
去应力退火对连铸合结钢锻材A探伤缺陷的影响
2018-05-25 01:43马贵斌
山西冶金 2018年1期
马贵斌
(山西太钢不锈钢股份有限公司, 山西 太原 030003)
1 连铸合结钢锻材A去应力退火实验的背景
连铸合结钢锻材A属于超高强度钢,具有高强度和韧性,淬透性也较好,适宜制造要求一定强度和韧性较大的轴类零件(见图1),化学成分见表1。

图1 连铸合结钢锻材A实物图片

表1 连铸合结钢锻材A化学成分 %
某公司在连铸坯上线初期,签订一批连铸合结钢锻材A,订货状态为不退火,探伤级别为GB/T 6402—2008三级,出厂验收和用户验收均为合格,但用户放置一段时间后再次探伤时,发现探伤缺陷超标,造成退货,鉴于此,我们对同一批次的锻材进行工艺改进和对比试验,发现是否去应力退火对连铸合结钢锻材A探伤缺陷的影响比较明显[1]。
2 理论基础
将工件加热至tAc1以下某一温度,保温一定时间后冷却,使工件发生回复,从而消除残余内应力的工艺称为去应力退火(见图2)。
冷形变后的金属在低于再结晶温度加热,以去除内应力,但仍保留冷作硬化效果的热处理,称为去应力退火。
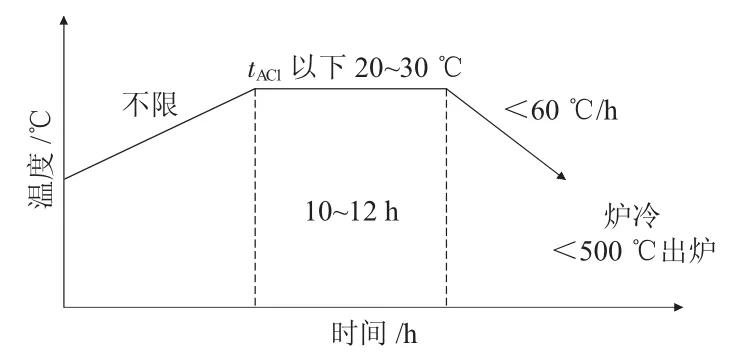
图2 去应力退火工艺
在实际生产中,去应力退火工艺的应用要比上述定义广泛得多。热锻轧、铸造、各种冷变形加工、切削或切割、焊接、热处理,甚至机器零部件装配后,在不改变组织状态、保留冷作、热作或表面硬化的条件下,对钢材或机器零部件进行较低温度的加热,以去除(全部或部分的)内应力,减小变形、开裂倾向的工艺,都可称为去应力退火[1]。
3 实验方案
取同一批次的连铸合结钢锻材A按两种工艺处理,分别取一批出厂检验有探伤缺陷但符合GB/T 6402—2008三级的锻材作为样本,并标注缺陷点,三个月后再在缺陷位置进行探伤检验,观察缺陷变化情况。
工艺A:连铸合结钢锻材A→加热→锻造→空冷→矫直→抛丸→探伤→精整→检验→交库。
工艺B:连铸合结钢锻材A→加热→锻造→去应力退火→矫直→抛丸→探伤→精整→检验→交库。
去应力退火曲线如图3所示。
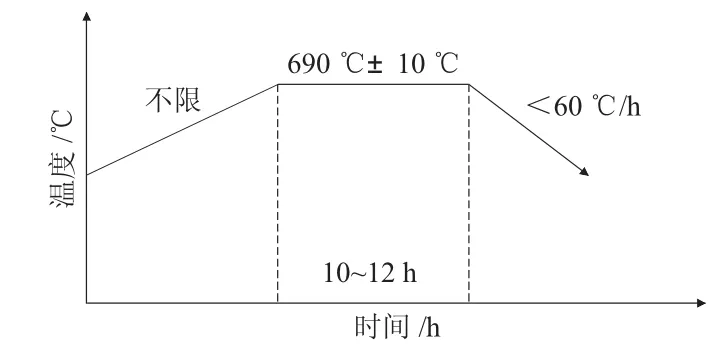
图3 连铸合结钢锻材A去应力退火工艺
4 实验结果
4.1 工艺A探伤缺陷
由图4和图5可知连铸合结钢锻材A在未去应力退火的状态下探伤缺陷明显长大。
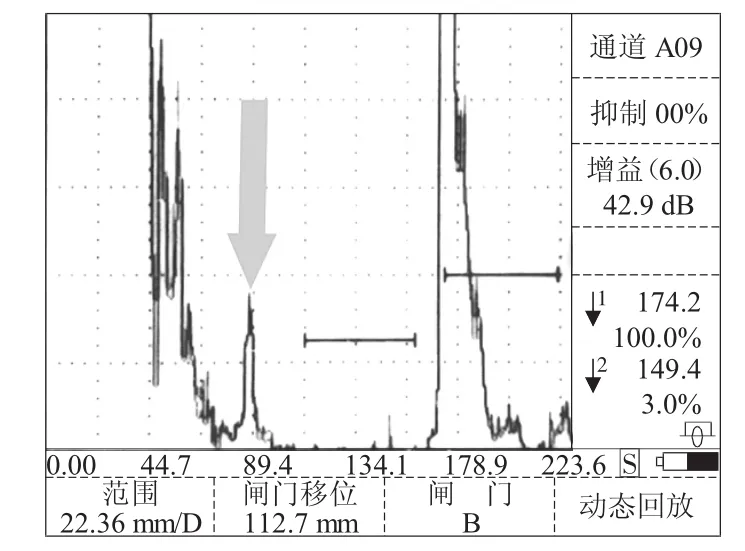
图4 工艺A出厂时探伤缺陷
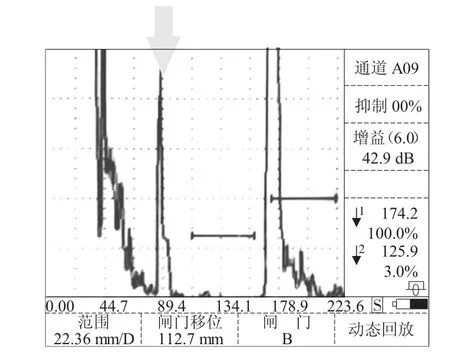
图5 工艺A三个月后探伤缺陷
4.2 工艺B探伤缺陷
由图6和图7可知,连铸合结钢锻材A去应力退火后探伤缺陷无明显长大。
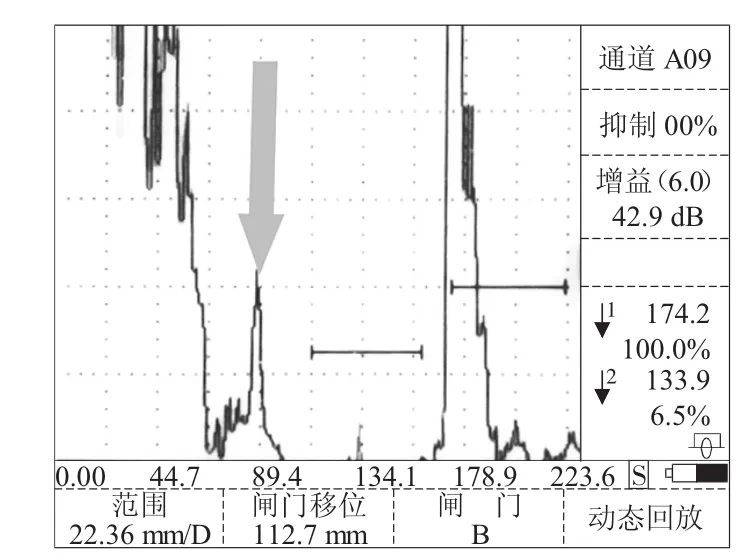
图6 工艺B出厂时探伤缺陷
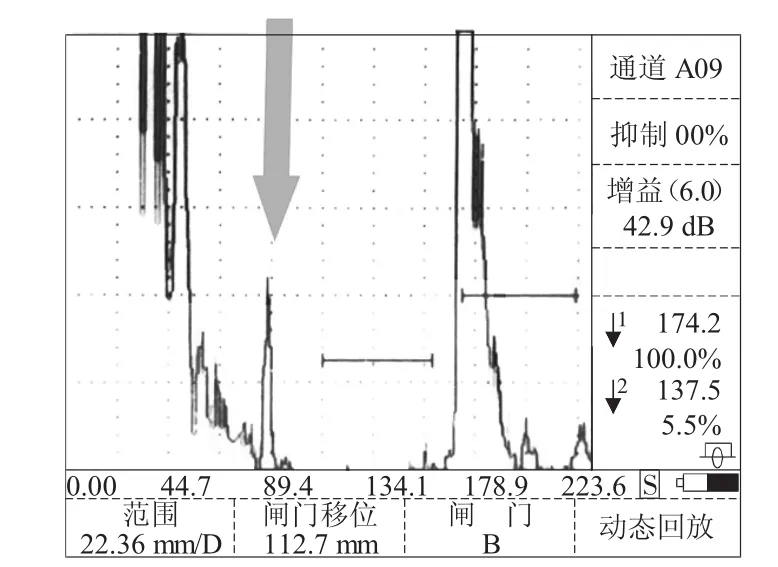
图7 工艺B三个月后探伤缺陷
5 结语
由于连铸坯上线初期,连铸合结钢锻材A部分原料上缺陷未能通过锻造来消除,加之锻后未及时去应力退火,残余应力未及时消除,放置一段时间后缺陷长大,探伤表象为缺陷超标。鉴于此,合结钢锻材A订货时按退火态交货,取得的明显的效果。
[1]潘建农.金属材料与热处理[M].长沙:湖南大学出版社,2009.
猜你喜欢
化工管理(2021年6期)2021-03-24
广东交通职业技术学院学报(2020年4期)2021-01-21
陶瓷学报(2019年5期)2019-01-12
知识文库(2018年11期)2018-10-20
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年3期)2017-06-21
科技与创新(2014年18期)2014-11-12
中国高新技术企业(2014年9期)2014-06-25
中国化肥信息(2014年37期)2014-02-27
中国化肥信息(2014年37期)2014-02-27
