厢式压滤机的构造、工作原理及其框架强度和刚度的设计计算(Ⅱ)*
2018-05-09 02:29:58蔡祖光
陶瓷 2018年2期
蔡祖光
(湖南海诺电梯有限公司 湖南 湘潭 411104)
(续上期)
2 液压压紧型厢式压滤机工作原理
液压压紧型厢式压滤机的液压原理示意图如图3所示,按下“柱塞前进”按钮时,启动油泵电动机,油泵由油箱经滤油器过滤后吸入液压油,液压油输出后,进入油路块和三位四通电磁换向阀,此时因三位四通电磁换向阀处于中间位置,油泵卸荷。同时,时间继电器开始延时,延时几秒(可调)后,三位四通换向阀用电磁铁1CT通电,油泵输出的压力油进入液压油缸无杆腔并推动柱塞带动推压板及滤板滤布实现“前进”的动作。在推压板、滤板滤布和止推板靠紧时,液压油缸内的油液压力迅速上升,当液压油缸无杆腔内的油液压力上升到电接点压力表YX的上限(可调)时,电接点压力表YX立即发讯号迫使1CT失电,结果油缸柱塞立即停止“前进”的动作,延时几秒后油泵电机停止工作,这时液压系统因液控单向阀的关闭作用而自动形成锁紧保压过滤回路。然后再启动进浆泵(液压柱塞泥浆泵),此时陶瓷泥浆或固体颗粒悬浮物型工业废水或污水由泥浆搅拌池或固体颗粒悬浮物型工业废水聚集池(采用搅拌机搅拌防止固体颗粒悬浮物沉淀)或污水聚集池(采用搅拌机搅拌防止固体颗粒悬浮物沉淀)经进浆管路和止推板上的进浆口依次进入各滤板滤布所组成的滤室内进行压滤脱水操作。
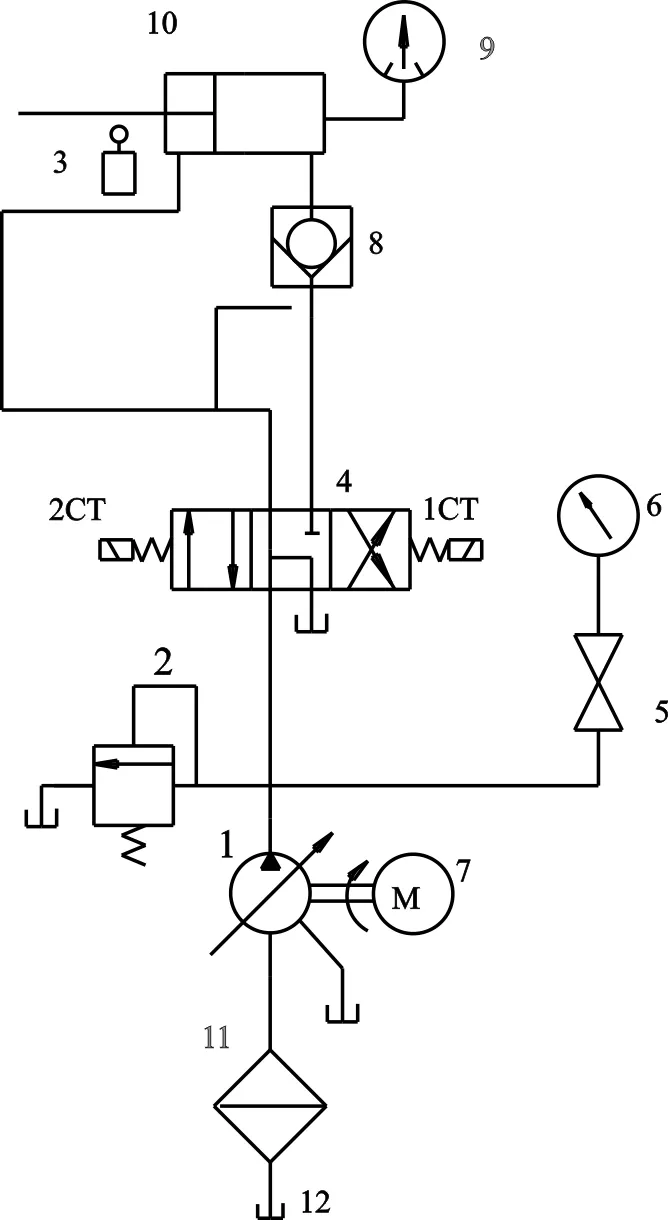
1-油泵 2—溢流阀 3—行程开关XK 4—三位四通电磁换向阀 5—压力表开关 6—压力表 7—电机 8—液控单向阀 9—电接点压力表YX 10—油缸 11—滤油器 12—油箱 1CT、2CT—电磁铁
图3液压压紧型厢式压滤机的液压原理示意图
压滤脱水操作过程结束时,需要液压缸柱塞做“退回”运动,此时首先应停止进浆泵(液压柱塞泥浆泵)的工作,然后开启止推板上进浆管路上的泥浆转换开关,将剩余(未完成过滤脱水操作)的浆料全部排回泥浆搅拌池或固体颗粒悬浮物型工业废水聚集池或污水聚集池后,再按下“柱塞退回”按钮,此时油泵电机立即起动,同时三位四通换向阀用电磁铁2CT得电,油泵输出的压力油进入液压油缸的有杆腔并推动柱塞快速退回,当柱塞退回到终点并压下行程开关XK时,行程开关XK立即发讯号迫使2CT失电,柱塞停止“退回”动作,延时几秒后油泵停止工作。最后用人工拉开滤板,搬出滤饼(陶瓷泥饼),清洁和清洗滤布。这样就完成了陶瓷泥浆或固体颗粒悬浮物型工业废水或污水等过滤脱水操作过程。
若在脱水过滤过程中,因液压油的泄漏等引起液压油缸内油液压力的下降,当液压油液的压力下降到电接点压力表YX调定的油压下限值(可调)时,电气控制系统将自动起动油泵电机,向液油缸压紧装置进行补能(灌油),迫使液压油缸无杆腔内的液压油压再次上升到电接点压力表YX调定的油压上限值,然后又自动断开电源,油泵停止供油,再次形成锁紧保压过滤回路。这样循环可确保陶瓷泥浆或固体颗粒悬浮物型工业废水或污水等压滤脱水过程中所产生的液压紧力的相对恒定,从而获得含水量较低及含水量相对恒定的滤饼或污泥。
3 基本假设
液压压紧型厢式压滤机的结构示意图如图1所示。厢式压滤机框架是厢式压滤机的主要承载构件,不仅需要支承所有滤板、滤布及推压板(又称头板)的重量、所有滤板、滤布、推压板及后横梁(又称尾板或止推板)所形成的所有过滤室内填充物(待过滤物)的重量,而且还要承受滤板滤布的压紧力(液压油缸柱塞的推压力)以及过滤物料(浆料)产生的过滤推动力等。所以说,为了简化厢式压滤机框架强度和刚度的设计计算,我们可以将厢式压滤机框架简化为一个封闭的“四边形”框架(又称“矩形”框架)[2~4],如图4所示。显然这是一个超静定系统(也称静不定系统或静不定构件)。众所周知,静不定构件是一个整体的受力构件,当外力作用下,各构件之间存在着复杂的受力变形制约(协调)关系,通常是不能简单地将静不定构件简化成或者拆分成“梁状”构件和“杆状”构件的组合体等。为了求解此静不定构件的受力及其变形之间的复杂关系,我们需采用以下基本假设。
1)图1中的厢式压滤机正常工作时,施加于滤板滤布的压紧力必须大于过滤物料(如:陶瓷泥浆或固体颗粒悬浮物型化工浆液、工业废水及污水)的压滤脱水(过滤脱水)推动力,否则就会使所获得的滤饼(陶瓷泥饼)或污泥的含水率过高,导致压滤脱水效率降低,严重时,甚至还会产生漏浆(也称“跑浆”)等,浪费原材料,污染生产环境,不利于文明生产等。因此,在设计计算时,我们必须以滤板滤布的压紧力F(单位:N)为依据,并认为可滤板滤布的压紧力F通过推压板及各滤板滤布等分别作用于前横梁和后横梁的中断面上,而且可以简化为一对大小相等、方向相反、作用在一条直线上的纵向作用力F,如图4所示。
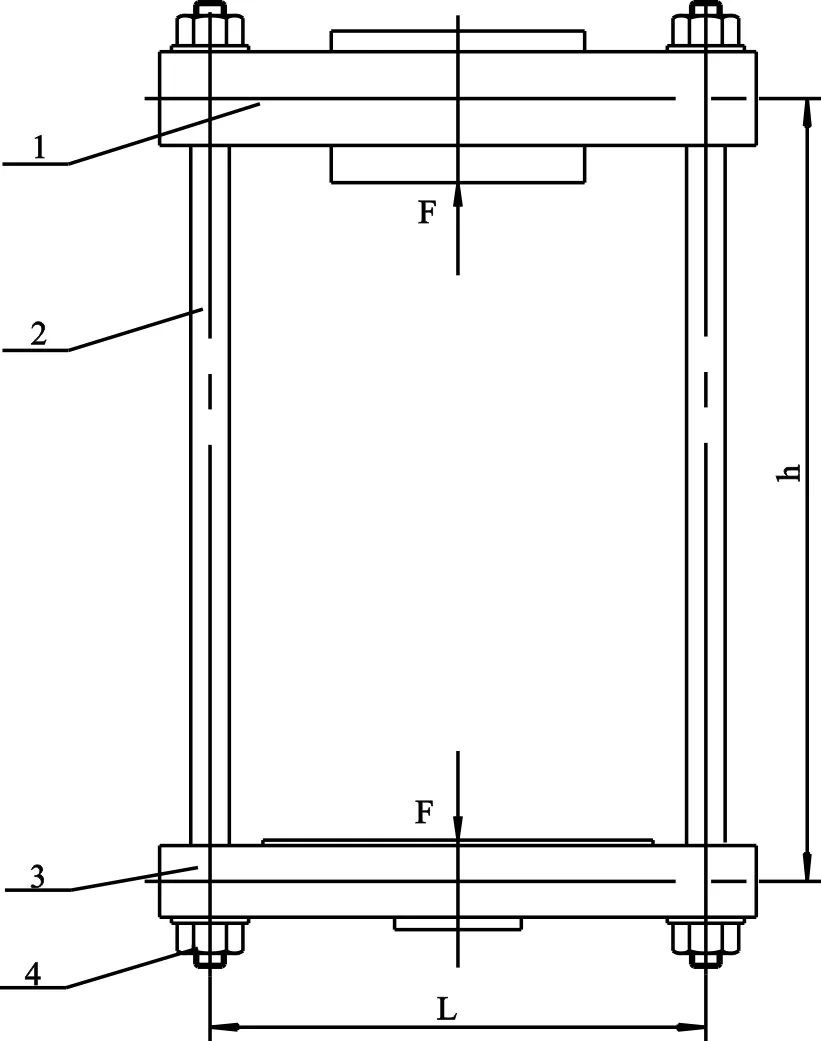
1-前横梁 2-拉杆 3-后横梁 4-锁紧螺母
2)从图1可以看出,因厢式压滤机两侧的拉杆(又称导轨)通常采用一个或两个支柱支承,这就最大限度地限制了两侧拉杆在自重方向(垂直方向)的变形。同时,考虑到推压板、所有滤板滤布及所有过滤室内的填充物的重量与滤板滤布的压紧力F相比都很小,因此,我们可以近似认为该作用力对拉杆所产生的垂直变形(自重方向)非常小,并可以忽略不计。
3)由于厢式压滤机框架的受力及结构具有对称性,同时压紧滤板滤布的移动过程中推压板、所有滤板滤布与拉杆接触所产生的支承力及摩擦阻力与滤板滤布的压紧力F相比极小,也可忽略不计。所以,我们获得厢式压滤机受力后其变形示意图如图5所示。
4)如图1和图4所示,考虑到厢式压滤机框架是由前横梁、后梁和两侧拉杆两端分别通过高强度的螺纹连接可靠地连接构成“矩形”框架这一客观事实。那么,我们可近似地认为厢式压滤机框架的前横梁、后横梁和两侧拉杆交界处(又称拐角)的刚性为无限大,所以厢式压滤机框架受力变形后,其拐角扔保持为直角示意图如图5所示。
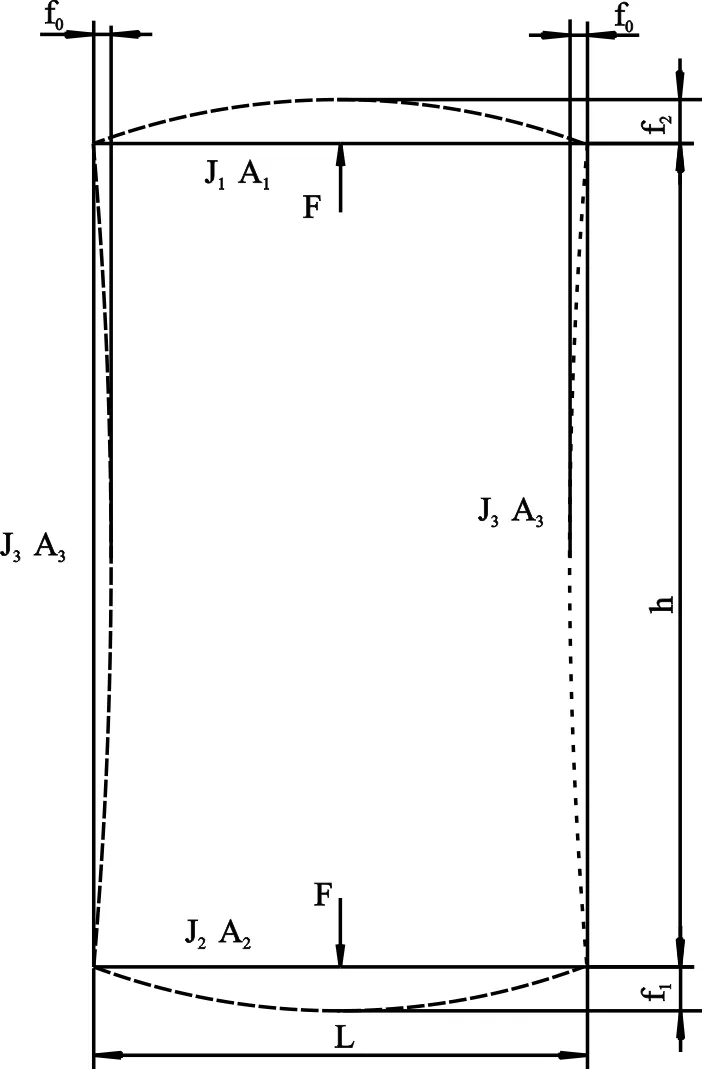
图5 厢式压滤机框架的受力变形示意图
4 力学模型的建立
为了简化厢式压滤机框架强度和刚度的设计计算或校核,我们可近似地认为厢式压滤机框架的前横梁、后横梁和拉杆在其计算长度(单位:m)内属于等截面梁状构件或等截面柱状构件,且厢式压滤机框架的前横梁、后横梁和拉杆的等效截面惯性矩(单位:m4)及等效截面积(单位:m2)依次分别为J1、J2、J3、A1、A2、A3,并且J1>J2>J3,A1>A2>A3,生产实践中通常是h>L(如图5所示)。同时,又考虑到厢式压滤机框架的前横梁和后横梁通常采用铸造性能较好、金属切削加工性能良好及强度较高的球墨铸铁(如:QT600-3等)或铸钢(如:ZG35等)等铸造成形,经消除铸造内应力处理后再经金属切削加工后制成;或采用普通碳素结构钢板(如;Q235A等)和型材(如:角钢、槽钢及工字钢,其材质仍为Q235A等)焊接成厢式压滤机框架的前横梁和后横梁毛坯,前横梁和后横梁的焊接式毛坯经消除焊接内应力处理后再经金属切削加工后制成厢式压滤机框架的前横梁和后横梁。此外,厢式压滤机框架两侧的拉杆通常采用优质碳素结构钢(如:45#钢等)经调质处理及调直校正处理后,再经车削成形。由此可见,厢式压滤机框架的前横梁、后横梁和拉杆所用材料的弹性模量基本相似,都标记为E(单位:Pa)。在上述基本假设的基础上,我们可将厢式压滤机框架简化为“矩形”构件[2~4](如图5所示)。
5 受力分析
以轴力N0和弯矩M0作为多余约束反力,并标记为X1=N0及X2=M0来求解此超静定系统。同时,考虑到“矩形”构件受力后所产生的内力和变形在其宽度方向(横向)也是对称的,因此我们可选取二分之一“矩形”构件进行受力分析,并根据理论力学和材料力学的相关知识获得如图7(a)所示的基本静定系[2~3]。

N0——中截面的轴力 Q0——中截面的剪力 M0——中截面的弯矩图6 厢式压滤机框架后横梁中断面假想剖切时的受力分析示意图
同时,考虑到“矩形”构件所产生的变形在其宽度方向(横向)也是对称的这一客观事实,H截面(中截面)在X1方向及X2方向绝不允许产生变形,否则,此“矩形”构件即厢式压滤机框架将受到破坏而断裂,显然这与厢式压滤机正常工作是相互矛盾的。由此可见,H截面(中截面)在X1方向及X2方向所获得的位移只能分别为零。所以我们求得“矩形”构件的变形协调方程(二元一次方程组)为[2~3]:
△1+δ11X1+δ12X2=0
△2+δ21X1+δ22X2=0
为了便于描述,可假设迫使“矩形”构件产生向“矩形”构件内侧凸出变形的弯矩为正,显然,迫使“矩形”构件产生向“矩形”构件外侧凸出变形的弯矩为负,为此,分别计算二分之一“矩形”构件在各段的弯矩方程如下:


2)基本静定系在X1方向单位作用力的单独作用下(见图7(c))所产生的弯矩方程如下:
CA段:M1(y)=-y (0≤y≤h)

3)基本静定系在X2方向单位力偶矩的单独作用下(见图7(d))所产生的弯矩方程如下:
CA段:M2(y)=1 (0≤y≤h)
4)根据材料力学的莫尔积分可求出各系数之值,如图7所示。
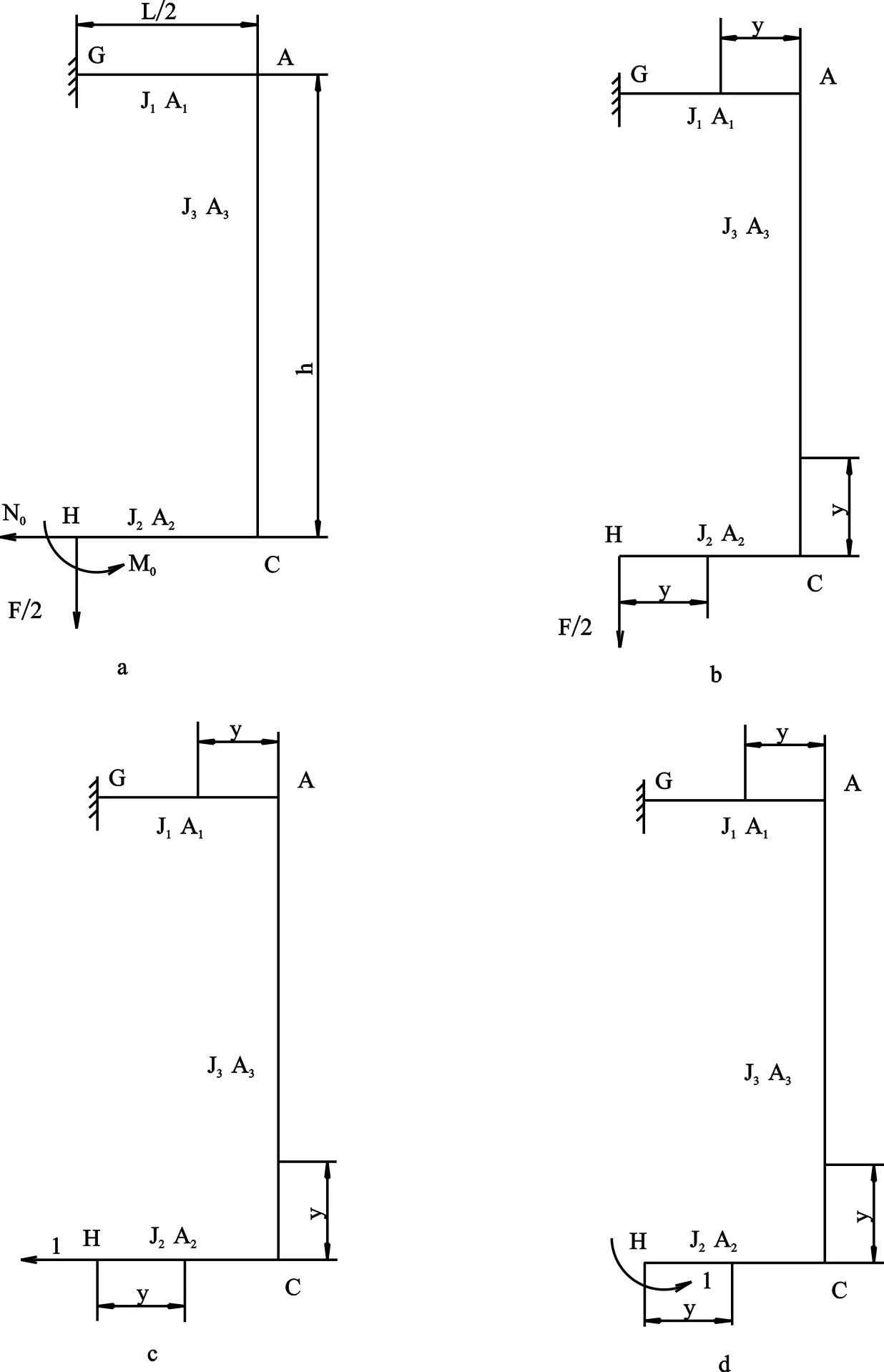
图7 多余约束反力的求解示意图
5)将各系数值代入变形协调方程(二元一次线性方程组)为:
将变形协调方程(二元一次线性方程组)两侧除以公因式,整理后得:
我们可以利用行列式或代入法求解上述二元一次线性方程组,得到:

6 强度的设计计算
因厢式压滤机框架的受力及其几何形状在其宽度方向(横向)的对称性,同理我们可以从二分之一“矩形”构件的强度设计计算着手,然后按对称性原则求出整个“矩形”构件的强度,即为所求厢式压滤机框架的强度,如图7(a)所示,分别计算二分之一“矩形”构件各段的弯矩方程及轴力方程如下。
6.1 弯矩方程



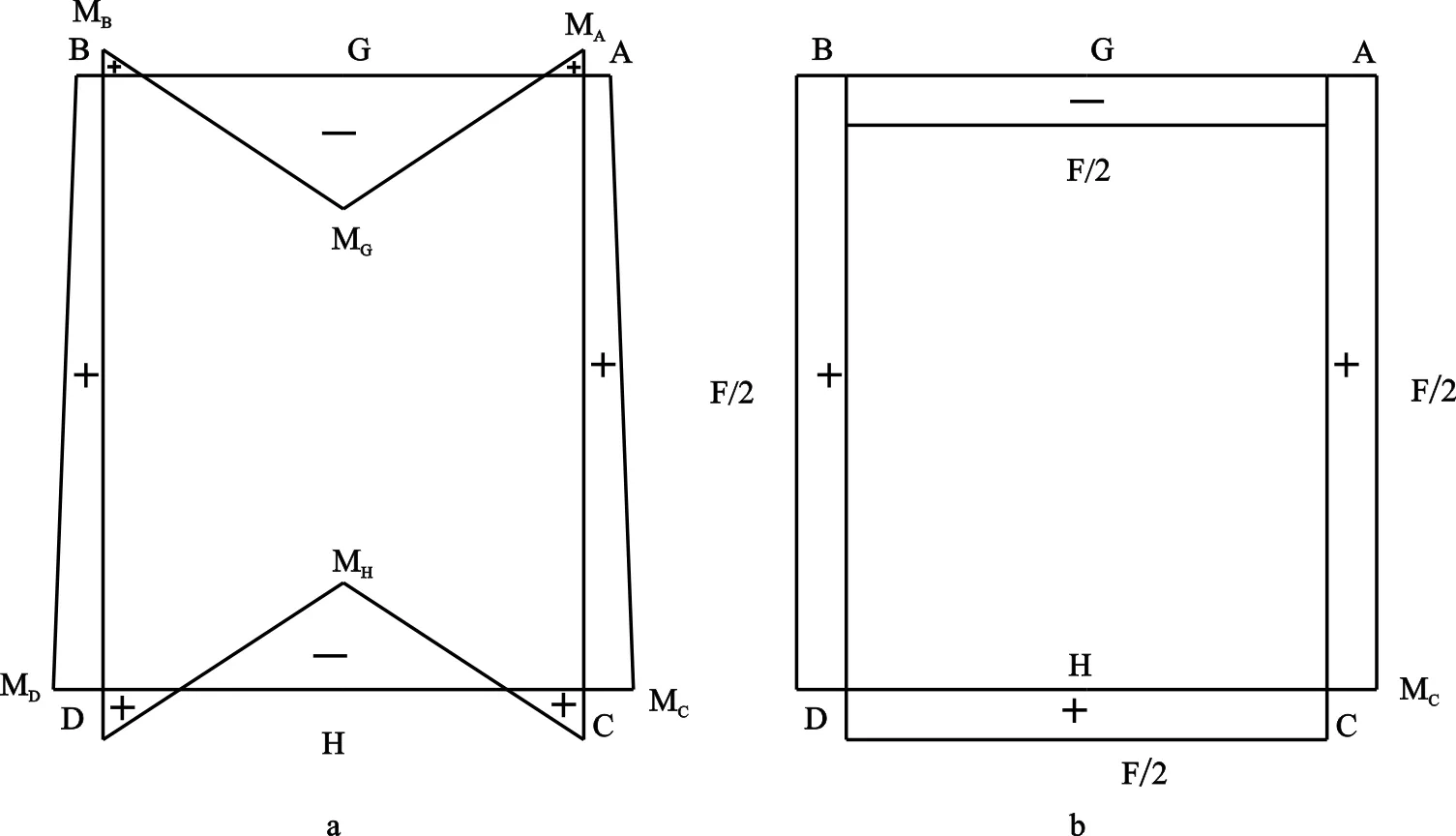
根据上述弯矩方程,我们可以做出二分之一“矩形”构件的弯矩图,然后按照“矩形”构件在其宽度方向(横向)的受力对称原则,即可作出整个“矩形”构件的弯矩图,如图8(a)所示,即为所求厢式压滤机框架的弯矩图。同时,拐角处的弯矩分别为:
1)厢式压滤机框架的前横梁与两侧拉杆拐角处的弯矩,即为:
2)厢式压滤机框架的后横梁与两侧拉杆拐角处的弯矩,即得到:
3)厢式压滤机框架前横梁中截面处的弯矩,即得到:

4)厢式压滤机框架后横梁中截面处的弯矩,即得到:

因厢式压滤机框架通常是J1>J2>J3,h>L,即可得到:K1>K2,α>1,所以得出MA=MB 由此可见,厢式压滤机框架将在前横梁或后横梁的中截面处获得最大的弯曲应力,它所对应的弯矩分别为: 1)厢式压滤机框架前横梁中截面处的弯矩,即得到: 2)厢式压滤机框架后横梁中截面处的弯矩,即得到: (a)弯矩图 (b)轴力图图8 厢式压滤机框架受力后的弯矩图和轴力图 同理,根据上述轴力方程,我们可以做出二分之一“矩形”构件的轴力图,然后按照“矩形”构件在其宽度方向(横向)的受力对称原则,即可作出整个矩形”构件的轴力图(如图8(b)所示),即为所求厢式压滤机框架的轴力图。 实际生产经验表明,通常剪力对厢式压滤机框架(“矩形”构件)的破坏作用极小,因此强度和刚度设计计算或校核时通常可忽略剪力的影响[2~3],因此,我们可以根据厢式压滤机框架的弯矩图和轴力图(见图8),对厢式压滤机框架进行强度设计计算或强度校核。 同时图8也表明,厢式压滤机框架后横梁中截面处既承受较大的弯曲拉应力,又承受较大的轴向拉应力,两者迭加后易达到材料的断裂应力(抗拉强度极限),并且球墨铸铁(如:QT600-3等)、铸钢(如:ZG35等)和普通碳素结构钢(如:Q235A等)材料的抗拉能力通常比抗压能力差。值得注意的是,若设计制造考虑欠妥时,其后果是易造成厢式压滤机框架后横梁受到破坏甚至断裂等安全隐患,这是厢式压滤机框架设计制造过程中应避免的毁坏性事故。在实践生产中确实也发生了厢式压滤机框架后横梁断裂的事故,这与理论分析及设计计算完全吻合,同时也验证了采用厢式压滤机框架强度设计计算或校核公式设计制造厢式压滤机是安全可靠的。 从图1和图5可得出,厢式压滤机工作时,在滤板滤布的压紧力(液压油缸柱塞的推压力)的作用下,厢式压滤机框架在滤板滤布的压紧方向——厢式压滤机框架的长度方向(纵向)和宽度方向(横向)都产生了变形。实际生产经验表明:厢式压滤机框架在其宽度方向(横向)所产生的变形f0远小于在长度方向(纵向)所产生的变形量(f1+ f2)。若厢式压滤机在滤板滤布的压紧方向——厢式压滤机的长度方向(纵向)的变形量(f1+ f2)过大,就会造成所获得的滤饼(陶瓷泥饼)或污泥饼的含水率过高,降低其压滤脱水效率,严重时,甚至产生漏浆(也称“跑浆”)等,浪费原材料,污染生产环境,不利于清洁生产等。因此,设计制造厢式压滤机框架时,必须限制厢式压滤机框架纵向变形量(f1+ f2)的大小,才能确保厢式压滤机的正常工作和提高其压滤脱水效率。 事实上,我们考虑到厢式压滤机正常工作时,厢式压滤机框架将在前横梁和后横粱的中截面处即滤板滤布的压紧力F的作用线处(纵向)产生最大变形量(f1+ f2)(见图5)并符合构件受力与其变形之间的关系——卡氏定律[2~3],因此我们可获得: 式中:U(y)为整个厢式压滤机框架在滤板滤布的压紧力F的作用下所产生的变形能量之总和。 因厢式压滤机框架即“矩形”构件的受力、几何形状及其变形的轴对称性特点,所以整个厢式压滤机框架在滤板滤布的压紧力F的作用下所产生的最大变形量(f1+ f2)是按卡氏定律计算二分之一“矩形”构件变形量的两倍(如图7所示),可得到: 将二分之一“矩形”构件在HC段、CA段及AG段的轴力方程及弯矩方程代入上式,同时,为了简化设计计算过程,可令: 这就是厢式压滤机框架在滤板滤布的压紧方向(厢式压滤机长度方向——纵向)所产生的最大变形量,所以,我们可以根据上述设计计算公式对厢式压滤机框架进行刚度设计计算或刚度校核。 1 张雪敏,王建义,梁嘉琪.建筑垃圾生产烧结墙体材料的预约化处理[J].砖瓦.北京:清华大学出版社,2017 2 卢耀祖,郑惠强.机械结构设计[M].上海:同济大学出版社,2004 3 刘鸿文.材料力学[M].北京:人民教育出版社,1982 4 西北工业大学.理论力学[M].北京:人民教育出版社,1981

6.2 轴力方程


7 刚度的设计计算



猜你喜欢
选煤技术(2023年3期)2023-11-14 12:42:16
选煤技术(2021年3期)2021-10-13 07:33:40
商用汽车(2021年4期)2021-10-13 07:16:00
选煤技术(2021年6期)2021-04-19 12:22:08
探索科学(学术版)(2020年5期)2021-01-20 06:17:44
化工机械(2020年2期)2020-06-03 08:38:10
——基于BECO PR Steril40滤板替换50P滤板进行过滤
工业技术创新(2016年2期)2016-07-21 09:54:44
第一财经(2016年25期)2016-07-18 11:53:35
专用汽车(2015年12期)2015-07-08 03:21:14
专用汽车(2015年8期)2015-03-01 04:11:02