高炉水渣仓特种耐磨衬板的加工方法
2018-05-25 01:01陈小忠宋电话
现代冶金 2018年2期
陈小忠, 李 君, 宋电话
(中天钢铁集团有限公司, 江苏 常州 213011)
高炉水渣仓特种耐磨衬板的加工方法
陈小忠, 李 君, 宋电话
(中天钢铁集团有限公司, 江苏 常州 213011)
摘要:介绍了一种实用新型的技改方法:通过一体化内衬板敷设技术,阻断了高炉水渣中固、液、气三态物质与高炉水渣仓仓体下锥段外壳体的直接接触,延缓了外壳体的腐蚀进度,增长了仓体的使用寿命,减少了维护量。所述一体化内衬板敷设技术主要指采用一种耐磨陶瓷为骨料,以高强结合剂做胶接料,使用浇注成型的方式完成衬板的加工。
关键词:高炉炼铁; 炉渣; 水渣仓; 衬板; 寿命
引 言
目前冶金行业炼铁高炉产生出的副产品炉渣都是通过水化处理变成水渣而进行外运销售。一般常用的水渣处理方法是通过冲渣池过滤水渣,再用抓斗抓到堆场进行外运处理。目前因引进国外水渣处理技术较多,而常采用干法水渣处理,如嘉恒法、INBA法等;此类高效的水渣处理方法,能使水渣经强制脱水后,直接吐落到脱水器外并通过配套的胶带输送机,输送到能够装载多达几百吨的水渣仓里,从而减去了再次转运的过程,大大减少了水渣的运输费用。
由于目前的水渣仓大部分都只是作为临时存储中转中心,其是高炉流程的一部分。而高炉一般为连续生产,只在计划检修时停炉10 h左右。因此,水渣仓如果需要经常性的停机空仓检修,将对高炉生产节奏造成一定的影响。目前水渣仓常用的衬板敷设方法,因无法防止水渣中水分及小气泡与钢体仓壁的直接接触,最终会造成仓体外壳钢板较快腐蚀,因此在一定年限后,仓体外壁的修补工作需不定期进行,维修量居高不下;特别是仓体下部锥段,由于水分、空气等容易积留,腐蚀速度将更快,严重时将造成下锥体整体脱落的安全事故。
因此,有必要设计一种方法,使衬板既能隔离物料,又具有防水、防气的效果,使渣仓外壳的使用寿命大大延长,同时减少一些不必要的维修工作。
1 一体化成型衬板的加工方法
1.1 设计思路
经过现场查看,针对这种水渣仓维护保养的特性,选择了高强耐磨浇注料对其内壁进行整体浇注,达到内壁与水渣之间无缝接触,耐磨料层厚度一般为5 cm左右,有条件可至10cm左右,这样就能起到长时间使用渣仓本体的效果,而不需要经常对渣仓本体进行维护保养工作。
这种耐磨浇注料主要是以耐磨陶瓷为骨料,采用高强结合剂做胶结材料的一种材料,主要成分为Al2O3,占比约70%~80%。使用过程中严格按照使用要求进行操作,使材料的强度达到最高值以及与原始仓体之间结合性能达到最强。
1.2 施工方法
施工时,由于耐磨料是采用涂抹浇注式施工,料与原仓体之间要有一个良好的结合,这就要求对耐磨料衬体与仓体之间作几个处理:
(1)在仓体浇注耐磨料施工前需对焊接钢构表面进行焊接锚固筋,最大限度地保证其牢固程度;
(2)局部地方出现锈蚀的部位需要除锈,表面做好清理工作;
(3)锚固钉焊接固定好以后可进行挂网,铁丝网最好使用镀锌铁丝,铁丝不能生锈,如有局部地方出现锈蚀情况需要除去,铁丝的直径选用1 mm,铁丝网的孔径在3~4 mm之间,铁丝网挂在锚固筋上后需要用铁丝固定牢固,不能有任何松动现象,调整铁丝网与料仓基层的最佳距离为2~3 cm。挂网的作用主要是防止耐磨涂层开裂并方便涂抹,增强其结构性能强度。
施工中,可采用耐磨料喷涂浇注施工方法。可根据所要浇注涂抹的水渣仓体制作内筒衬体,通过浇注振动式施工达到内壁注料牢固的目的,有筒体便于高强耐磨料浇注成型,并保持内壁光滑,保证下料顺畅。如果有喷浆设备,可用喷射浇注的方法施工,最后进行成型涂抹工作,也可达到相同效果,这样可省去制作内筒体的工作,但必需进行挂网,便于耐磨料短时粘结仓体牢固,也便于耐磨料内部结合致密。人工涂抹时,注意在涂抹的过程中要一层一层地连续涂抹,不能一次涂抹5 cm厚,否则会影响涂抹料的粘结性能;要进行连续作业,如施工停顿时间过长需要进行收边等处理后方可再进行涂抹施工,以免影响其粘结性。
浇注涂抹施工前可在水渣仓体内表面刷一层界面剂。由于水渣仓体与耐磨涂料衬体的膨胀系数不一样,在使用过程中容易出现脱层的现象。而界面剂一方面起到了将混凝土衬体和耐磨料衬体黏结到一起的作用,防止空鼓现象的发生;另外一方面起到了缓冲仓体和耐磨涂料衬体的膨胀作用,防止脱层的现象发生。这也是防护仓体的最基础的要求,否则碱性水一旦渗透到钢板部位,就会有空气进入,也就不能有效防护钢结构仓体了。
在使用喷浆设备对高强耐磨料进行操作时,可在喷涂到约3 cm厚度的时候,就开始贴网;而在有内筒衬体的渣仓内直接浇注施工时在焊接好足够锚固钉后可省去此项操作。挂网贴制过程中网片要求压到耐磨料内去,防止空鼓现象的发生。料需采用机械搅拌,最好使用砂浆强制搅拌机,加水量应严格按照产品说明书推荐的用水量进行搅拌,要有准确的计量工具来称量,搅拌要均匀,不能出现干粉现象,严禁在涂抹料中掺加任何外加剂和掺和料。每次搅拌量应视用量多少而定,以保证在规定时间内将料用完,以免时间过长影响材料的涂抹性能。
这样,经过对水渣仓内壁面采用耐磨料的喷抹施工,水渣仓体内部就能达到抗水并耐磨的功能,并经过适当方法保养后,能达到最佳强度及防护功效。
2 一体化成型衬板的图解说明及应用实例
如图1所示是水渣仓体的部分剖面图,可以看出,一体化成型衬板的覆盖部分由出仓口至仓锥往上约30 cm左右。从放大的局部可以分辨出衬板材料的细节。
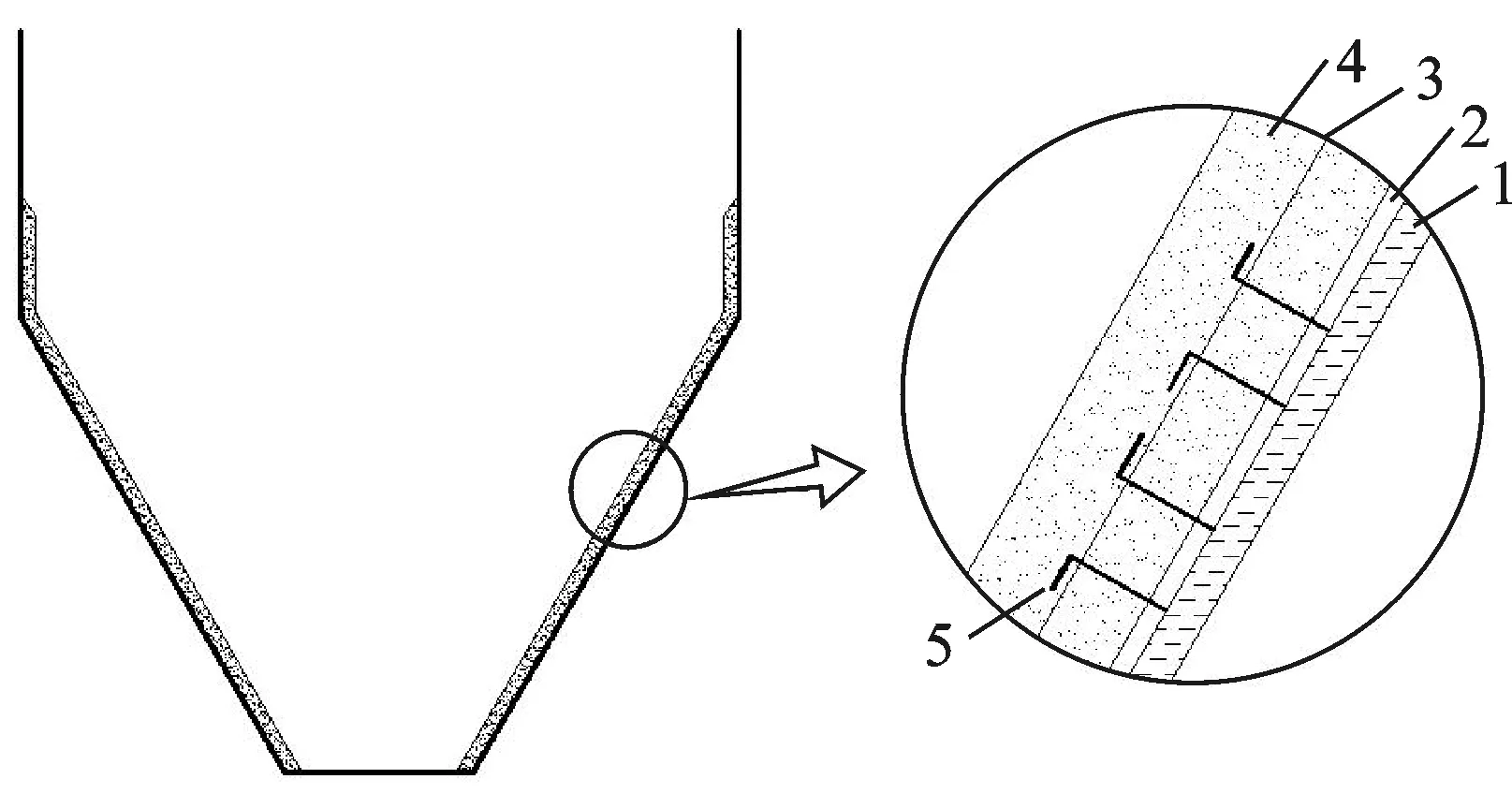
1.钢板外壳;2.界面剂;3.铁丝网;4.浇注料;5.锚固筋图1 水渣仓体部分剖面图
按照这种水渣仓的施工方案,进行了4#,5#,6#炉渣运线的水渣称量斗的技改工作。此区域的输送线为一条线,至水渣仓处再分为两条至运河边上船运的输送线。在调整好高炉生产计划的同时,先对其中一条输送线的水渣仓进行技改。
第一次采用内筒衬体模板压注式的施工。首先,去除腐烂的原水渣仓下部,更换新的一段,包括下面的驱动闸门。接着,在要浇注的水渣仓内壁上焊接锚固钉,锚固钉采用钢筋或其他类似的材料。当焊接好以后,根据现场施工条件,把制作好的内筒衬放入需涂抹浇注的渣仓内,调整好筒体与内壁的间隙后并固定住,然后按浇注进度在现场机械拌料并直接浇注施工,并用振打棒压实。水渣仓经过一段时间保养后,就能投入正常使用。如果有条件,可用烘烤办法缩短保养时间。
第二次采用喷浆射注式的施工。总结前次施工的经验,觉得用喷浆式办法要好。先与上次修护水渣仓一样更换部分无法使用的筒体,然后再在里面所需位置焊接锚固钉。根据涂抹要求,先喷涂3 cm左右厚的浆料,然后用挂铁丝网的办法粘贴加固,并压实至浆料内。再喷涂2 cm左右厚度的浆料,最后,人工进入仓内进行修磨至光滑,使下滑物料快捷。最后经适当保养维护后,投入正常使用。
按以上方法修护的水渣仓目前使用良好,按照现在的使用状态,预计可使用7~8年。
另外,8#,9#,10#高炉共用的一条渣运线的集中计量的钢结构称量渣仓,经过同样的修护方法后,使用情况良好。
3 结束语
本研究针对高炉水渣仓腐蚀较快、维修周期短、维修量大的问题,结合水渣工况,分析了主要原因,最终采用一体化成型衬板敷设的方式,解决了这一问题。相比于之前在料仓内部安装耐磨衬板的方式,本方案的特点在于:采用高强耐磨浇注料对渣仓内壁进行整体浇注,达到内壁与水渣之间无缝接触,彻底隔绝了仓体钢板与水渣物料之间的接触,有效地保护了仓体壳体,大大延长了仓体的使用寿命。此外,此种结构的一体化衬板也适用于其他工况较为恶劣的设备,同样可起到保护设备主体,延长设备使用寿命的作用。
参考文献:
[1] 陈小忠. 一种具有特种耐磨料衬板的水渣仓[P].中国CN201320688190.1,2014-05-21.
收稿日期:2017-12-09
中图分类号:TF321.7
猜你喜欢
矿山机械(2022年8期)2022-09-01
山东冶金(2022年2期)2022-08-08
建井技术(2022年2期)2022-07-30
中老年保健(2021年8期)2021-12-02
矿产综合利用(2020年1期)2020-07-24
作文评点报·低幼版(2020年3期)2020-02-12
中国矿山工程(2019年5期)2019-10-28
山东冶金(2019年3期)2019-07-10
水泥技术(2019年2期)2019-04-11
华人时刊(2018年17期)2018-12-07