
纳米WC弥散强化孕镶金刚石钻头
2018-05-11 01:10刘宝昌李思奇赵新哲
金刚石与磨料磨具工程 2018年2期
刘宝昌, 李思奇, 韩 哲, 赵新哲, 李 闯, 曹 鑫
(1. 吉林大学 建设工程学院, 长春 130026)(2. 吉林大学 超硬材料国家重点实验室, 长春 130012)(3. 国土资源部复杂条件钻采技术重点实验室, 长春 130026)
地质勘探工作逐步转向深部以及超深部,对钻探技术、装备及工艺提出了更高的要求。孕镶金刚石钻头作为重要的碎岩工具之一,其性能对钻进的效率、质量及成本有着直接的影响。特别是深部钻探消耗较多的起下钻等非正常作业时间,其提钻时间间隔越长越好。因此,研制效率高、寿命长的金刚石钻头对地质勘探工作具有重要意义[1-2]。
现有的强化孕镶金刚石钻头方法包括在胎体中引入CVD金刚石条、在钻头设计中引入仿生耦合理论和使用钎焊法制备钻头等[3-5]。而随着纳米技术的迅速发展,纳米材料表现出的量子尺寸效应、表面效应及宏观量子隧道效应等激发了研究人员的兴趣[6]。利用纳米颗粒弥散强化金属或合金材料成为重要研究方向:纳米颗粒可均匀弥散在金属或合金基体中作为第二相颗粒,限制材料变形过程中位错运动及晶界滑移,从而提高材料的性能[7]。
纳米Al2O3、纳米WC、纳米TiB2及纳米金刚石等弥散强化的铜基复合材料综合性能优异,既具有优良的导电性,又具有高的强度和优越的高温性能[8]。其中,纳米WC硬度高、弹性模量大、比表面积大、热稳定性及化学稳定性好,被广泛用于制备硬质合金和耐磨涂层[9]。将纳米WC引入到复合材料中可以起到良好的弥散强化作用,如ZAITSEV等[10-11]将纳米WC颗粒添加到Cu-Co-Fe-WC和Cu-Co-Fe-Sn基金刚石复合材料中,可以提高硬度、抗弯强度和耐磨性;弥散强化后的金刚石锯片的使用寿命更长。
孕镶金刚石钻头胎体传统配方中含有一定比例的微米级WC,引入纳米WC颗粒并未添加新的元素,其能与胎体中其他颗粒牢固结合且不发生有害反应,同时纳米WC能在一定程度上减缓烧结过程中金刚石表面的石墨化程度[12],所以纳米WC是弥散强化孕镶金刚石钻头的理想材料。
我们将纳米WC引入到孕镶金刚石钻头的传统胎体配方中,研制了一种强化型孕镶金刚石钻头。
1 钻头设计及制备
1.1 钻头胎体设计
钻头胎体配方决定钻头胎体的性能。胎体配方设计主要包括胎体中各组分含量、纳米WC的添加量以及金刚石颗粒尺寸和浓度。
根据试验岩石的研磨性和可钻性分析,本研究所设计钻头在传统胎体配方(如表1)基础上进行改进。在金刚石浓度为80%时,分别在表1所示配方中添加0.5%、1.0%、1.5%、2.0%、2.5%、3.0%(质量分数,下同)的纳米WC颗粒,其物理参数如表2所示。

表1 传统胎体配方各组分粒度及含量

表2 纳米WC物理参数
经称料、混料,热压烧结制备胎体条形试样,具体烧结参数如下:均匀升温,升温时间2 min,烧结温度980 ℃,压力15~18 MPa,保温、保压时间5 min。测定胎体试样的抗弯强度和磨耗比。结果显示:当纳米WC的添加量为2.5%时,试样整体性能最优;相对于对照试样其抗弯强度提高2%,磨耗比提高49%。
根据对胎体试样的性能测定结果,确定本次试验强化型金刚石钻头的胎体配方为97.5%(质量分数)传统胎体配方材料+2.5%(质量分数)纳米WC,对照金刚石钻头胎体全部采用传统胎体配方材料。使用晶型完整、强度高的人造金刚石单晶,颗粒尺寸0.355~0.400 mm,浓度为80%。
1.2 钻头结构设计
设计的强化型金刚石钻头外径为59.5 mm,内径为41.5 mm。胎体工作层高度5 mm,非工作层4 mm。采用矩形水口,水口宽度5 mm,水口数量6个。
1.3 钻头的制备工艺
设计的强化型金刚石钻头由中频感应热压法制备,其制备工艺流程与传统孕镶金刚石钻头相似,如图1所示。
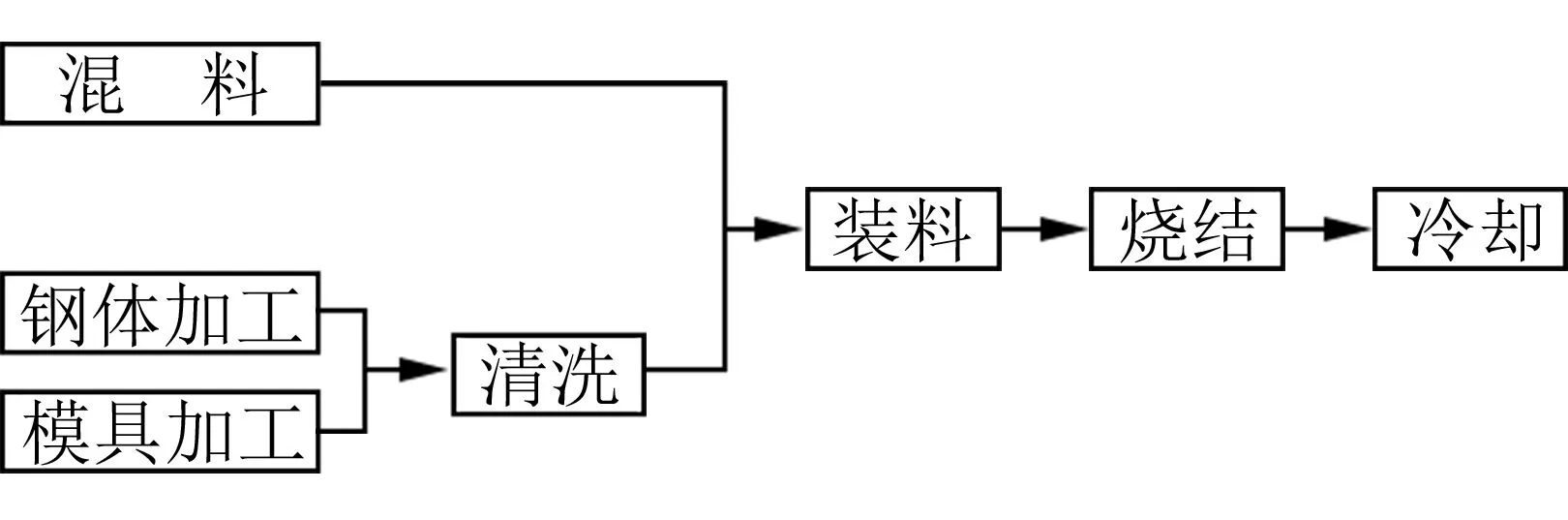
图1 钻头制备工艺流程图
钻头的烧结工艺参数为:烧结温度980 ℃,热压压力约15 MPa,保温时间10 min。制备出的成品钻头如图2所示。

图2 钻头实物图
2 钻头的钻进试验及结果分析
2.1 钻进试验
对制备的纳米WC强化型金刚石钻头进行室内回转钻进试验。试验所用主要设备为XY-1岩心钻机(如图3所示)及PMB-50泡沫泥浆泵。钻机上装有多个传感器,可将所收集的数据实时输入电脑并记录,包括:转速、钻压、泵量、机械钻速以及行程。钻进试验所用岩样为X级硬度的中粗粒花岗岩,具有强研磨性,可钻性等级VII级。
试验前,用旧钻头进行开孔,形成深约5 mm的环形槽。然后安装试验钻头进行钻进试验,并采集试验数据。钻进参数为:钻压7 kN,转速500 r/min,冲洗液量35~40 L/min,其中冲洗液为清水。钻取出的部分岩心如图4所示。

图3 XY-1 钻机

图4 钻取出的部分岩心
2.2 试验结果与分析
钻进试验数据如表3所示,钻头底唇面磨损情况如图5所示。由表3及图5可知:
(1)相对于传统金刚石钻头,强化型金刚石钻头的机械钻速提高了24.93%。说明引入2.5%(质量分数)的纳米WC起到了良好的弥散强化效果,改善了钻头钻进过程中的物理力学性能,进而提高了机械钻速。
(2)相对于传统金刚石钻头,强化型金刚石钻头的单位进尺工作层消耗降低22.42%,预估使用寿命提高28.91%。引入纳米WC有效地提高了钻头寿命、降低了钻进成本。
(3)以传统钻头为对照,观察钻头底唇面磨损后的情况,发现:强化型钻头磨损量小、环槽浅;传统钻头工作层边角掉块,强化型钻头未出现此现象。这说明纳米WC的引入取得了较好的实际使用效果。
(4)强化型金刚石钻头在钻进过程中更加平稳,可能与纳米WC的引入改善了钻头钻进过程中的物理力学性能有关。

表3 钻进试验数据表

(a)传统钻头(b)强化型钻头(c)传统钻头(d)强化型钻头(e)传统钻头(f)强化型钻头图5 钻头底唇面磨损对比
3 结论
将2.5%(质量分数)纳米WC添加到孕镶金刚石钻头胎体传统配方中,研制了一种强化型金刚石钻头,并以其进行室内钻进试验。以传统金刚石钻头为对照,得出如下结论:
(1)将纳米WC引入到孕镶金刚石钻头胎体中,可起到良好的弥散强化作用,提高钻头性能。室内钻进试验表明:提高效果明显,此强化型钻头可应用于实际生产中。
(2)弥散强化金刚石钻头的效果最好时,纳米WC的添加量为2.5%(质量分数)。在此条件下,制备的强化型金刚石钻头较传统金刚石钻头,其机械钻速提高了24.93%,使用寿命提高了28.91%,同时钻进过程更平稳。
参考文献:
[1] 张光亚, 马锋, 梁英波, 等. 全球深层油气勘探领域及理论技术进展 [J]. 石油学报, 2015, 36(9): 1156-1166.
ZHANG Guangya, MA Feng, LIANG Yingbo, et al. Domain and theory-technology progress of global deep oil & gas exploration [J]. Acta Petrolei Sinica, 2015, 36(9): 1156-1166.
[2] 吕智, 刘志环, 潘晓毅, 等. 深部找矿金刚石钻进工具发展现状和趋势 [J]. 超硬材料工程, 2013, 25(4): 39-44.
LV Zhi, LIU Zhihuan, PAN Xiaoyi, et al. Development status and trends of deep prospecting diamond tools [J]. Superhard Material Engineering, 2013, 25(4): 39-44.
[3] 刘宝昌, 孙友宏, 佟金, 等. CVD金刚石条强化孕镶金刚石钻头的试验研究 [J]. 金刚石与磨料磨具工程, 2009(6): 24-27.
LIU Baochang, SUN Youhong, TONG Jin, et al. Experimental study of diamond impregnated drilling bit enhanced with CVD diamond pins [J]. Diamond & Abrasives Engineering, 2009(6): 24-27.
[4] 王传留, 孙友宏, 刘宝昌,等. 仿生耦合孕镶金刚石钻头的试验及碎岩机理分析 [J]. 中南大学学报(自然科学版), 2011, 42(5): 1321-1325.
WANG Chuanliu, SUN Youhong, LIU Baochang, et al. Experiment and rock fragmentation mechanism of bionic coupling impregnated diamond bit [J]. Journal of Central South University, 2011, 42(5): 1321-1325.
[5] 徐良, 刘一波, 杨合丹. 钎焊金刚石钻头制备及钻进性能研究 [J]. 金刚石与磨料磨具工程, 2013, 33(6): 41-43.
XU Liang, LIU Yibo, YANG Hedan. Preparation and drilling properties research of brazed diamond bits [J]. Diamond & Abrasives Engineering, 2013, 33(6): 41-43.
[6] 刘宝昌, 张祖培, 孙友宏. 纳米材料及其在碎岩工具材料中的应用前景 [J]. 探矿工程(岩土钻掘工程), 2003(z1): 272-275.
LIU Baochang, ZHANG Zupei, SUN Youhong. The application prospect of nano-structured materials in rock-fracturing tool materials [J]. Exploration Engineering (Rock & Soli Drilling and Tunneling), 2003(z1): 272-275.
[7] 宁新愿, 汪礼敏, 刘祥庆. 弥散强化金刚石工具胎体材料的研究进展 [J]. 粉末冶金工业, 2015, 25(1): 49-53.
NING Xinyuan, WANG Limin, LIU Xiangqing. Research progress of the dispersion strengthening diamond tool matrix [J]. Powder Metallurgy Industry, 2015, 25(1): 49-53.
[8] 田保红, 宋克兴, 刘平. 高性能弥散强化铜基复合材料及其制备技术 [M]. 北京: 科学出版社, 2011.
TIAN Baohong, SONG Kexing, LIU Ping. High-performance dispersion-strengthened Cu-based composite and its preparing technology [M]. Beijing: Science & Technology Press, 2011.
[9] 谢海根. 纳米碳化钨粉的制备及其性能研究 [D]. 长沙: 中南大学, 2007.
XIE Haigen. Preparation of nanometer WC powders and research on its performance [D]. Changsha: Central South University, 2007.
[10]ZAITSEV A A, SIDORENKO D A, LEVASHOV E A, et al. Diamond tools in metal bonds dispersion-strengthened with nanosized particles for cutting highly reinforced concrete [J]. Journal of Superhard Materials, 2010, 32(6): 423-431.
[11]ZAITSEV A A, SIDORENKO D A, LEVASHOV E A, et al. Development and application of the Cu-Ni-Fe-Sn-based dispersion-hardened bond for cutting tools of superhard materials [J]. Journal of Superhard Materials, 2012, 34(4): 270-280.
[12]SIDORENKO D A, ZAITSEV A A, KIRICHENKO A N, et al. Interaction of diamond grains with nanosized alloying agents in metal-matrix composites as studied by Raman spectroscopy [J]. Diamond & Related Materials, 2013, 38(6): 59-62.
猜你喜欢
轮胎工业(2022年7期)2022-11-25
石油勘探与开发(2021年2期)2021-06-07
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
中国金属通报(2020年4期)2020-07-04
石材(2020年2期)2020-03-16
中国煤层气(2019年4期)2019-11-23
钻探工程(2019年3期)2019-03-22
钻探工程(2019年1期)2019-02-13
