
基于SPC的乘用车离合器生产质量控制研究
2018-05-23 06:38周小康全世平
机械工程师 2018年5期
周小康, 全世平
(1.安徽江淮汽车集团股份有限公司,合肥 230000;2.合肥工业大学,合肥230009)
0 引言
在汽车离合器的生产过程中,容易出现汽车离合器分离指结合高度过大或过小的不受控状态,直接影响到驾驶的舒适性。因此为了分离指结合高度满足要求,就需要我们使用正确有效的检测和控制方法。
人们对于SPC的研究,最早是从美国质量管理专家休哈特(W.A.Shewhart)开始的。H.W.Warswarth[1]和W.E.Dewing[2]针对质量特征值的统计规律,通过控制图理论对关键工序建立起简易的控制系统,对出现的问题及时进行纠正,避免大量不合格品的出现。费一正等[3]在《基于SPC的车间制造质量管理系统研究》中运用将计算机与SPC结合,开发了车间级的制造过程质量管理系统,实现了车间质量数据的分析处理和对产品质量的有效控制,提高了车间生产效率,降低了生产成本。徐叶林等[4]在《基于SPC的汽车主锥轴承压装力研究》中利用SPC对轴承压装力进行监控,将压装力波动控制在合适的范围内,主锥的装配质量得到了有效的提高。
本研究应用SPC对汽车离合器分离指结合高度进行分析,利用SPC工具中的控制图和过程能力指数分析分离指结合高度生产工序,确定生产过程的统计控制界限并判断生产过程是否失控和生产过程能力是否足够,及时监控产品的质量情况。分析不合格产品产生的原因,并结合企业的实际情况加以改善。
1 SPC对分离指结合高度现状分析
SPC是一种借助数理统计方法的过程控制工具。它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的[5-6]。实施SPC的过程一般分为两大步骤:首先用SPC工具对过程进行分析,如绘制分析用控制图等,根据分析结果采取必要措施。然后用控制图对过程进行监控。
本文选用X-R控制图对汽车离合器分离指结合高度进行分析,以平均值X¯控制生产过程的质量,通过极差R控制生产过程的误差。运用工程能力指数CP对工序生产能力进行评价,CP是指过程能力满足产品质量标准要求的程度或是指工序在控制状态下的实际加工能力。
某企业生产的汽车离合器分离指高度数据如表1所示,子组数k=25,总数N=125每个子组容量n=5。
运用X-R控制图对过程质量进行监控,根据表1计算可得:
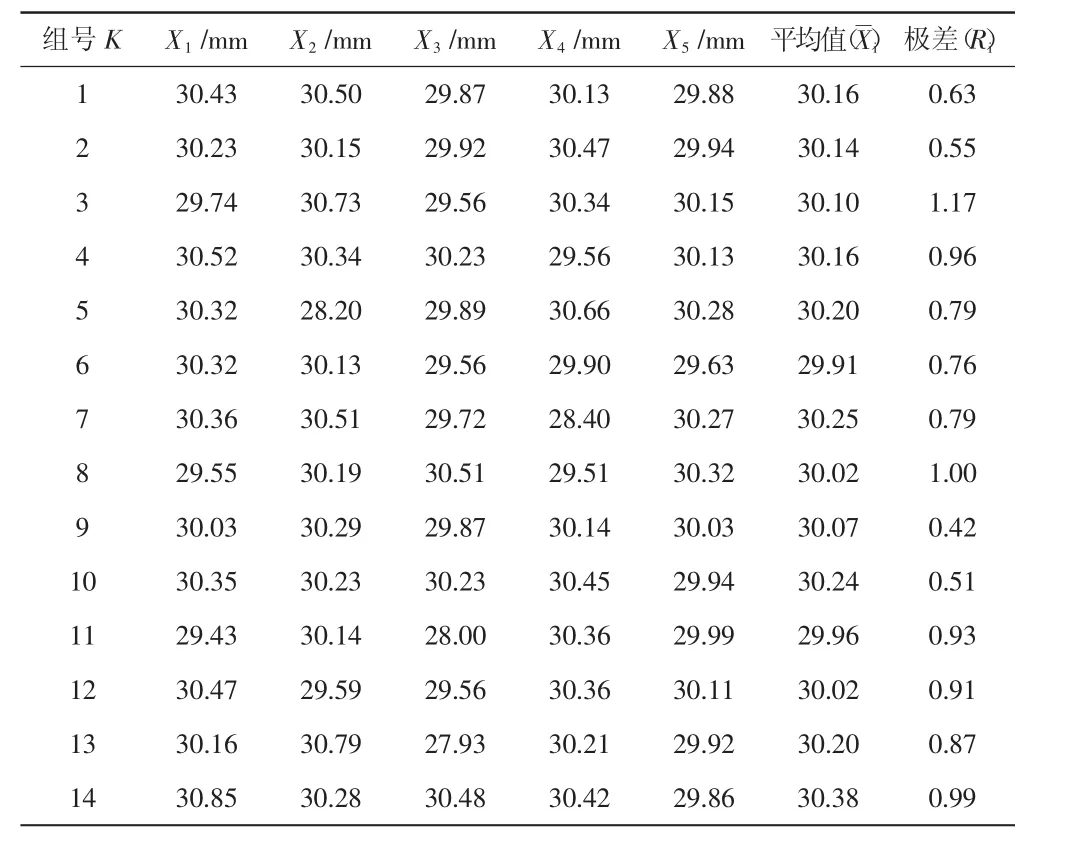
表1 分离指结合高度测量数据
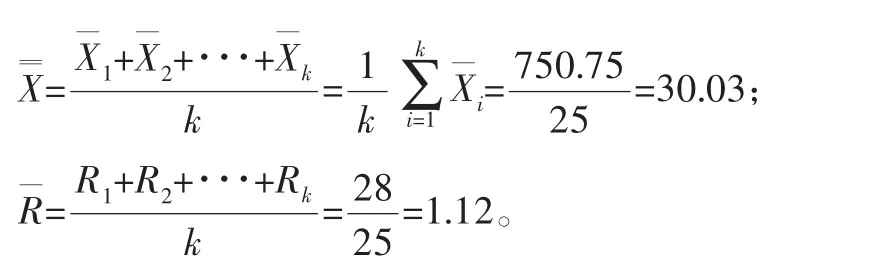
控制图的上控制界限为UCL=+A230.68控制图的下控制界限为LCL=-A229.39控制图的控制中心线为CL==30.03;R控制图的上控制界限为UCL=D=2.37;R控制图的下控制界限为LCL=D3=0;R控制图的控制中心线为CL==1.12。
其中,A2为均值控制图控制界限因数;D3和D4为极差控制图控制界限因数,以上因数均可通过查计量值控制图因数表获得。
离合器分离指结合高度的X-R控制图如图1、图2所示,过程能力指数如图3所示。

图1 分离指结合高度的控制图

图2 分离指结合高度的控制图

图3 分离指结合高度过程能力指数图
应用SPC理论工具中的控制图和过程能力分析,将收集到的数据绘制成控制图,计算结合高度的过程能力指数Cp=1.11。
由图1、图2可得,控制图的规格上限为31.60,规格下限28.40,管制上限30.68,管制下限29.39,结合高度子组样本的数据有6个数据不满足规格界限,有27个不满足管制界限,其中有5个高于管制上限,有22个低于管制下限,不满足控制图规则一。
2 SPC的改善分析
为了解决汽车离合器分离指结合高度工序能力存在的不足,采用鱼骨图法对人员、设备、材料、作业方法、环境和测量进行分析,如图4所示。
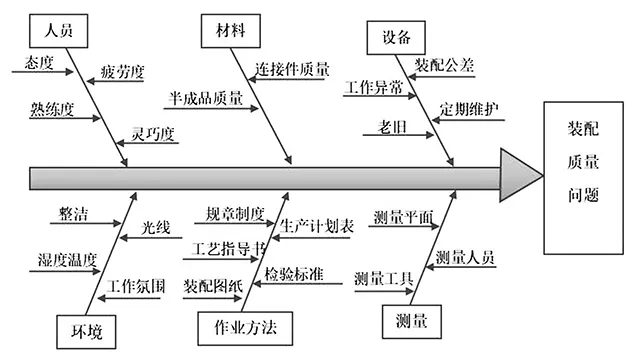
图4 分离指结合高度鱼骨图分析
经过分析,找出了离合器分离指生产工序存在的问题,主要从以下5个方面进行改进:1)提高员工技术水平;2)严格检查半成品工序是否符合要求;3)定期对设备进行维护,装配时保证夹紧装置等辅助器具能实现其特定的功能;4)保证作业标准、作业指导书、装配图样等规章的规范性和正确性,必要时对其进行优化;5)选择准确度和精密度能力足够的测试设备,定期对所有测量和测量设备进行校准和调整。

表2 改善后分离指结合高度测量数据
通过以上几方面的改进后,重新对数据进行了采集分析,分析其工序能力是否有所提高或达到标准,如表2所示。
结合表2,同理可计算得结果如下:CL=30.12,UCL=30.55,LCL=29.68(如图4);CL=0.76,UCL=1.60,LCL=0(如图5)。

图4 改善后分离指结合高度的控制图
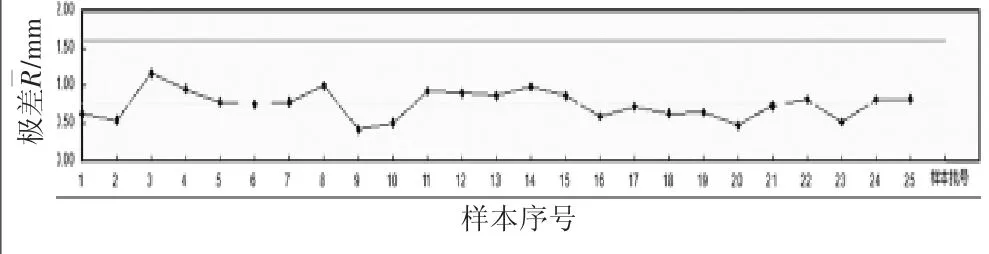
图5 改善后分离指结合高度的控制图

图6 改善后分离指结合高度过程能力指数图
改善后离合器分离指结合高度的X-R控制图如图4、图5所示,过程能力指数如图6所示。
通过改进前后的控制图和控制图对比,我们可以发现改进后的控制图点均在控制界限内且改进后工序能力指数Cp=1.63,相对于之前的Cp=1.11这一性能指标有了不小的提高,说明改进后的汽车离合器分离指结合高度工序的生产能力是可以接受的。
3 结论
本文以汽车离合器分离指结合高度为研究对象,根据其工艺特点分析了工序能力。针对企业的实际情况,运用鱼骨图法找出了影响质量波动的主要原因,提出了合理的优化方法,设计出了相应的改进方案,改进后产品合格率得到了一定的提升。可见,统计过程控制(SPC)对于提高企业产品质量水平、提高企业管理效率有着重要的意义。
[参考文献]
[1] WARSWARTH H W.Modern Method for Quality Control and Improvement[M].John Wiley&Sons,1986:354-402.
[2] DEWING W E.Quality Productivity and Competitive position[M].Combridge,MA,Center for Advanceded Engineering Study:MIT Press,1982:4-26.
[3] 费一正,汪惠芬,刘婷婷,等.基于SPC的车间制造质量管理系统研究[J].制造业自动化,2011(19):43-46.
[4] 许业林,葛茂根,蒋增强,等.基于SPC的汽车主锥轴承压装力研究[J].机械工程师,2008(6):3-5.
[5] 马敏莉.应用SPC技术对机械零件加工过程的管理和控制[J].机械设计与制造,2005(5):154-156.
[6] 伍爱.质量管理学[M].第3版.广州:暨南大学出版社,2006:162-170.
猜你喜欢
十几岁(2022年21期)2022-11-19
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
小资CHIC!ELEGANCE(2022年2期)2022-01-11
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
小资CHIC!ELEGANCE(2019年24期)2019-08-15
中华家教(2018年7期)2018-08-01
汽车维修技师(2017年9期)2017-02-04
汽车维修与保养(2015年12期)2015-04-18
