车门关闭力在白车身生产过程中的优化与控制
2018-05-14 01:05徐文欢谢添牛玮张秋花
汽车零部件 2018年1期
徐文欢,谢添,牛玮,张秋花
(北京奔驰汽车有限公司,北京 100176)
0 引言
近年来,随着我国汽车工业的飞速发展,客户对汽车各方面性能的要求越来越高。车门关闭力在整车性能评价中是一个重要指标。J D Power的新车质量调查显示,客户对于车门关闭力超差问题的抱怨次数呈逐渐增长的趋势,因此车门关闭力超差成为各大汽车厂商亟待解决的问题。在车门关闭过程中,气体压缩阻力和胶条压缩阻力一般占车门关闭过程中总阻力的90%左右。而车门内间隙则是决定胶条压缩阻力的主要因素之一。因此,在白车身生产阶段,对车门内间隙的控制会对车门关闭力的大小产生很大影响。
以北京奔驰某车型的车门关闭力为研究对象,从白车身零件尺寸与车门装配过程等方面对车门关闭力的控制进行了分析。在生产中,通过优化车门外板尺寸、侧围外板尺寸、侧围门洞法兰边尺寸等方式优化了零件尺寸对内间隙的影响;通过优化车门装配Y向位置控制理念等方式改善了车门装配对内间隙的影响。在以上几方面的共同作用下,某车型以往出现的车门关闭力稳定性差、部分车门关闭力过大等问题得到了有效的改善。
1 车门关闭力的评价方法及影响因素
1.1 车门关闭力的评价方法
车门关闭力的评价方式分为主观评价方式和客观评价方式。对于用户来说,通常用手感受车门关闭力的大小,是一种主观评价方式[1]。但该评价方式因人而异,无法具体衡量关闭力的大小。在实际生产中,主要通过测量车门关闭能量来客观地衡量关闭力的大小。一般通过车门关闭速度或弹簧拉伸长度测量车门的关闭能量。
目前在戴姆勒标准中,使用测量弹簧拉伸长度的方式衡量车门关闭力的大小。在车辆空载且车门关闭的情况下,使车辆在水平面上保持驻车状态,将拉力测试仪通过吸盘固定在车窗上,通过手持控制设备调节拉力测试仪的伸长,即车门开启后锁体距离锁柱的距离。按照距离从大到小的顺序关闭车门,测量车门可被关闭的最小距离,如图1所示。一般情况下,汽车车门在满足密封性能的前提下,车门可被关闭的最小距离随车辆生产时间的不同而不同。通常下线24 h之后的车,测量标准为(100±20)mm。

图1 车门关闭拉力测量示意图[2]
1.2 车门关闭力的影响因素
如图2所示,车门关闭过程中,通过能耗来克服的阻力有[3]:接触密封条之前,阻力主要有:限位器摩擦阻力、铰链摩擦阻力、车门重心的位移变化;接触密封条后,阻力主要有:限位器摩擦阻力、铰链摩擦阻力、车门重心位移变化、空气阻力、密封条形变的阻力、车锁摩擦力等。

图2 车门关闭过程阻力
影响车门关闭力的因素虽然很多,但它们对关闭力的贡献大小各有不同。其中影响最大的是气压阻力,其次是密封条。这两个因素共占了能量损失的90%,故应着重考虑这两因素,如果能量影响因素模拟判断不准确,后续生产制造过程中很难弥补这个缺陷[4]。
2 白车身生产过程对车门关闭力的影响
2.1 白车身车门内间隙对车门关闭力的影响分析
白车身制造精度除了影响整车的外观质量,还对密封、振动、噪声、能耗等性能,尤其是车门关闭力产生直接影响[5]。如图3所示,车门密封条分为安装在车门上的头道密封条和安装在侧围上的门框密封条。其中门框密封条不但要保证密封性,还要承受关门时的冲击力。车门关闭过程中密封条反向作用力的大小主要由密封条本身的压缩负载特性和压缩量决定。密封条的压缩负载特性取决于其截面设计及泡管的压缩负荷,而密封条的压缩量则取决于车门与侧围之间的配合间隙及密封条本身的截面设计[6]。
车门与侧围之间的配合间隙即车门内间隙,是影响密封条压缩阻力的主要因素之一。车门内间隙主要分为以下3个部分:(1)车门上沿与侧围门洞的间隙;(2)车门下部与侧围门槛的间隙;(3)窗框与侧围B柱的间隙。头道密封胶条主要与侧围在X和Z方向发生压缩,对关闭力影响较小。对车门关闭力影响较大的是门框胶条,该位置的车门内间隙取决于车门内饰板到侧围门洞法兰边的距离。白车身的尺寸及装配则是影响车身间隙面差及车门内间隙的主要因素。

图3 车门内间隙示意图
2.2 车身尺寸对车门内间隙的影响
白车身是由数百个零件焊接拼装而成的,其中包含大量金属板材,具有弹性大,易变性的特点,在制造过程中难免发生尺寸偏差。车身尺寸偏差是主要来源于以下4个方面[7]:(1)产品设计;(2)焊接夹具;(3)零件偏差;(4)焊接变形。车身生产过程十分复杂,白车身生产过程的主要偏差源在焊接、装配过程中耦合、传播、积累形成白车身的综合偏差。车门分总成尺寸及侧围尺寸都会直接或间接影响车门的内间隙。
2.3 车门装配对车门内间隙的影响
车门装配质量是影响乘用车整体性能的主要因素之一。车门装配质量不良,不仅会影响车身的整体美观,还可能导致噪声、密封不良、关门力大等一系列问题。影响车门装配状态的主要因素有车门尺寸偏差、车身开口尺寸偏差、车门装配过程偏差以及涂装和总装的影响。车门的装配状态也直接控制着车门内间隙的大小,尤其车门在Y向的装配位置对门框密封条的工作间隙有着决定性作用。
3 白车身零件尺寸的控制及优化
3.1 车门外板尺寸的分析与优化
左后门分总成上角区域外闪是导致北京奔驰某车型左后门关闭力偏大的主要原因之一。由于左后门上角外闪,导致车门锁柱Y向调整过程中无法外放车门,从而减小了车门与侧围法兰边之间的内间隙。
为了验证左后门外板上角区域外闪对关闭力的影响,进行了车门平顺度调整前、后关闭力测量结果对比实验,如表1所示(测量点如图4所示)。实验结果表明:将车门锁柱Y向向外调整后,车门平顺外闪,车门内间隙增大,车门关闭力出现明显下降。由于车门初始关闭力的差异及平顺调整量的不同,关闭力可下降10~40 mm(以弹簧伸长衡量)。计算车门平顺调整平均值可知,车门Y向向外调整0.5 mm后,关闭力下降可达20~40 mm。通过冲压件内板与外板尺寸的优化,左后门上角区域由外闪1.0 mm(如图5所示)改善至外闪0.5 mm,有助于减小左后门关闭力。

表1 车门平顺度调整与车门关闭力的关系

图4 车门平顺测量点示意图

图5 左后门上角尺寸优化示意图
3.2 侧围门洞开口区域的尺寸分析与优化
侧围门洞法兰边是门框胶条的安装位置,其Y向尺寸直接影响车门与侧围法兰边的内间隙。车门关闭过程中门框胶条会对车门施加反向压力,其中距离车门铰链越远的位置在车门关闭过程中的反向阻力力矩越大。因此,侧围法兰边距离锁柱区域越近、距离铰链区域越远的位置,其Y向尺寸对车门关闭力的影响越大。
右后门上框区域侧围法兰边外闪,是该车型右后门关闭力偏大的主要原因之一。由于右后门上框区域侧围外板加强板采用热塑性成型超高强度钢,其抗拉强度可达1 300 MPa,难以通过工装调整的方式改善侧围法兰边局部尺寸。因此,与该零件供应商进行了零件优化实验,通过侧围外板加强板尺寸优化解决侧围门洞法兰边Y向尺寸不良的问题,使右后门关闭力得到了极大改善,如图6所示。优化前右后门上框法兰边局部外闪约0.9 mm,优化后该区域尺寸回到中值。右后门关闭力在改善后平均降低约25 mm。
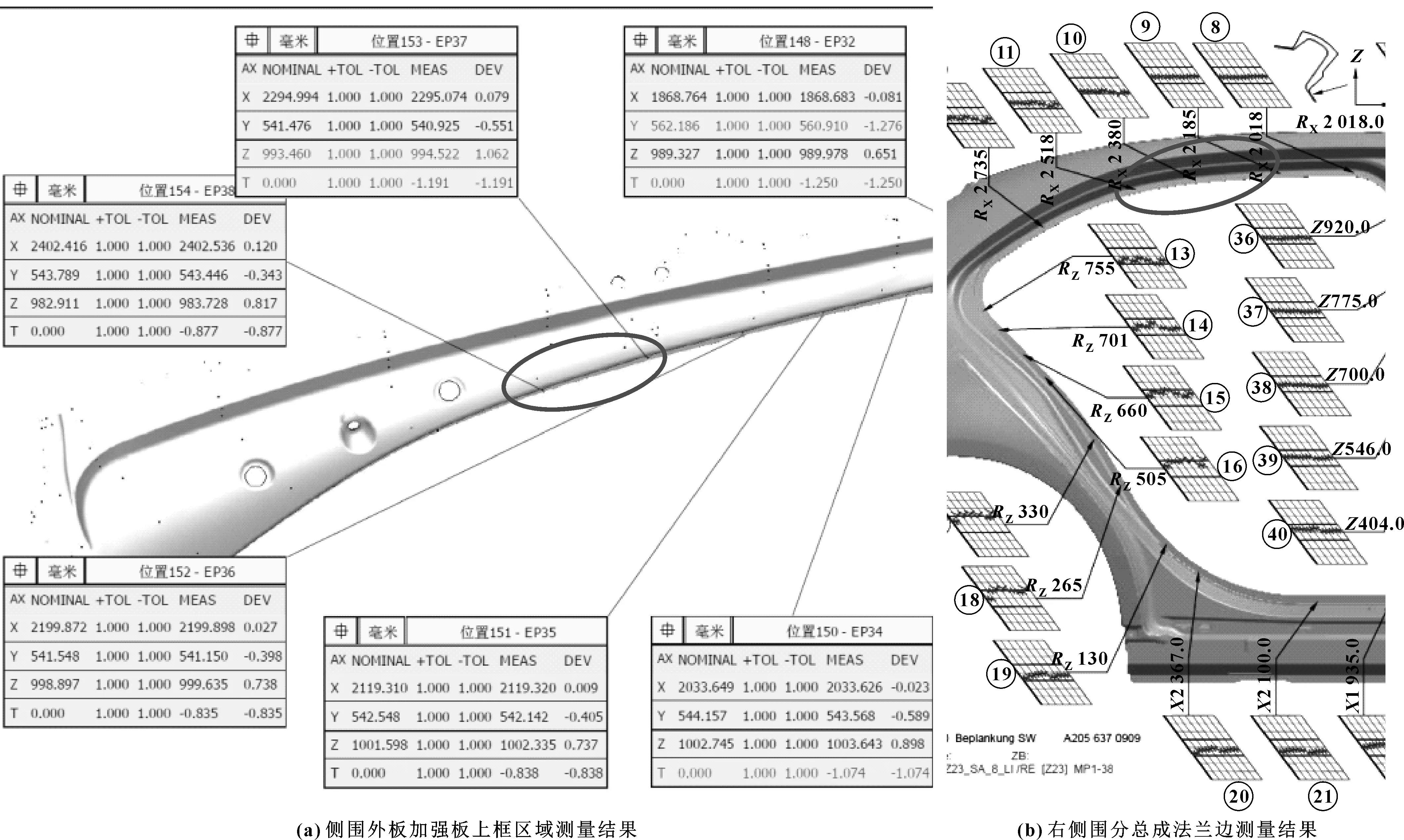
图6 侧围门洞法兰边尺寸优化示意图
3.3 侧围外板型面的尺寸分析与优化
侧围外板型面尺寸主要影响侧围与车门装配平顺度,从而间接影响车门与侧围内间隙。车门上框装饰条、车门外板均与侧围外板型面存在搭接关系,其平顺度需满足成车工艺要求。车门与侧围平顺度超差会造成风阻增大、车门异响及外观不良等缺陷,因此车门Y向调整也受到侧围外板型面尺寸的影响。
通过三坐标测量发现,左侧围外板后门上角区域局部里凹,会造成车门锁柱Y向调整随之里凹,从而减小车门内间隙,增大车门关闭力(如图7所示)。

图7 左侧围外板型面尺寸优化示意图
通过调整侧围工装,该区域由里凹约1.1 mm改善至里凹约0.4 mm,间接增大锁柱区域内间隙0.7 mm,使左后门关闭力有了很大改善。
4 白车身车门装配过程的控制及优化
除了零件尺寸外,车门装配稳定性也是车门内间隙稳定性的主要影响因素。车门装配稳定性既受到工装稳定性的影响,也受到车门间隙平顺返修方式的影响。为确保车门在成车状态下的平顺度满足工艺要求,前门与后门平顺及后门与侧围平顺在装焊车间的预设公差带较小,为(0+0.5)mm。即车门Y向平面的3个控制点为车门上铰链深度、车门上角磁块(归零点)及车门下角平顺度。
为了提高车门装配稳定性,减小车门内间隙的波动,对车门Y向平面的控制点进行了调整。将车门下角平顺度的公差带放宽,调整至±0.7 mm。经验证,公差带调整后车门平顺仍可满足总装成车要求,但车门平顺返修量大大减小,从而避免了车门下角等区域波动对车门装配整体姿态的影响。从车门装配理念上,取消了车门下角平顺控制点,增加车门下铰链深度控制点(如图8所示)。车门Y向控制点的改变虽然增大了车门下角平顺的波动性,但却大大提高了车门整体装配姿态的稳定性,从而减少了对车门内间隙稳定性的影响。

图8 车门Y向控制点优化
5 结论
汽车车门关闭力受到众多因素的影响,其中白车身生产过程控制对保证良好的关闭力起到了很大作用。白车身生产阶段的零件尺寸与车门装配是控制车门关闭力的关键。白车身生产过程对关闭力的影响主要体现在对车门内间隙的影响上。通过优化车门尺寸、侧围尺寸、车门装配工艺均会使车门关闭力得到改善。
通过对北京奔驰某车型车门关闭力问题的具体分析,发现白车身尺寸与装配精度和关闭力的大小紧密相关。白车身尺寸与装配的优化解决了该车型后门关闭力偏大的问题,同时也通过系统的分析改善了车门关闭力的稳定性。在提升产品质量的同时,对车门关闭力的优化也创造了良好的经济效益。
参考文献:
[1]刘亮,刘莉,冀晨超.汽车车门关闭力评价方法及影响因素[J].企业科技与发展,2012(19):17-21.
LIU L,LIU L,JI C C.The Evaluating Methods and Effecting Factor of Auto Door Closing Effort[J].Enterprise Science and Technology & Development,2012(19):17-21.
[2]BeWa自动化有限公司.生产测量工BeDa 2013使用说明书[M],2015.
[3]王超.密封条对车门关闭力影响的试验及结果分析[J].汽车零部件,2013(12):56-60.
WANG C.Test and Results Analysis about Influence of Sealing Strip on Auto Door Closing Force[J].Automobile Parts,2013(12):56-60.
[4]李春芳,左春柽,王利芳,等.车门闭合力研究若干问题的综述[J].机械管理开发,2011(4):4-8.
LI C F,ZUO C C,WANG L F,et al.General Review on the Study of Closing Force of Car Door[J].Mechanical Management and Development,2011(4):4-8.
[5]胡仕新.美国汽车车体装配与焊接研究现状[J].中国机械工程,1997,8(1):24-26.
[6]魏勋强.汽车车门密封条对车门关闭力影响因素探索[J].中国科技信息,2012(9):126.
[7]张勤梅,雷冬雪,张春雷.汽车白车身精度控制思路与方法的探讨[C]//2010中国汽车工程学会年会论文集.长春,2010:1205-1210.
猜你喜欢
汽车工程师(2021年12期)2022-01-17
今日农业(2021年11期)2021-11-27
北京汽车(2020年6期)2021-01-04
汽车实用技术(2020年11期)2020-10-21
汽车实用技术(2020年6期)2020-05-06
汽车零部件(2019年3期)2019-04-10
汽车实用技术(2018年4期)2018-03-20
作文·初中版(2015年10期)2015-10-26
红领巾·萌芽(2015年12期)2015-09-10
华人时刊(2014年6期)2014-07-25