抗震钢筋HRB500E生产工艺探究
2018-05-25 01:43:03樊宝华房金乐
山西冶金 2018年1期
樊宝华, 房金乐
(陕钢集团汉中钢铁有限责任公司, 陕西 汉中 724200)
陕钢集团汉中钢铁有限责任公司根据市场需求情况,从2013年开始研发试产HRB500E抗震钢筋,截至目前,HRB500E盘螺 Φ6~Φ12规格和棒材Φ12~Φ40实现了全覆盖,取得了很好的经济效益,占据了一定的市场。高强度热轧带肋钢筋不仅具有较高的强度,同时也具有较好的韧性,在提高工程质量减少钢筋的使用量方面作用明显。在开发过程中,HRB500E盘螺容易出现无屈服平台,直条螺纹钢经常有强屈比不合格情况发生。因此,公司结合检验结果、生产工艺以及理论分析,提出了一系列措施并通过验证[1]。
1 生产方案设计
1.1 钢坯成分设计(见表1)
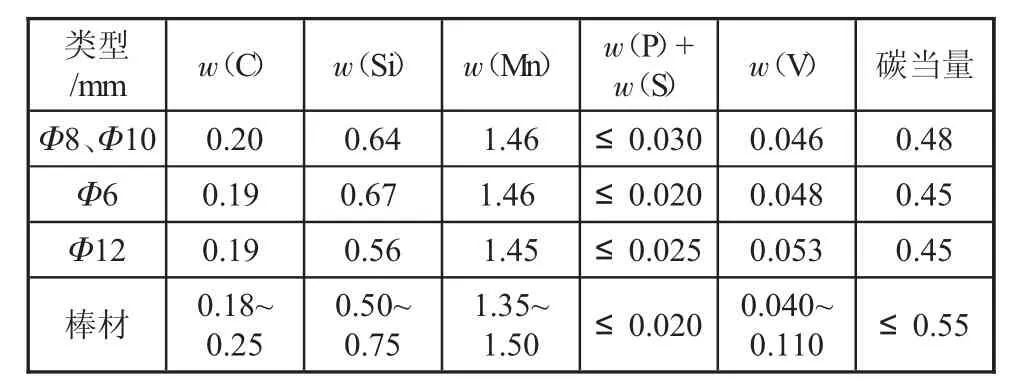
表1 钢坯成分设计 %
1.2 轧制工艺控制(见表2)

表2 轧制工艺控制
2 开发过程中存在的问题分析
HRB500E线材规格Φ6 mm、Φ8 mm规格螺纹钢在试生产时,有些批次出现无屈服平台现象,性能偏低;HRB500E棒材大部分规格容易产生强屈比不合格,导致性能待判[2-3]。
2.1 HRB500E线材Φ6、Φ8规格容易出现无屈服平台现象
2.1.1 钢材金相检验结果
如图1所示,试样组织为铁素体+珠光体+贝氏体。

图1 试样金相组织
汉钢计量检验中心对无屈服平台的HRB500EΦ6盘螺进行了金相分析,发现无屈服平台的盘螺均存在贝氏体。
2.1.2 贝氏体组织性能分析
经金相检验分析,无屈服平台盘螺的组织中出现了大量粒状贝氏体,其形成温度一般在上贝氏体形成温度以上和奥氏体转变为贝氏体最高温度以下的温度范围,其组织特征是在大块状或针状铁素体内分布着一些颗粒小岛,这些小岛可以分解为铁素体和碳化物形成珠光体,可以转变为马氏体,也可以以残留奥氏体的形式保留下来。无论怎样,这些小岛的分解均可以起到第二相强化作用。随着小岛的数量增加,钢材的强度增加,塑性降低[4]。
2.1.3 贝氏体生成的原因
1)冷却工艺的影响。研究表明,盘螺在风冷过程中终冷温度低于550℃或冷却速率大于12℃/s时容易产生粒状贝氏体。
2)钢坯中化学元素的影响。钢材的化学成分中,C、Mn元素的含量对贝氏体的形成有很大影响。Mn在钢材中溶于铁素体和渗碳体中,起到固溶强化作用。亚共析钢中随着C、Mn元素含量的增加,使C曲线右移,提高过冷奥氏体的稳定性,结果使钢在奥氏体化后在连续冷却的条件下容易产生贝氏体。研究表明[w(C)+w(Mn)]/6>1.6%时易出现贝氏体组织。
2.2 HRB500E棒材容易出现抗屈比不合
强屈比是判断抗震钢筋抗震与否的核心参数,影响钢材强屈比的因素众多,其中在轧制生产中温度控制对强屈比的影响较大。
经分析提高开轧温度或延长钢坯在加热炉中的保温时间,使钢材中晶粒粗大,提高轧制温度及上冷床温度,可以有效降低钢材的屈服强度,但对钢材的抗拉强度影响微小。研究表明,钢材的抗拉强度主要由钢坯的化学成分决定。因此,采用热轧工艺可以提高钢材的强屈比。同时做好成分的优化工作,尽量提升 V元素含量,降低 Si、Mn[5-6]。
3 工艺改进措施及效果
3.1 HRB500EΦ6、Φ8线材无屈服平台的工艺改进措施
3.1.1 降低钢材的冷却速率
工艺改进,减缓冷却速率和终冷温度,将风机全部关闭,使风冷线上的辊道速度提高10%,保持圈距不小于40 mm,加速度大于6 m/s2,确保冷却速率小于12℃/s,收集后盘卷快速堆垛,减缓冷却速率。
3.1.2 提高终冷线上钢材的终冷温度
风冷辊道从第三段末加盖保温罩,第四段末钢材温度保持在750℃左右,此温度在贝氏体转化温度550℃以上,杜绝钢材中贝氏体组织的产生。
3.1.3 优化钢坯化学成分
经过以上分析,后续生产HRB500EΦ6、Φ8线材中采取了“提V降Mn”的思路,V元素具有细化晶粒,对提高钢材抗拉强度有很大贡献。将Mn的质量分数由1.45%降至1.20%,V的质量分数由原来的0.040%提至0.070%。由于Si对过冷奥氏体的稳定性及C曲线影响较小,可以提高钢坯中Si含量。C元素按照方案中的下线进行冶炼。
3.2 提高HRB500E棒材强屈比的措施
提高加热炉温度,将加热炉均热段温度由过去的1 120~1 130℃提至1 180~1 200℃,均热段温度由过去的1 080~1 100℃提至1 160~1 180℃,与此同时做好合金优化工作,提高V元素含量降低Si、Mn含量。
以上措施实施后,后续HRB500EΦ6、Φ8线材生产中未出现无屈服平台现象,提高了产品合格率。HRB500E棒材在改进生产工艺后杜绝了由于强屈比不合格而产生的废品,目前汉钢公司HRB500E棒材强屈比均保持在1.30左右。
4 结语
通过多次试产分析,在生产HRB500E时必须采用热轧工艺,提高加热炉温度,高温轧制,螺纹钢及盘螺确保力学性能指标合格,盘螺生产全线穿水关闭,降低风冷线上的冷却速率,提高终冷温度,杜绝贝氏体的产生,同时必须做好钢坯合金优化工作。
陕钢集团汉钢公司目前的产品升级工作正在有序开展,产品质量正逐步提升,通过解决HRB500E存在的问题,可为下步继续提升新品质量做好技术支撑。
[1]陈伟,施哲,赵宇.氮化硅锰、钒氮合金生产HRB500E高强度抗震钢筋应用研究[J].热加工工艺,2010,39(4):35-39.
[2]袁敏,乔湘丽,张银生.HRB500E抗震钢筋研制[J].现代冶金,2010,38(3):20-22.
[3]张志强,底根顺,王宏斌.HRB500E抗震钢筋的试制[J].河北冶金,2011(8):25-26;77.
[4]马文,朱宝晶,陈文达,等.HRB400E、HRB500E大规格抗震钢筋的研发[J].莱钢科技,2011(4):55-58.
[5]翁玉娟,乔国平,韩春良,等.HRB500E高强抗震钢筋工艺优化[J].河北冶金,2014(4):45-48.
[6]刘国良,郭营利.采用钒氮合金生产HRB500E实践[J].甘肃冶金,2015,37(2):63-66.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:02
昆钢科技(2021年1期)2021-04-13 07:55:00
重型机械(2020年2期)2020-07-24 08:16:14
四川冶金(2019年5期)2019-12-23 09:05:00
上海金属(2016年1期)2016-11-23 05:17:28
河北工业大学学报(2016年6期)2016-04-16 02:54:21
山东冶金(2015年5期)2015-12-10 03:27:46
上海金属(2015年6期)2015-11-29 01:08:59
钛工业进展(2014年5期)2014-02-28 16:42:26
机械与电子(2014年3期)2014-02-28 02:07:53