
大型电站用1Mn18Cr18N护环研制
2018-05-21 11:03:32徐文正
大型铸锻件 2018年3期
徐文正
(上海电气上重铸锻有限公司,200240)
护环是发电机组中最关键的部件之一,是用来紧箍发电机转子两端绕组线圈的圆环,形状简单,但是工作时承受装配应力、离心力、弯曲应力和热应力等,是发电机组中承受应力最大的主要部件。所以护环要求具有较高的屈服强度、良好的塑性指标、均匀的力学性能和较小的残余应力。一般功率在300 MW以上的大型机组护环,其屈服强度Rp0.2都在1000 MPa以上。护环在强磁场、潮湿的腐蚀介质中工作,为了提高发电机的效率,减少漏磁和涡流热损耗,防止工作温度过高,护环通常采用导磁率极低的1Mn18Cr18N奥氏体钢制造。某公司根据用户要求,通过对该材料进行分析研究,结合早期的生产经验,制定了合理的生产试制工艺,并完成了小批量的300 MW水氢冷护环锻件试制。
1 试制工艺
1.1工艺流程
根据1Mn18Cr18N的钢种特性,制定了如下生产工艺路线:电渣重熔→锻造→固溶处理→取样检测→冷变形强化→除应力处理→取样检测。
1.2 冶炼
护环用1Mn18Cr18N钢的元素要求特殊,高锰高铬低硅低铝,N高达0.50%以上,化学成分的控制范围又非常狭窄。因此,电渣重熔过程的控制难度很大,稍有不慎就可能导致成分超标报废。为此,在护环用1Mn18Cr18N电渣钢锭的试制中,采取以下一些措施。
(1)根据成品的成分要求及电渣重熔过程各元素的物理化学变化行为,优化设计自耗电极的化学成分要求。
(2)全过程跟踪自耗电极的生产制备,对每一炉自耗电极都进行成分复验,不合格者退回,从源头上控制好质量。
(3)针对该钢种的特殊性,优化了电渣重熔工艺参数;电渣重熔全过程采用干燥空气保护技术。同时,工艺技术人员现场跟班,精心操作,重熔过程定时取样分析,动态调整脱氧剂加入量。
采用电渣重熔方式冶炼护环试制件的钢锭。电渣重熔冶炼的初步工艺流程为:EF+ESR,具体流程为:电极准备→通电→造渣→冶炼、熔化→测温→取渣样→加脱氧剂→补缩→脱氧→脱锭。

表1 护环化学成分(质量分数,%)Table 1 Chemical composition of retaining ring(mass fraction,%)
通过以上各项措施,生产了两支8.5 t 300 MW水氢冷护环用1Mn18Cr18N电渣锭,化学成分满足标准要求,具体检测结果见表1。
1.3 锻造
锻造是护环整个生产过程中最关键的工序之一。通过锻造不仅要保证护环毛坯成形,更主要的是护环内部组织细化和均匀晶粒,提高护环胀形前的初始强度,保证护环最终达到较高的强度并具备较好的塑性,同时满足超声检测的要求。
锻造1Mn18Cr18N护环存在相当的难度。一方面由于护环材料的合金含量高,锻造裂纹明显增多,锻件出现开裂的机会大大增加;另一方面,护环钢本身属本质粗晶粒钢,而1Mn18Cr18N护环当锻造温度大于1100℃时,晶粒长大倾向明显;当锻造温度大于1200℃时,晶粒长大急剧。同时,当锻造温度低于1000℃时,护环热坯变形抗力增大,使得在有限的压力下护环变形趋于困难。
为了攻克护环锻造难关,在工艺上采取了以下几条措施并获得了理想的效果。300 MW水氢冷护环毛坯尺寸见图1,锻造工艺方案见表2。
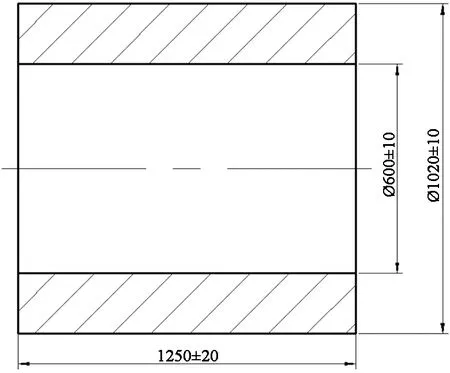
图1 护环锻件毛坯尺寸Figure 1 The block size of retaining ring forgings

表2 护环热锻工艺方案Table 2 The forging process plan for retaining ring
(1)小变形、多火次中温区锻造
选择1190~950℃为主要锻造温度区域,同时采用小变形、多火次锻造,这样不仅减少了锻件裂纹,而且保证了护环晶粒度的要求。
(2)均匀变形
为了保证护环晶粒度的均匀性,在护环的整个热变形过程中,严格控制各火次的变形程度。除镦粗比以外,其余各火次的锻造比一般在1.3~1.4范围内。
1.4 固溶处理
1Mn18Cr18N钢在加热过程中不发生相变,是单相奥氏体钢。所以通常应使热加工过程中产生的碳化物经过高温固溶处理进入奥氏体,然后把碳呈固溶状态的奥氏体组织进行快冷保留到室温,以提高材料的塑韧性和抗应力腐蚀能力。固溶处理工艺如图2所示。

图2 护环固溶处理工艺曲线Figure 2 The solution heat treatment of retaining ring
固溶处理后对护环进行检测,护环试制件1的检测灵敏度为∅3 mm,出现一处底波下降区域,护环试制件2的检测灵敏度为∅1.8~∅2.0 mm,两件护环均未发现超标缺陷。经分析,由于锻造加热过程中的异常,导致护环试制件1表面出现“太阳斑”现象,致使其检测灵敏度较低且出现底波下降。
对两件护环冒口端进行性能及组织检测,仅发现微量碳化物,晶粒度情况良好,胀形前初始强度较高,具体结果见表3。同时,对护环试制件2从外壁至内壁每隔25 mm进行晶粒度检测,如表4所示,金相照片如图3所示。由此可见,通过护环热锻及后续固溶处理后,可以得到稳定的奥氏体,晶粒度均匀性也较好。
1.5 冷变形强化
冷变形强化的目的是通过适当的冷变形方式,使护环在冷扩孔变形中得以强化,以保证护环获得最终交货尺寸的同时,达到产品的性能要求。
护环试制件拟定采用外补液的冷变形强化方法,其胀形原理是:在加工好的护环毛坯内注满液体,并使液体产生高压,高压液体产生的变形力使护环毛坯在冷态下产生永久性塑性变形,随着护环毛坯变形程度的增大,直径变大、高度缩小、厚度减薄,其强度显著提高。护环胀形前后毛坯尺寸如图4所示。

表3 护环胀形前性能及晶粒度Table 3 Performance and grain size of retaining ring before hydraulic expansion with additional liquid

图3 护环冒口端从外壁至内壁晶粒度Figure 3 The outer wall to inner wall grain size of the retaining ring riser head

表4 护环冒口端径向从外壁至内壁晶粒度Table 4 The outer wall to inner wall grain size in radial of the retaining ring riser head
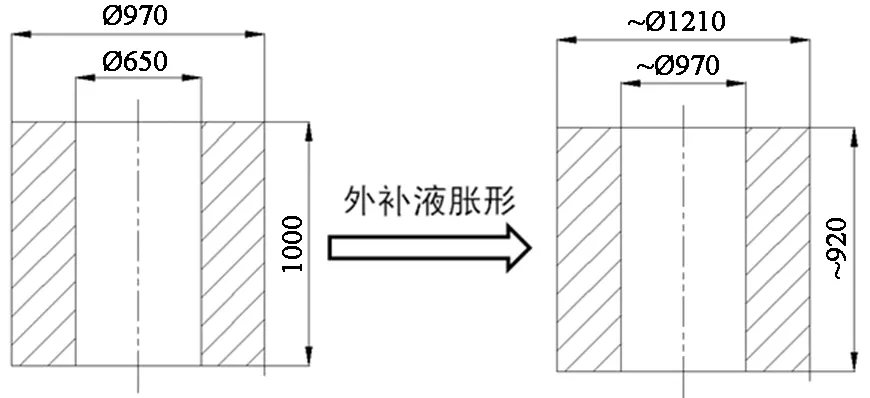
图4 护环胀形前后毛坯尺寸Figure 4 The blank size of retaining ring before and after hydraulic expansion with additional liquid
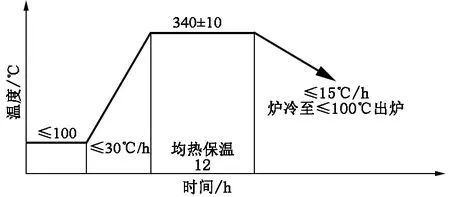
图5 护环除应力工艺曲线Figure 5 The stress relief heat treatment of retaining ring
在护环胀形过程中,根据护环外径尺寸的变化情况,调整胀形装置的压力和两端阻力环的高度尺寸。胀形后,护环两端尺寸基本相同,且整体外径偏差均在18 mm以内。
1.6 除应力处理
冷变形强化后的护环,由于冷变形过程中造成比较高的残余应力。为了稳定护环冷变形后的尺寸,必须消除大部分残余应力,并使其呈较均匀的分布状态。除应力工艺如图5所示。

表5 力学性能检测结果Table 5 The examination results of mechanical property

图6 护环胀形后组织Figure 6 The microstructure of retaining ring after hydraulic expansion with additional liquid
对护环试制件1的冒口端、护环试制件2的两端取样进行性能检测,见表5。由于护环试制件1胀形外径尺寸没有到位、其中径变形量不足,致使强度偏低,但其塑性指标富余较多。若对其继续胀形,性能完全可以满足标准要求。护环试制件2的冒口端性能已满足标准要求,但底部端的塑性指标较差。对其进行金相分析,底部端试样在晶界和基体上存在较多的圈状碳化物,而冒口端试样则少了许多,金相组织见图6。
对两件护环进行超声检测,护环试制件1检测灵敏度为∅2.0 mm,热锻后底部下降区域依然存在;护环试制件2检测灵敏度为∅1.6 mm,未发现超标缺陷。
2 缺陷分析及控制措施
2.1 缺陷分析
护环试制件1的超声检测问题是由于锻造加热过程中的异常,加热喷嘴火焰直接喷射至护环毛坯表面,导致出现“太阳斑”现象,致使其检测灵敏度较低且出现底波下降。
护环试制件2的底部端碳化物问题,是由于护环毛坯固溶处理后仅对冒口端做了取样检测。同时,在固溶处理过程中,水冷速度不够,导致晶界和基体上析出了大量圈状碳化物。将护环试制件2的底部端试样在模拟炉中再次进行固溶处理后,圈状碳化物全部固溶进入了奥氏体,其组织情况见图7。
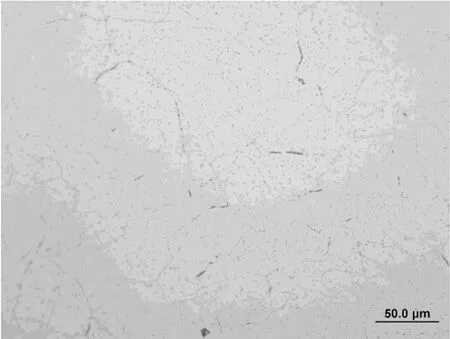
图7 护环底部端试样再次固溶处理后组织Figure 7 The microstructure of the bottom of retaining ring sample after the re-solution heat treatment
2.2 控制措施
(1)选定炉况最好、最合适的加热炉,护环装炉前确保所有的喷嘴均处在正常状态,确保燃气、空气、压缩空气管道无泄漏,所有相关仪表和设备均正常且可以良好使用。
(2)固溶处理装炉时,选用两点吊工装代替托盘。护环出炉水冷时,加快上下窜动的频率,加快工件冷却速度减少碳化物析出。固溶处理后,在护环两端取样进行金相检测,确保护环胀形前的组织。
3 结论
通过该批次300MW水氢冷护环试制,基本
掌握了护环整个生产过程的工艺。锻造和固溶处理后,可以得到稳定的奥氏体,晶粒度均匀性也较好。同时,胀形后的护环性能强度和塑性都有一定的富余。虽然由于锻造加热和碳化物析出的问题,两件护环都没有达标,但都已将问题分析清楚且明确了控制措施,为后续生产打下了坚实的基础。
参考文献
[1] 赵俊民.1Mn18Cr18N钢无磁性护环锻件的试制[J].大型铸锻件,2010(1):27-29.
[2] 杨兵,曲东方,郭宝强,等.600MW 1Mn18Cr18N护环的制造[J].大型铸锻件,2010(6):31-34.
猜你喜欢
金属加工(热加工)(2020年3期)2020-05-13 04:20:00
上海金属(2016年1期)2016-11-23 05:17:45
大型铸锻件(2015年4期)2016-01-12 06:35:10
山东冶金(2015年5期)2015-12-10 03:27:42
上海金属(2015年5期)2015-11-29 01:13:55
铸造设备与工艺(2015年1期)2015-01-21 02:09:38
上海金属(2014年4期)2014-12-15 10:40:28
机械制造文摘(焊接分册)(2013年2期)2013-03-20 13:57:12
大型铸锻件(2011年5期)2011-09-25 11:27:00
