
活性炭输送净化微型系统设计
2018-05-23 06:38朱凌宏李军庆叶宏伟
机械工程师 2018年5期
朱凌宏, 李军庆, 叶宏伟
(丽水职业技术学院机电工程学院,浙江 丽水 323000)
0 引言
活性炭是一种黑色多孔的固体炭质,主要成分为碳,比表面积在550~1800 m2/g之间,具有较强的化学吸附与物理吸附特性,利用此特性可将有机物进行双重吸附,达到空气/水质净化、烟气脱硫的目的[1-3]。现有市场上的活性炭输送净化系统普遍存在体积大、重量重、成本高的特点,一般的地方性中小型企业根本无法承受[4-5],在国家最新修订的大气污染防治法(2016年)以及浙江省五水共治的大背景大前提下,开发具有体积小、重量轻、经济实用、净化效率高等特点的活性炭输送净化微型系统是当前经济减排的迫切要求,是地方中小型企业转型升级的必然要求,也是我国空气保护、水质净化的根据要求。
活性炭净化技术已经非常成熟,国内外实际应用也较为广泛,早期NORIT公司所开发的活性炭圆盘式加药机,开启了城市垃圾、固废焚烧过程中烟气、污染物排放净化的先河,该装置具备投料、称重、输送、净化四大功能,其特点是一机多控、连续作业,但存在输送精度不高(采用变频器控制)、价格较为昂贵(一般为80~180万元人民币)的不足[6-7]。国内浙江大学陆胜勇等率先尝试设计叶片式活性炭给料输送系统,该系统采用中心叶片旋转方式驱动活性炭输送,由于叶片与外围管道间存在间隙,密封性不好,搭桥现象严重且易受焚烧炉烟道负压影响,造成活性炭给料不均匀,影响净化效果。谢高岳等开发的螺旋式活性炭给料输送系统,采用鼓风喷谢方法输送活性炭,输送量较大,但在输送过程中均匀性得不到保障,该系统只适合于大吨位活性炭的输送场合,精密控制还不能完全做到,且活性炭空库现象严重。本文采用罗茨风机+送料机构组合方式,基于PLC模块、称重传感器以及脉冲电动机完成活性炭的下料、输送、称重、信号反馈、精密控制等各项功能,彻底解决了搭桥与空库问题,实现了活性炭的连续均匀性精确输送控制,且体积小、重量轻、成本低。
1 试验台架结构及功能
根据活性炭输送系统的实际需求,应用UG软件建立试验台架的三维实体模型,实现活性炭储料仓以及附属件的安装支承功能。

图1 试验台架三维实体模型
图1为试验台架的三维实体模型,图2为各部件间的连接关系,试验台架主要部件包括支撑架、罗茨风机、活性炭储料仓、指示信号灯、称重传感器、人机交互式界面、活性炭输送管道以及伺服脉冲电动机。图3为净化系统工作原理示意图,具体过程如下:电动机旋转带动送料机构,活性炭一方面经送料机构搅拌在文丘里负压的作用下快速进入输送管道,另一方面罗茨风机通过正压驱动料仓中的活性炭快速进入活性炭输送管道并与烟气、废气进行充分混和、吸附、净化,再随罗茨风机的正负压快速排出,具体净化过程参照图4。

图2 各部件连接关系
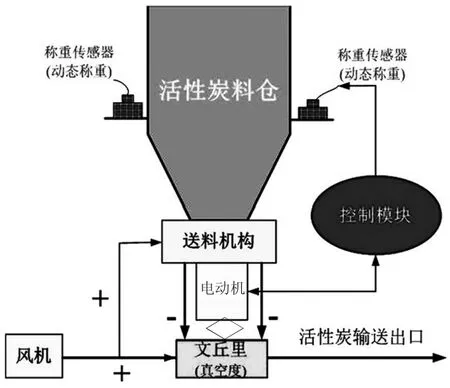
图3 净化系统工作原理示意图

图4 净化过程
所设计活性炭输送净化微型系统的主要性能参数如下:输送精度为0.5~50 kg/h,罗茨风机流量为3.7 m3/min,静风压为19.6 kPa,传感器分辨率为1/5000。
2 自动化控制系统设计
2.1 控制原理
活性炭输送净化控制系统主要由PLC模块、称重传感器、伺服脉冲电动机三部份构成,活性炭通过送料机构进入输送管道,称重传感器第一反应检测单位时间内一个扫描周期过程中整套装置前后的重量差,进行均值计算后将信号反馈给PLC模块,经PLC逻辑运算后再将信号反馈给伺服电动机,从而达到调节送料机构工作转速的目的,实现活性炭输送的精确控制,控制流程如图5所示。
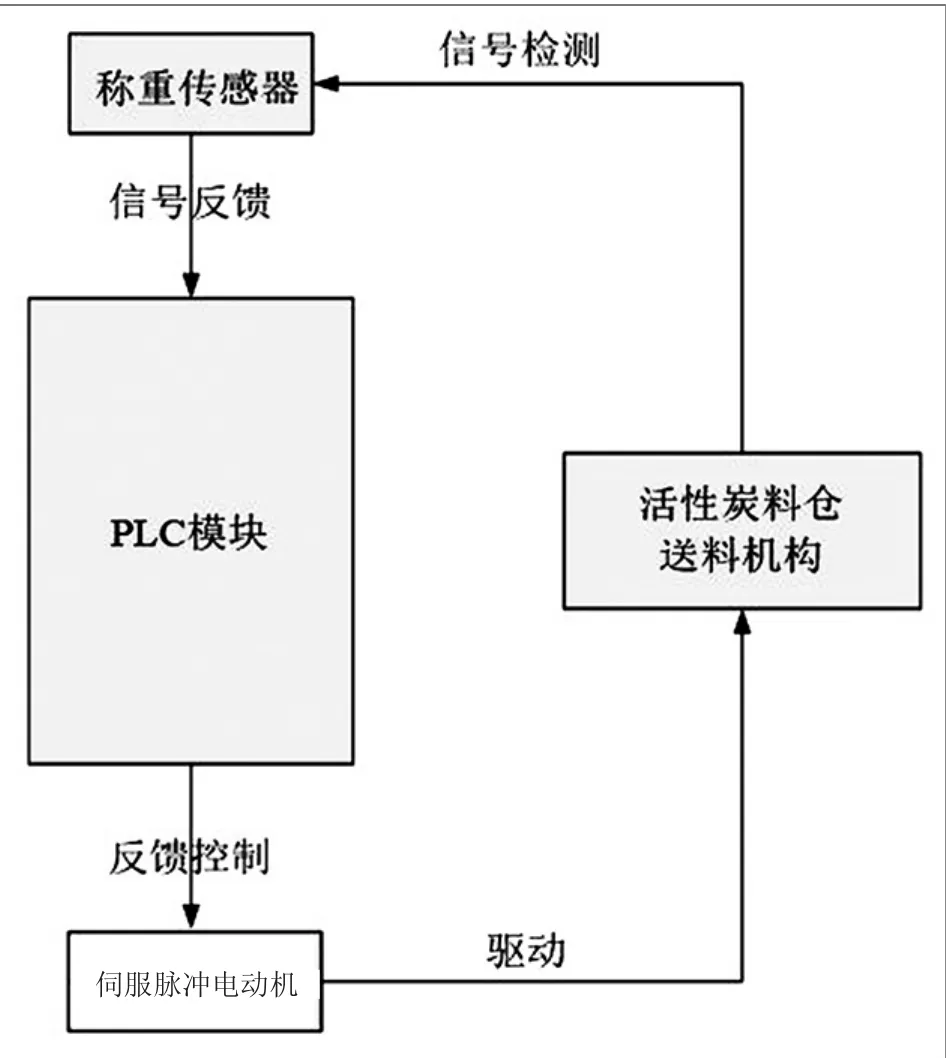
图5 控制流程
2.2 人机交互式界面设计
以某型号PLC一体式模块为平台,搭建故障报警、设备状态、内部调试、设备主控等四大人机交互式工作界面。故障报警主要提示在缺料时与超出物料设置值时报警,设备状态主要显示各电动机的工作状态与参数,可实现实时在线单控与关停,内部调试主要设置系统初始化、计时时长、重量、下料流量,设备主控界面主要显示时间、日期、罐料总重量、设置流速、系统启动/停止等信息。四大工作界面配合使用(也可根据用户实际需求进行个性化人机交互式界面设置)、最终实现活性炭输送连续性、均匀性的在线互动功能。在使用本界面之前需完成以下5步操作、调试:
第1步:称重调试。1)称体标零。清空罐体,保持空罐状态(即不放料的状态),此时对称体进行零位标定,单击称零位标定,此时当前称重重量变为0。2)额定克重标定。选取一个固定重量的砝码(5 kg),在当前选定砝码重量里输入5 kg,按标定重量写入,此时将砝码放在罐体内,注意物料稳定后,按住标定开始1 s以上,松开标定开始,等待5 s左右,称体标定完成,当前称重重量显示为选定砝码重量,此时标定完成。
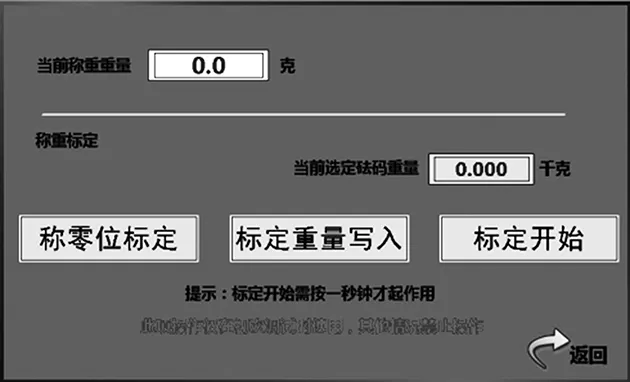
图6 称重标定界面
第2步:参数设定。送料机构的最大转速不能超过3r/min,如果已知送料比例则可以设定,如果不知道则可以在下一步中进行送料比例测试,报警克重指低于此克重时系统自动停机,根据送料颗粒的情况一般设定为55 kg左右,风机延时指风机启动停止的延时时间,一般设置2~3 s。屏幕校正为当前屏幕按键不灵敏的时候可以点击进行校正。
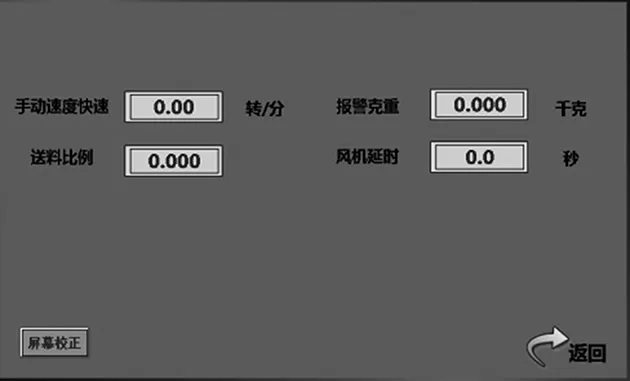
图7 参数设定
第3步:称重比例测试。输入1 r/min,测试时间设为1 min,点击测试开始,则系统可以自动测量出送料比例。此系统设有远程控制功能即PS打开本机控制,则远程不能控制设备启动停止,打开远程控制,则本机上不能控制设备启动停止。

图8 称重比例测试

图9 启动停止界面
第4步:设备启动停止。在本机控制下,按启动键,风机先启动,延时时间到,送料启动。按停机键,送料先停止,然后风机停止。
第5步:设备监控。系统一旦出现问题,人机交互式界面会第一时间显示报警,同时指示灯变亮,图10为功能报警提示,图11所示为报警明细。人机交互式操作主界面如图12所示。
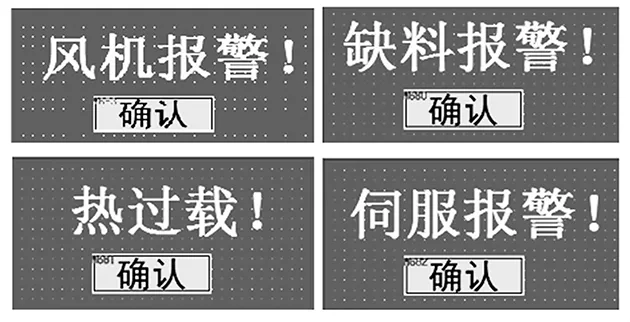
图10 报警提示
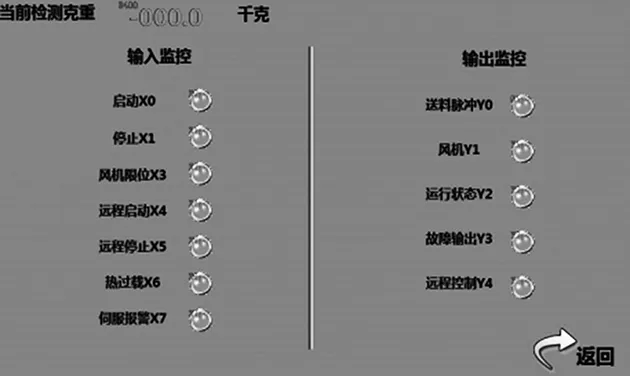
图11 报警明细

图12 主界面
2.3 控制精度分析
活性炭输送的均匀性精度主要由驱动电动机、称重传感器以及送料装置三部份决定。常用的电动机驱动方式是控制频率,控制精度不高[10-12],本系统选用伺服电动机,采用发脉冲方式进行转速控制,电动机转1圈可以设置300~12 000个脉冲,大大提升了电动机转速的控制精度,有力地保障了活性炭输送的均匀性[13-15]。新系统中设有多个重力传感器,均匀分布在称重料盘的周围,经传感器采集的信号最终通过取均值的方式进行信号反馈,控制精度由原来的1/3000变为1/5000,大大提升了新系统的抗干扰性。采用单一棒料刮盘旋转柔性送料机构保障给料过程的密封性和均匀性,同时配备罗茨风机输送活性炭,提高了活性炭给料过程的连续性。通过上述三大措施,活性炭输送新系统的精度可以保证控制在0.5~50 kg/h,此精度已为当前国内所能达到的最高精度。

图13 样机
3 样机与测试参数
图13所示为活性炭输送净化微型系统样机,表1所示为样机的各项性能测试参数。

表1 样机性能参数
4 结论
1)提出活性炭输送净化微型系统设计的概念,从系统试验台架的体积、重量着手,进行优化,输送净化功能保持不变,成本降低60%;2)采用脉冲电动机、传感信号处理、送料机构优化三大措施保障活性炭输送的最高精度控制在0.5 kg/h,此精度已为当前国内所能达到的最高精度;3)设计人机交互式界面方便人机对话,用户可根据实际要求进行个性化私人设制。
[参 考 文 献]
[1] 聂亚明.活性炭法烟气净化技术最新研发与应用[J].科技与创新,2015(3):131.
[2] 吴金涛,周建斌.活性炭净化空气技术发展综述[J].林产工业,2011,38(6):58-59.
[3] 李传统,SCHMIDT K G.活性炭烟气深度净化过滤器的研究[J].南京师范大学学报(工程技术版),2002,2(2):51-55.
[4] 李晓芸,邹炎.活性炭/焦干法烟气净化技术的应用与发展[J].电力建设,2009,30(5):47-51.
[5] 蒋明,宁平,徐浩东,等.改性活性炭净化PH3实验研究[J].环境科学与技术,2008,31(9):87-89.
[6] 廖继勇,周末,李小敏.活性炭净化技术在烧结烟气治理领域的应用[J].烧结球团,2012,37(4):66-68.
[7] 蒋渊华.烟气净化脱硫脱硝活性炭的研究[J].河南科技,2007(8):54-55.
[8] 陆胜勇,吴海龙,陈彤,等.活性炭和焦炭吸附气相二恶英的效率比较[J].浙江大学学报(工学版),2011,45(10):1799-1803.
[9] 谢嵩岳.活性炭联合脱硫脱硝技术在烧结烟气净化中的应用[J].低碳世界,2015(36):169-170.
[10]邹启航.PLC在活性炭上料控制系统中的应用[J].城镇供水,2014(5):74-77.
[11] 范玉宏,陈全明,高永华,等.粉末活性炭喷射装置的设计[J].兵工自动化,2006,25(4):67-68.
[12]郑全兴.粉末活性炭投加系统存在的问题及改进方法[J].给水排水,2013,39(8):29-31.
[13]康宇炜,章民驹,陈超明.粉末活性炭投加系统的建设和应用[J].供水技术,2008,2(6):30-32.
[14] 张锐.水力输送活性炭[J].工业水处理,2002,22(9):50-51.
[15]严持.自来水厂水力排送活性炭的应用研究[J].管道技术与设备,1999(1):10-11.
猜你喜欢
现代仪器与医疗(2022年3期)2022-08-12
装备制造技术(2020年11期)2021-01-26
童话世界(2020年32期)2020-12-25
汽车维修与保养(2020年11期)2020-06-09
四川冶金(2019年5期)2019-12-23
制造技术与机床(2019年6期)2019-06-25
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
制造技术与机床(2018年12期)2018-12-23
