
作用阀潜在失效模式分析与优化研究
2018-05-31 09:05彭艳华李开晔
机电信息 2018年15期
周 婷 彭艳华 吴 剑 李开晔
(中车株洲电力机车有限公司,湖南株洲412001)
0 引言
制动系统是能够产生可控制的列车减速力,以实现和控制能量转换的装置或系统。机车制动系统是机车的一个重要组成部分,其制动性能的好坏直接影响铁路运输安全和效益。作用阀作为制动系统的关键部件,在目前国内制动系统上广泛运用,它通过放大自动制动控制器和单独制动控制器预控压力,实现小流量的制动缸预控压力对总风与制动缸之间大流量输出压力的控制,其性能好坏直接影响到制动机的安全性能。因此,进行作用阀的潜在失效模式分析与优化研究对于确保机车的正常运行具有十分重要的意义。
1 作用阀的结构及工作原理
1.1 作用阀的结构
作用阀主要由阀体、上盖、双胶阀杆、截断阀弹簧、阀座、阀杆、活塞杆、活塞、中继膜板、下盖等结构组成,如图1所示。
1.2 作用阀的工作原理
作用阀有三个作用位置:制动位、保压位和缓解位。
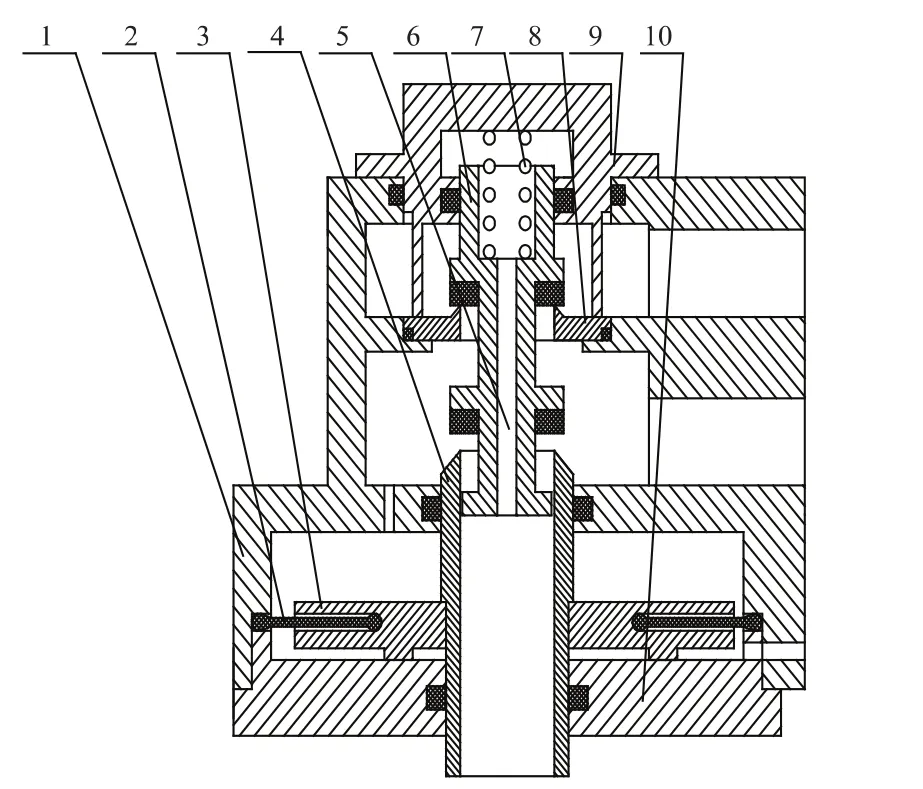
图1 作用阀结构示意图
1.2.1 制动位
当预控口压力上升时,活塞组件在下腔室压力的作用下向上移动,双胶阀杆下方O型圈压紧活塞组件上阀口,关断排气阀,并推动阀杆上移,双胶阀杆上方O型圈脱离阀座阀口,打开进气阀,总风向制动缸充风,制动缸压力上升。
1.2.2 保压位
当预控口压力保持时,制动缸压力通过溢流孔进入到活塞组件上腔室,反作用于活塞组件,活塞组件向下移动,当活塞组件上下腔室压力相等时,阀杆下移,双胶阀杆上方O型圈压紧阀座阀口,总风与制动缸之间的阀口关闭,切断总风与制动缸的通路,同时,制动缸与排气口之间的通路也被切断,制动缸压力保持。
1.2.3 缓解位
当预控口压力下降时,活塞组件上方腔室压力推动活塞组件向下移动,双胶阀杆上方O型圈仍压紧阀座阀口,总风与制动缸之间的通路切断。双胶阀杆下方O型圈脱离活塞组件下阀口,打开排气孔,制动缸压缩空气经阀杆排出,制动缸压力下降。
2 潜在失效模式分析
作用阀通过活塞带动活塞杆上下移动与双胶阀杆配合运动产生制动和缓解作用,其在制造过程中潜在失效模式主要有:关键零部件机加工尺寸超差、部件装配不良。
2.1 关键零部件机加工尺寸超差
2.1.1 失效后果
机加工部件尺寸不满足要求会造成零件之间配合不良。作用阀阀体、阀盖、活塞杆、活塞尺寸均有同轴度要求,尺寸精度要求高。制动时若阀体内孔同轴度超差,将可能会增加活塞运动阻力,导致作用阀制动和缓解动作异常、异常磨损等故障现象,影响作用阀正常使用。
2.1.2 失效原因分析
(1)加工设备选型不当。加工设备加工精度、粗糙度及形位公差低于加工产品尺寸要求。
(2)加工方法及工装不当。二次装夹及加工夹具使用不当易造成定位不准,部件变形,阀体回转孔系的同轴度不满足要求。
(3)加工刀具及检测工具选用不当。阀体等部件内沟槽尺寸加工难度大且不能直接使用简单的检测工具检测,加工刀具及检测工具选用不当易造成部件关键尺寸不满足要求。
(4)加工过程质量管控不严。未规定机加工产品的检验要求、检验项点及检验方法,造成不能直接测量的尺寸、形位公差、同轴度等关键尺寸不满足要求。
2.2 部件装配不良
2.2.1 失效后果
部件装配不良会造成零件之间的配合失效,活塞与活塞杆装配为过盈配合,压装不到位,长久使用易造成活塞与活塞杆松脱,当活塞杆与活塞松脱时,活塞将不能带动活塞杆下移,下阀口不能打开或不能完全打开,制动缸压力不能通过下阀口排出或排气能力受限,造成制动缸压力不能缓解或缓解慢等故障。
2.2.2 失效原因分析
(1)部件不清洁。导致异物进入制动系统管路,影响制动机风源质量。
(2)部件压装时变形。活塞与活塞杆压装时若压装压力过大,将导致活塞与活塞杆之间形成挤压,造成重要配合尺寸发生变化。
(3)部件压装不到位。活塞与活塞杆压装时若压装压力过小,将导致活塞杆不能与活塞贴合,活塞与活塞杆之间存在间隙,造成活塞组件行程偏短。
3 应对措施
3.1 关键零部件的制造优化及质量控制
(1)提高加工设备精度。阀体、阀盖、活塞杆与活塞等部件设计精度要求较高,通过采用数控车和加工中心保证各尺寸和形位公差精度。
(2)采用合适的加工方法及工装。针对阀体需二次装夹加工的回转孔,采用装夹工装等方法保证同轴度要求,阀盖等可以一次装夹加工的尺寸尽量减少二次装夹。活塞杆加工前对毛坯料进行调质热处理,防止加工变形。
(3)采用定制刀具加工内沟槽。阀体及阀盖不易加工的内沟槽采用定制的专用内沟槽刀和外圆槽刀加工。
(4)加强关键尺寸加工质量控制。规定机加工部件检验要求、检验项点及检验方法,首件加工产品检验合格方能开始批量加工,末件加工产品检验合格该批次加工产品方能判定为合格产品。
3.2 关键组装工序及过程控制
(1)加强零部件加工后、装配前及装配后的清洗、吹扫及防护管控,避免加工金属屑残留及外部环境的二次污染。
(2)将活塞与活塞杆压装工序识别为特殊过程,验证活塞与活塞杆压装压力,规定最小压装压力及最大压装压力。
(3)细化活塞压装后合格判定标准,如用手尝试将活塞与活塞杆旋转、将活塞反向退出活塞杆,看是否存在转动及松动趋势。加强作用阀二次检验及互检,操作者检验、试验合格后,检查人员对作用阀进行抽检,抽检合格方能判定为合格产品。
4 结语
对于制动系统而言,关键、重要的阀类质量直接决定制动机的性能,而关键、重要的阀类性能需要通过制造工艺进行保障,包括设备、工装、加工方法及加工后的检验标准等因素。本文通过上述理论分析与优化研究,提出了作用阀故障问题的改进措施和制造工艺优化的研究方向,部分措施已运用于实践中且改进效果良好,有效提高了制动系统的可靠性能。
[1]刘豫湘,陆缙华,潘传熙.DK-1型电空制动机与电力机车空气管路系统[M].北京:中国铁道出版社,2012.
[2]饶忠.列车制动[M].2版.北京:中国铁道出版社,2011.
猜你喜欢
铁道车辆(2022年2期)2022-05-07
理化检验(物理分册)(2021年11期)2021-12-08
科技创新与应用(2021年9期)2021-02-26
科学与生活(2021年27期)2021-01-11
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
湖北农机化(2020年4期)2020-07-24
中国核电(2018年3期)2018-10-10
铁道机车车辆(2018年3期)2018-07-11
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
