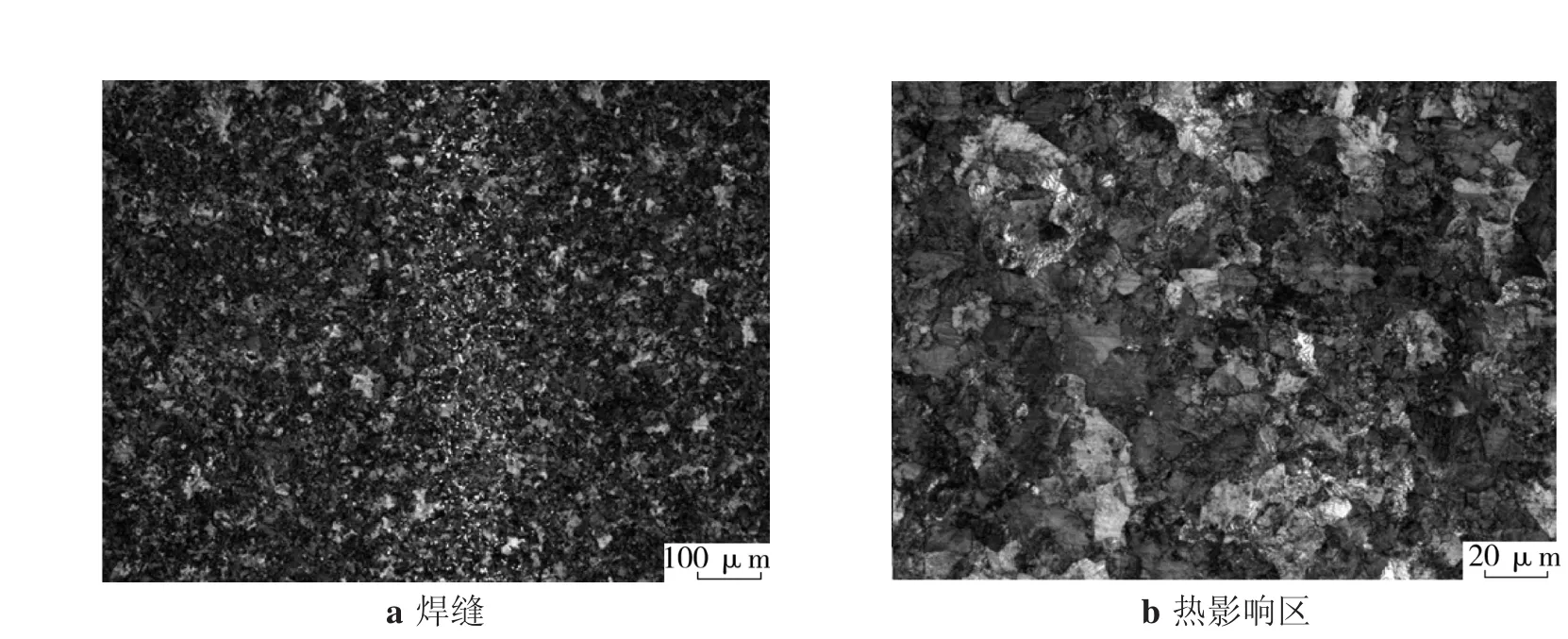
图4 A044接头轨头试样显微组织

表9 PG5钢轨闪光焊接头显微组织晶粒度等级汇总
疲劳试验结果表明:A046~A048接头在支距为1.4m,Fmin=86 kN,Fmax=429 kN载荷(频率5Hz)作用下,循环2×106次未发生断裂,满足TB/T1632-2014标准要求。
3 U20M n贝氏体钢轨闪光焊的接头质量
3.1 落锤性能
按TB/T1632-2014《钢轨焊接》要求:锤重1.0 t,落锤高度6.4m,支点间距1.0m,连续25个接头一锤不断为合格[5]。
经过试验,U20Mn贝氏体闪光焊B001~B025接头连续一锤不断,通过了落锤检验。落锤断口如图5所示,断口未见明显缺陷,焊接效果良好。
3.2 冲击性能
按TB/T1632-2014标准对B041号接头取样进行冲击试验,采用夏比U型缺口冲击试验方法,结果见表10。冲击功均值为38.3 J,接头冲击性能及韧性良好。

图5 贝氏体钢轨闪光焊接头落锤断口照片
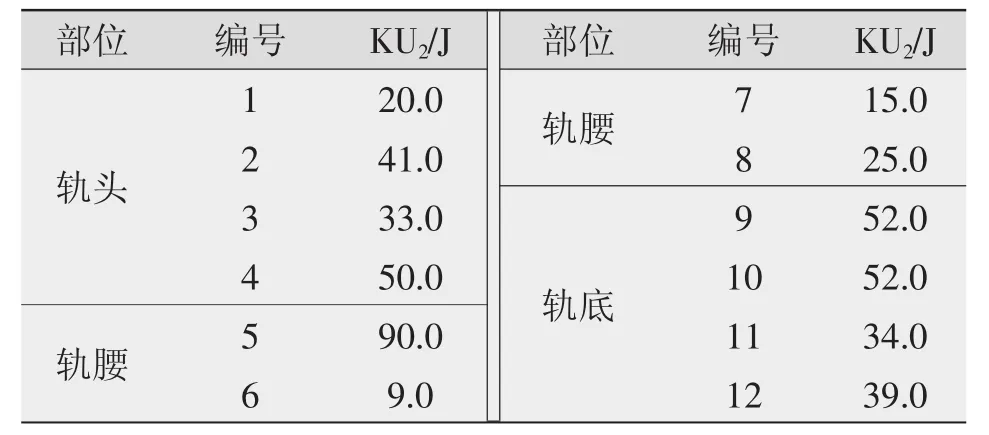
表10 贝氏体钢轨闪光焊接头冲击试验结果
3.3 拉伸性能
按TB/T1632-2014标准对B042号接头取样进行拉伸试验,轨头、轨腰和轨底各取3个试样,结果见表11。抗拉强度均值为1 081MPa,断后延伸率均值为8%,接头抗拉性能良好。
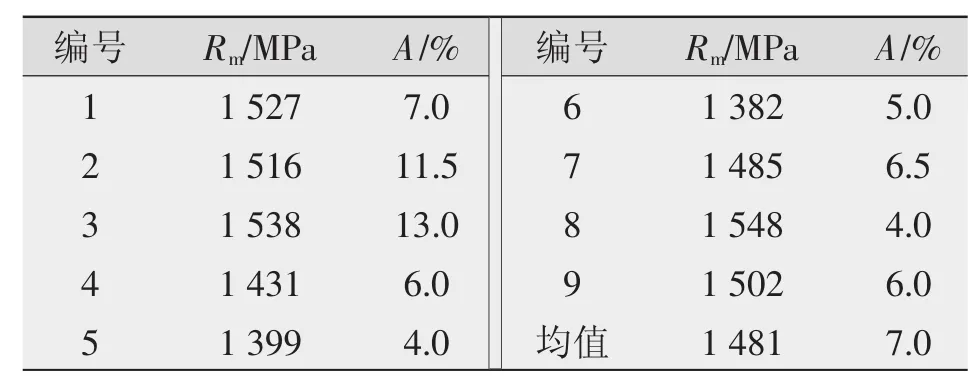
表11 贝氏体钢轨闪光焊接头拉伸试验结果
3.4 硬度性能
贝氏体钢轨闪光焊接头试样硬度分布如图6所示。图6a为贝氏体焊接接头B043和B044的轨顶面布氏硬度分布,图6b为B045和B046纵断面测试线1洛氏硬度分布。接头轨顶面和纵断面硬度呈对称分布。
硬度统计结果见表12。试验获得的贝氏体闪光焊接头HJ/HP值和HJ1/HP值均满足TB/T1632-2014标准要求,硬度指标达标,接头硬度与母材相当,有利于减少马鞍型磨耗,软化区宽度亦满足标准要求。
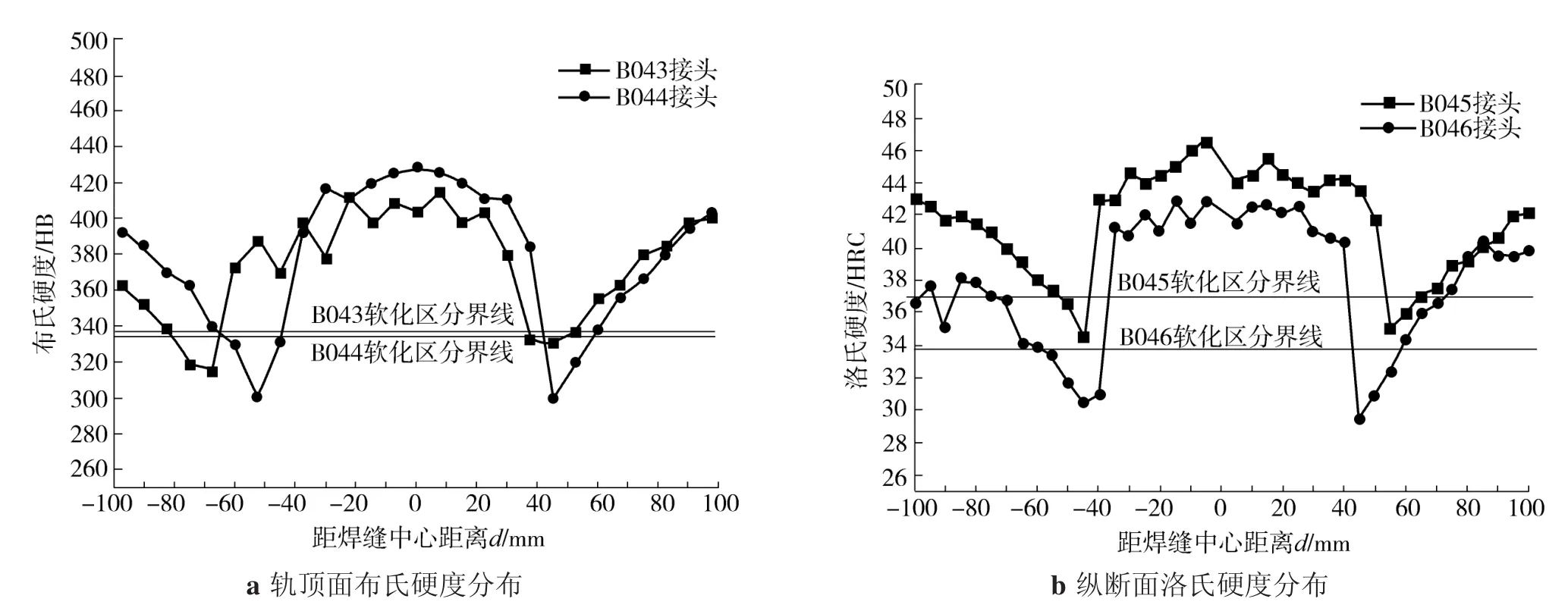
图6 贝氏体钢轨闪光焊接头试样硬度分布

表12 贝氏体钢轨闪光焊接头硬度试验结果
3.5 显微组织及晶粒度
利用硬度试件B043和B044接头进行显微组织试验和晶粒度检验,试样取样位置为轨头3处,轨底角2处。
观察显微组织发现,焊缝和热影响区组织均为贝氏体和少量铁素体,未发现异常组织。B043接头轨头显微组织如图7所示。
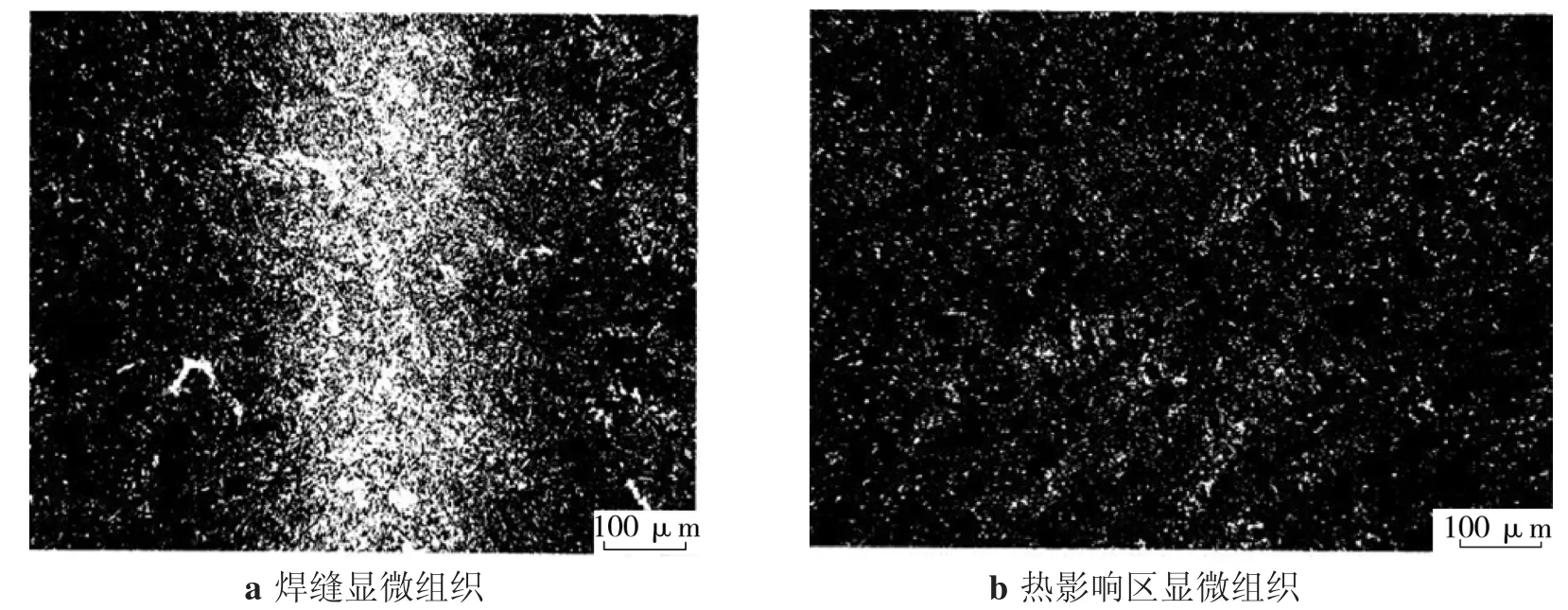
图7 B043接头轨头踏面试样显微组织
TB/T1632.2-2014要求焊缝晶粒度:轨头和轨脚边缘部分不应低于8级,轨底三角区不应低于6级[5],各试样焊缝和热影响区晶粒度等级均在8级以上,见表13。晶粒细小,力学性能良好
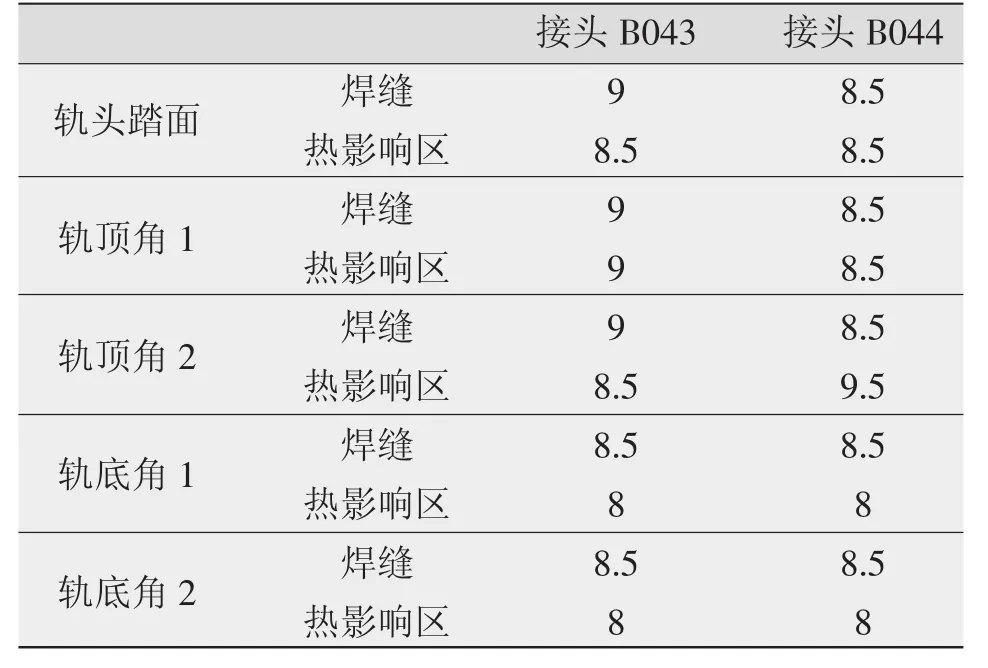
表13 贝氏体钢轨闪光焊接头显微组织晶粒度等级汇总
3.6 静弯及疲劳性能
静弯试验结果表明:B026~A029、B031~B034和B036~B039三组接头轨头受压,承受1 850 kN载荷未发生断裂;B030、B035和B040接头轨头受拉,承受1 600 kN载荷未发生断裂,满足TB/T1632-2014标准要求。
疲劳试验结果表明:B047~B049接头在支距为1.4m,Fmin=86 kN,Fmax=429 kN载荷(频率5Hz)作用下,循环5×106次未发生断裂,满足标准要求。
4 结论
(1)采用GAAS80/580闪光焊机及配套焊接正火工艺,分别对攀钢75N·U95Cr(PG5)热处理钢轨和包钢75N·U20Mn贝氏体钢轨进行焊接,经落锤、硬度、冲击、拉伸、疲劳、静弯等试验检测,其焊接质量满足标准TB/T1632-2014《钢轨焊接》的要求,工艺具有良好的稳定性。
(2)PG5钢轨接头冲击功均值11.1 J,抗拉强度1 090MPa,断后延伸率8%,硬度呈对称分布,HJ/HP值为0.91,HJ1/HP值为0.81,晶粒细小,无马氏体等硬脆组织,晶粒度在8.5级以上,接头综合性能良好。
(3)贝氏体钢轨接头冲击功均值38.3 J,抗拉强度1 081MPa,断后延伸率7%,硬度呈对称分布,HJ/HP值为1.02,HJ1/HP值为0.86,接头硬度与母材相当,晶粒度在8级以上。
(4)成功利用闪光焊实现重载线路用新型钢轨焊接,为PG5钢轨和贝氏体钢轨现场焊接、延长重载铁路使用寿命提供了强力的技术支撑。
[1]刘伟,芦建峰,董平愚,等.GAAS80/580焊机工艺参数对焊接过程的影响及选择方法[J].铁道工务,2012[不详]:33-38.
[2]梁艳辉.浅谈GAAS80/580焊机影响焊轨内在质量的因素[J].铁道工务,2013[不详]:219-220.
[3]梁艳辉,郭军锋.攀钢PG5钢轨闪光焊接和热处理工艺优化[J].铁道工务,2013[不详]:80-82.
[4]张宪良,王红革,孙博,等.重载线路钢轨焊接接头硬度及平直度控制研究分析[J].铁道工务,2017(2):61-62.
[5]TB/T1632-2014,钢轨焊接[S].
猜你喜欢
山东冶金(2022年2期)2022-08-08
铁道建筑(2021年11期)2021-03-14
原子与分子物理学报(2020年5期)2020-03-17
金属加工(热加工)(2020年2期)2020-02-23
环球市场(2020年13期)2020-01-18
计算机测量与控制(2018年4期)2018-04-25
中国公路(2017年17期)2017-11-09
河北工业大学学报(2016年6期)2016-04-16
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29
