
印花金属板生产线加工技术研究*
2018-05-09 01:44:25杨志超王航凯米晓明
电子机械工程 2018年1期
杨志超,王航凯,米晓明
(浙江大学包头工业技术研究院, 内蒙古 包头 014010)
引 言
传统建筑外墙通常使用涂料来涂刷颜色,这种涂料经过长时间的日晒雨淋会出现脱色、起皮现象,还存在高空坠落的危险。近年来,国内出现以金属板材作为建筑外墙材料,但这些板材颜色单一,加工工艺落后,尤其是在外观、实用性、经济性等方面已经不能满足人们的需求。印花金属板是近几年发展起来的一种用作装饰板材的材料。目前,国外已经出现能大批量生产品质更高的印花金属板的生产线,生产出的印花金属板具有抗褪色性、抗腐蚀性、抗紫外线能力强、抗裂性强以及能够承受恶劣天气环境等优点,能起到环保、节能的作用[1],不仅可以代替传统建筑外墙用的石材、木材等装饰材料,还可以用作一些家用电器外壳深加工的原材料,如冰箱外罩、洗衣机外罩等。据中国产业信息网报道,仅2013年上半年,我国从日本进口的高端印花金属板带就高达8.65万吨。这种印花板国内需求量大,进口价格高,因此有必要设计一整套印花金属板生产线来满足我国在建筑领域的使用要求,填补这一项目的空白。本文根据三色印花金属板加工工艺流程,综合国内对印花金属板的使用要求、国内气候条件和人民的经济条件等各种因素,详细论述了符合国内高端装饰金属板需求的生产线相关设计技术。
1 三色印花金属板生产线介绍
1.1 生产线结构组成
该生产线主要包括开卷机、矫平机、铆接机、张力辊、入口活套、清洗设备、精涂机、液压纠偏机构、固化炉、压力检测机构、印花机、热覆膜机、出口活套、剪切机、收卷机等,如图1所示。整套生产线机架机构采用各类型材与Q235折弯板焊合而成,采用上中下3层结构设计,在满足使用要求的前提下尽量降低材料成本,节约空间。整条生产线采用智能控制,由人工辅助操作,以节约人力,减少劳动成本。钢带跑速为60 m/min,年产印花金属板70 000 t,生产率高。各辊转动由电机控制,由电气系统、液压系统和气动系统辅助控制。整条生产线既可以生产印花金属板,又能生产热覆膜金属板。
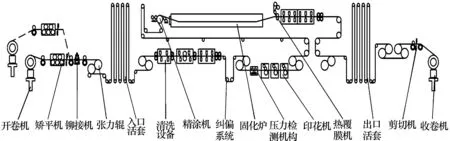
图1 生产线的结构组成图
1.2 工作过程
钢带开始进入时,需人工穿带,运料小车将钢卷运送到开卷机上,开卷机辊旋转开卷。液压系统控制矫平机(一套五辊矫平设备)的动作来矫平钢带。当开卷机处钢卷快跑完时,另一套开卷设备动作,铆接机将第1卷钢带的尾端与第2卷钢带的头部铆接,钢带继续向前运动。张力辊的作用是拉紧钢带,使钢带保持一定的张力。印刷不同板厚的钢带需要不同的张紧力,钢带在进入每套设备前也需要不同的张力,所以每套设备前端基本都有张力辊来控制钢带的张力。液压系统控制压辊与转向辊的压力来控制钢带的张紧力。入口活套的作用是保证换钢卷时,入口活套与出口活套之间的钢带持续运动。换钢卷时,整条生产线是不停止的,这样可以极大地提高生产效率。入口活套内的活套小车有“充套”和“放套”2个动作。“充套”即活套小车向上运动,使钢带充满整个活套,充套时整条线持续动作,所以在该阶段,入口段速度为80 m/min,工艺段速度为60 m/min;“放套”即活套小车向下运动,入口活套需释放钢带来保证更换钢卷时印刷不停歇,当跑带速度为60 m/min时,入口活套最多可以存放110 m的钢带量。出口活套的原理与入口活套的原理相同,但运动顺序相反。清洗设备清洗掉钢带上的污渍并将水分挤干,吹热风烘干钢带。在印花工作完成后,精涂机可以向钢带涂抹清漆来保护印花颜色并使印花板更加光亮。当整条线使用热覆膜时,精涂机可以涂抹粘胶以备覆膜使用。纠偏系统通过CPC或EPC装置来检测钢带的偏移程度并向控制系统反馈信号控制油缸动作来调整钢带位置。固化炉用来加热粘胶以备后面使用。压力检测设备(3辊)用来检测进入印花机板带的张力。印花机(3组)用来印刷钢带。热覆膜机供热覆膜使用。剪切机用来剪断前面铆接的钢带。收卷机回收钢带。图2为生产线的工作流程图。
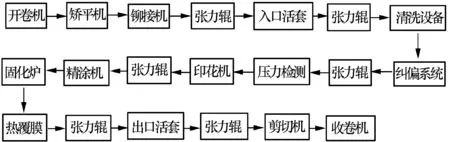
图2 生产线工作流程图
2 三色印花金属板加工工艺
2.1 产品特点
印花金属板以优质热镀锌板或者铝板为基板,采用氟碳或其他高品质涂料,经印花机印刷油墨等一系列加工过程后成型,图3为印花金属板涂层结构。
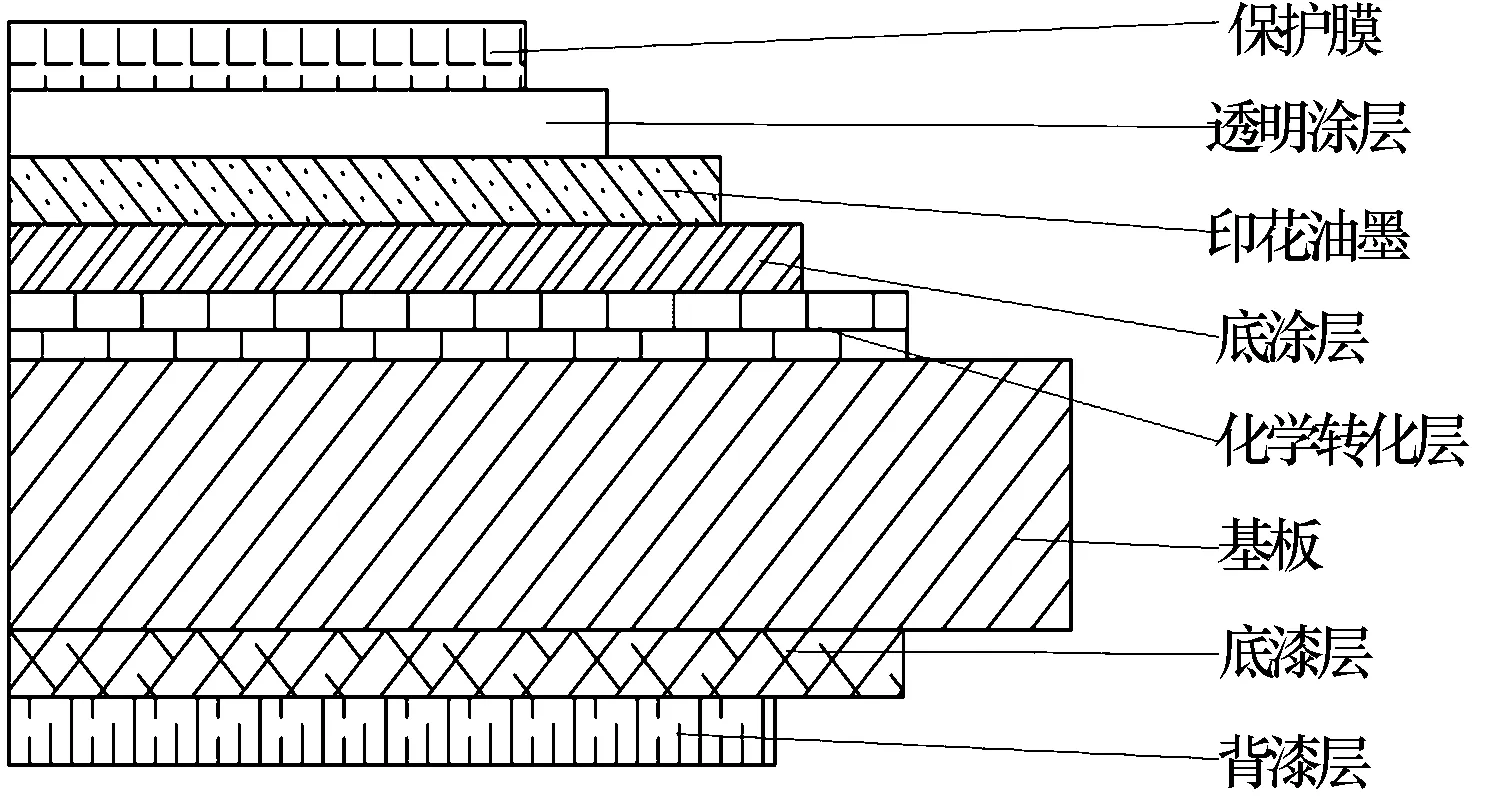
图3 印花金属板涂层结构
印花机通过更换不同样式的印花辊来获得不同花纹图案的印花板。不使用油墨印花机时,还可以使用热覆膜机直接将带有各种绚丽图案的膜热覆在基板上,其外观更加美观,绚丽多彩,更富有立体感。印花金属板易加工,成型快,还可以根据实际情况切割、冲裁、折弯或粘接等。它融合了金属和塑料2种材料的性能优点,强度高,表面平整,装饰性强,不仅具有防火、隔音、隔热、耐腐蚀、耐冲击、易清洗、抗玷污、抗刮、耐磨、耐侯性强等特点,而且因其自身重量轻还可以大大降低建筑结构的载荷[2]。
2.2 金属板印花工艺技术
金属板的印花原理与传统印刷原理相似,由带花纹的雕刻辊将油墨印在转印胶辊上,再由转印胶辊将图案印在板带上,辊涂方式采用顺涂法,即钢带与转印胶辊的切线运动方向相同,操作简单,不易伤辊[3]。图4为印花机的结构简图。
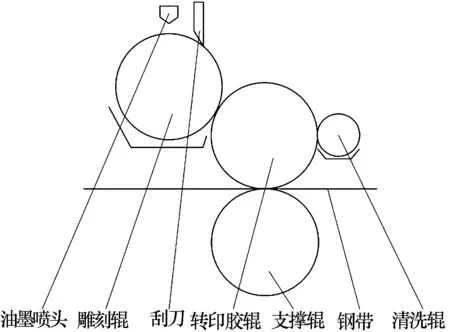
图4 印花机结构简图
印花时油墨喷头将油墨喷洒到雕刻辊上,雕刻辊主动旋转,刮刀将喷洒到雕刻辊上的油墨均匀摊开,转印胶辊将雕刻辊上的油墨转印到板带上。支撑辊用来支撑钢带,清洗辊可以将转印辊上的油墨清洗干净,防止转印花纹叠影。所有辊均可以动作来调整各辊之间的压力,控制涂漆厚度,使板面涂层均匀,最终使涂层面花纹致密、均匀。
印花的板材不同,各辊需要的辊缝和压力也不同。各辊压力的大小影响到印花的效果,压力太小,图案就会发虚,压力太大又会使图案变形。因此在涂辊控制上选用电脑调节、人工控制的模式,并通过涡轮蜗杆装置对压力进行微调。生产不同种类的印花板时,只需更换雕刻辊。印花时,还需对基板提出较高要求,因基板表面的粗糙度和平面度也会影响到印花的效果。另外,还要求各辊线速度一致。
2.3 热覆膜工艺技术
热覆膜需要经过上胶、烘干和热压3个过程。热压由2套设备共同配合完成,其中一套设备完成膜的开卷与加热,另一套设备完成膜与板的粘合。采用精涂机上胶,由固化炉烘干,再用覆膜机在钢带上覆盖一层0.012~0.020 mm厚的带有各种图案的塑料薄膜,从而获得一种板塑合一的产品。图5为热覆膜机的结构简图。该设备体积小,造价低,操作灵活方便,不仅适用于大批量印刷品的覆膜加工,也适用于自动化桌面办公系统等小批量、零散印刷品的覆膜加工,被图片社及印刷厂广泛用于广告制作、设计等,投资少,效果明显,使用的耗材无污染,属于绿色环保产品[4]。
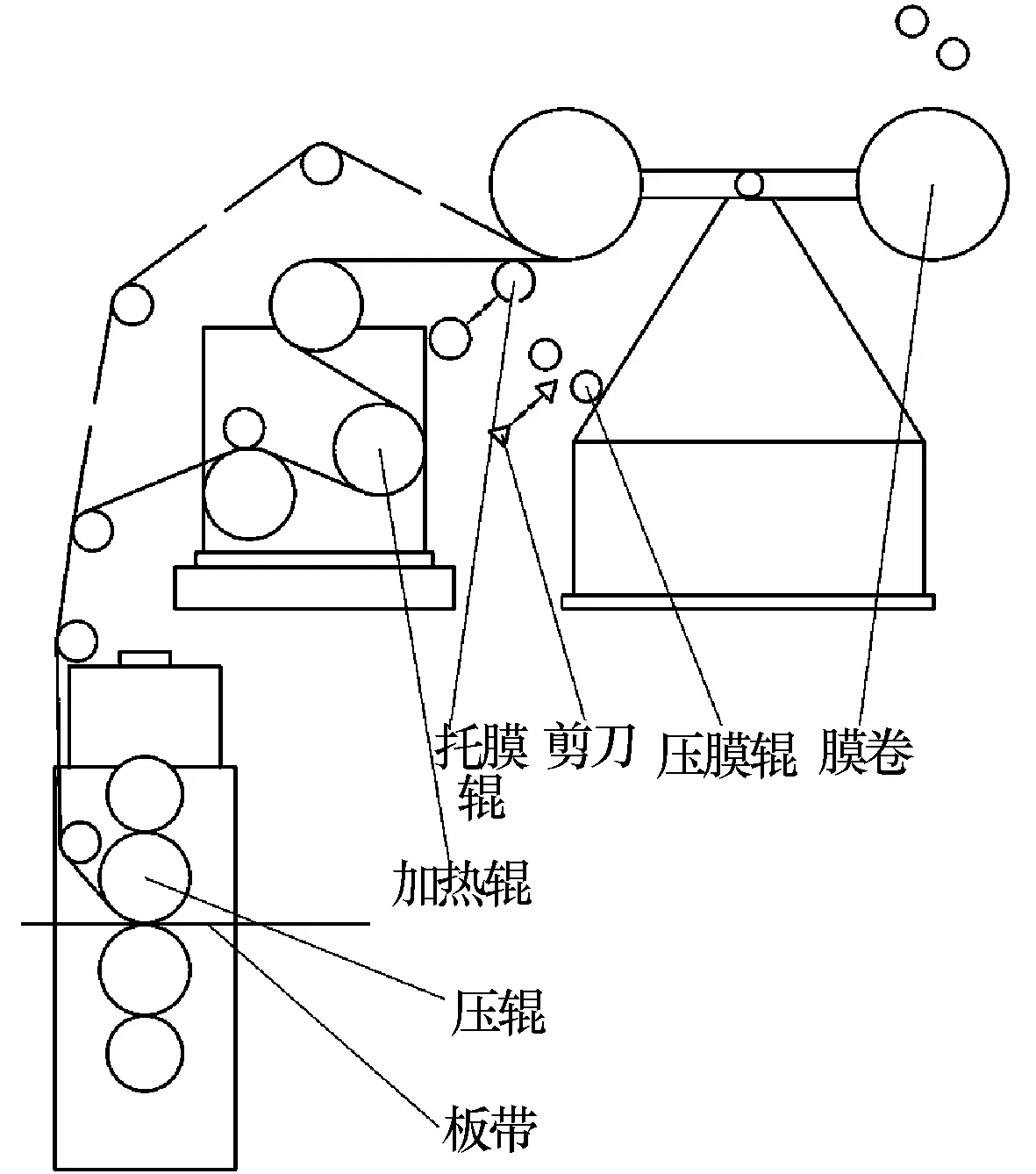
图5 热覆膜机结构简图
采用2卷膜卷,一卷使用,另一卷备用。需要换膜卷时,先在备用膜卷头部贴好胶带,然后控制电机使膜卷架以2卷膜中心线中点位置为圆心转动,两膜卷互换位置后托膜辊会向上运动,使备用膜卷的头部和原膜卷的尾部粘合,同时剪刀会迅速动作,切断即将用尽的膜卷,完成换卷动作。若膜需要加热,则通过加热辊穿膜;若膜不需要加热,则沿虚线穿膜。压辊将膜与钢带压合。
2.4 纠偏控制系统的设计
在实际生产过程中,由于钢带本身的板型和机械设备的安装误差,钢带或多或少会向一个方向跑偏,严重影响到印花机组印花工艺的完成,所以控制并纠正钢带跑偏是非常必要的。可以采取以下措施来减小钢带跑偏:
1)确保辊子面的加工精度和机组的装配精度。该项措施可以减小钢带跑偏,但不能从根本上解决问题,因为待设备使用一段时间后,地基下沉、辊面磨损和其他一些因素也会使钢带跑偏。
2)增大张力。该项措施可以有效减小钢带跑偏,但不能完全根除问题,因为设备受力会随着张力的增大而增大,投资也会相应地增大。
3)降低生产速度。该项措施可以减小钢带跑偏,但机组速度过低会影响生产效率。
以上这些方法可以在一定程度上解决钢带跑偏的问题,但在实际应用中,效果不是十分理想,且经济效益差,而在机组中设置若干纠偏辊的效果却很好。该生产线采用的纠偏控制系统CPC/EPC自成一体,为连续闭环式电液调节系统。纠偏装置系统的结构如图6所示。当钢带偏离生产线所规定的位置时,测量系统测出钢带位置偏差,并将偏差值传送到电控系统。电控系统的输出与液压伺服系统相连,液压系统驱动纠偏执行机构作相应的位移,使钢带精确地行进在预先调整好的中心(边部)位置。

图6 纠偏装置系统结构
图7为无臂式EPC。其中的控制器协调和指挥整个系统的动作,测量传感器测量钢带的位置,表1为控制器的程序代码及对应的传感器。在钢带的下方安装发光源,在上方安装接收CCD摄像头,利用光源与钢带有明显的光学反差这一特点,根据光学成像的原理,通过测量镜头的钢带按一定比例成像到CCD上,部分遮住了光敏单元,而成直线排列的光敏单元则将被测钢带的光学影像沿阵列方向的分布转换为时序的电平信号,所得到的信号经前置放大、峰值检出和二值化处理后,用标准时钟脉冲填充、计数,再经计算即可得到钢带位置。此位置信号经数模转换后送至调节器,经伺服放大,液压系统的伺服阀进而控制伺服油缸动作来完成收卷机轴线方向的动作。线性位移传感器测量收卷机的位移量并将它实时传送回控制器。
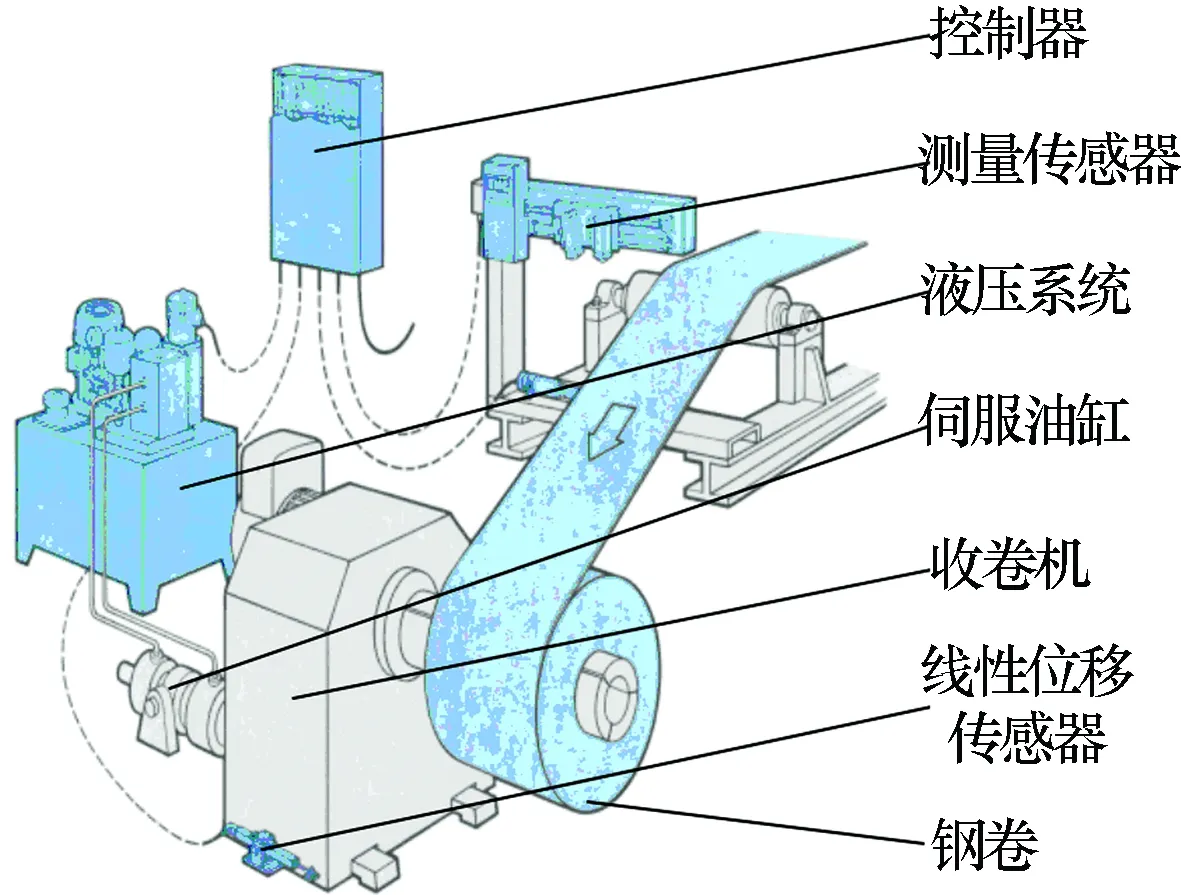
图7 无臂式EPC

程序代码对应传感器ST8101BMI、SMIST8120EVKST8130双EVKST8141EVMST8144EVMSST8181IMH2
注: 表中BMI、SMI为测量传感器,EVK、EVM、EVMS和IMH2均为线性位移传感器。
纠偏机架是用来完成钢带纠偏动作的机构,在整条生产线中装有PI型纠偏机架(可以理解为P型纠偏辊和I型纠偏辊的组合),如图8所示。对于P型纠偏机架控制辊,当控制辊收到控制信号后会侧向调整位移量,钢带随即产生一纠偏量。这种控制辊由一根或一组辊子组成, 辊子装在旋转架上,围绕其下固定框架上的旋转点转动。该控制辊动态性能好, 没有滞后时间。I型纠偏机架控制辊的结构简单,辊子以一端为支点 (旋转点) ,另一端用液压缸调节辊子的角度。当钢带跑偏, 可借助于液压缸调节辊子的角度。通过调节辊子的角度来强制运行中的钢带在辊子上作侧向移动,直到钢带与辊轴线呈90°的位置。钢带突然跑偏后,可马上调整辊子的角度, 但将钢带调整到新的位置需要一定的时间,钢带位置随时间逐步积分,从而达到新的钢带位置[5]。
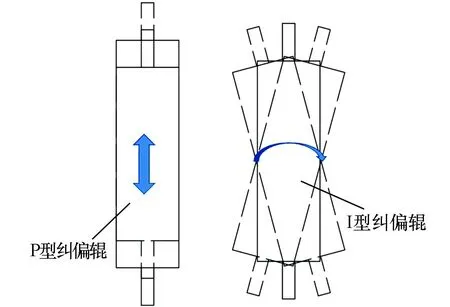
图8 纠偏机架
2.5 检测结果
按上述生产线的生产规格,0.5 mm × 1 250 mm的印花镀锌板均为一级品,成材率为98%,对产品进行的性能检验结果优于或等同于《彩色涂层钢板及钢带》(GB/T 12754—2006)的各项指标要求。各项性能指标检验结果见表2。
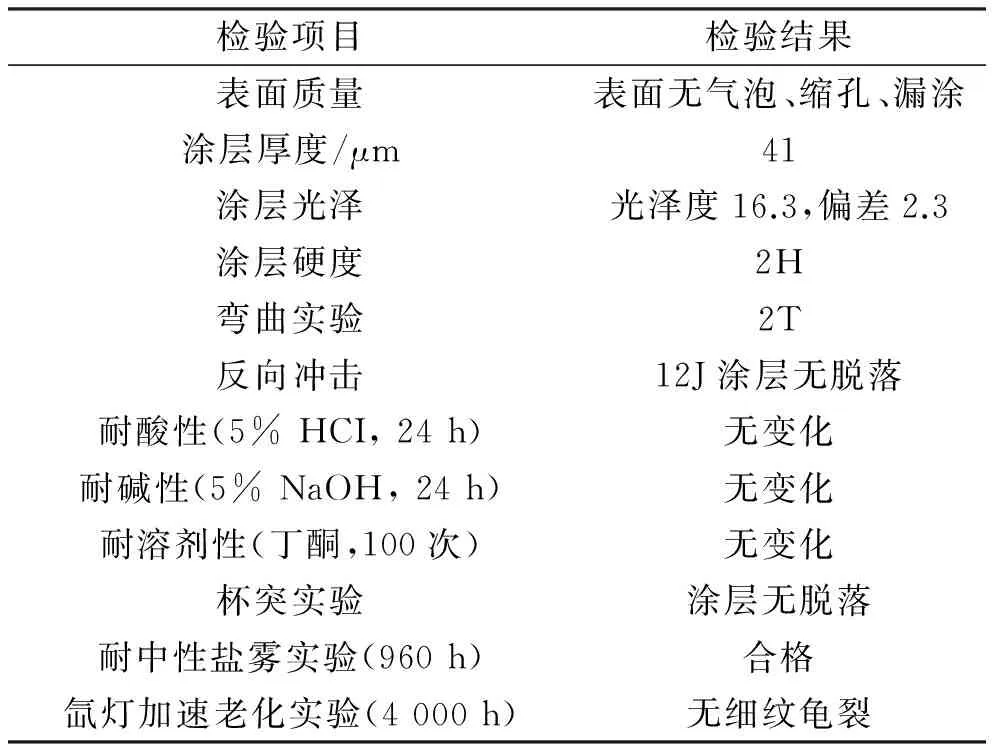
表2 性能指标检验结果
3 结束语
该生产线既可生产不同规格的印花金属板,还可以生产不同规格的热覆膜金属板,一条生产线可实现2种板材的深加工,生产效率高,生产出的新型装饰板材产品完全符合国家标准,有其他装饰材料无法比拟的优势,具有一定的应用及推广价值,是实现高端装饰产业链的重要环节。该条生产线的自检功能和自动化程度还可以进一步提升。
[1] 夏洪波. 浅析建筑用印花金属板制作工艺[J]. 中国住宅设施, 2012(2): 53-57.
[2] 赵胜. 浅谈印花金属装饰板及其应用与前景[J]. 中国住宅设施, 2014(4): 106-112.
[3] 徐江涛. 逆涂过程稳定性分析及辊涂装备设计[D]. 武汉: 华中科技大学, 2010.
[4] 叶子. 打印作品的后期处理:覆膜工艺[J/OL]. [2017-11-15]. http:∥www. dpes.cn/news/2011/06/3725.html.
[5] 杨森. EMG纠偏系统闭环控制的实现[J]. 山西科技, 2013(4): 93-96.
猜你喜欢
煤气与热力(2021年2期)2021-03-19 08:55:54
矿冶(2020年5期)2020-12-29 02:55:38
设备管理与维修(2020年12期)2020-06-30 12:23:48
国际纺织导报(2020年1期)2020-04-25 02:27:06
山西冶金(2019年1期)2019-04-26 08:25:32
中国测试(2018年10期)2018-11-17 01:58:30
东华大学学报(自然科学版)(2018年1期)2018-06-29 03:35:20
雷达学报(2018年1期)2018-04-04 01:56:48
橡胶科技(2018年11期)2018-02-16 08:45:50
纺织机械(2014年8期)2014-12-19 03:37:06
