大型LNG工厂开工复产方案优化及问题处理
2018-05-07 12:20:22杨烨王海成郑玉宝余霆朱争谌军
石油与天然气化工 2018年2期
杨烨 王海成 郑玉宝 余霆 朱争 谌军
1.中国石化江汉油田分公司江汉采油厂湖北新捷LNG项目部 2.青海油田采油四厂基建管理部 3.中国石油青海油田勘探开发研究院 4.中国石油北京油气调控中心5.青海油田公司井下作业公司压裂技术服务大队 6.青海油田公司采油一厂物资管理部
LNG工厂具备低温工程与油气储运的双重技术要点,既具有传统化工企业工艺单元多、过程管控严等特点,又具备低温工程领域对设备设施要求高,工艺参数控制精确等要求[1]。由于LNG产品最终需要低温换热后生产,所以LNG工厂的核心技术为透平机械、换热器的合理设计与搭配使用。目前,较为成熟的LNG生产工艺有级联式液化工艺、混合制冷剂液化工艺、带膨胀机的液化工艺,其中不同工艺工厂的能耗与造价各不相同,且开工复产难点与问题也不同[2-4]。
由于LNG技术主要由国外研发并投入生产,所以国外对于该领域研究较为透彻,当前主要集中在工艺优化和装备制造方面。国内于20世纪90年代才开始LNG技术的具体实践,近年来主要是引进国外技术并就相关工艺和设备进行国产化,所以需要进一步积累设计经验并根据不同工艺包制造出与其配套的生产装备。
我国对不同LNG工艺技术的吸收程度不同,所以在LNG工厂实际生产环节所发生的问题也不同。LNG工厂受市场行情波动会间歇式停工,能否顺应市场变化及时进行开工复产是检验LNG工程设计完备性与技术稳定性的关键指标之一[5]。基于此,本文以湖北500×104m3/d LNG工厂国产化示范工程为例,收集2015~2017年3年开工复产数据进行分析。根据不同阶段发生的问题在开工复产方案上进行优化,得出通用性技术要点,全面指导开工复产顺利进行。
1 工艺原理
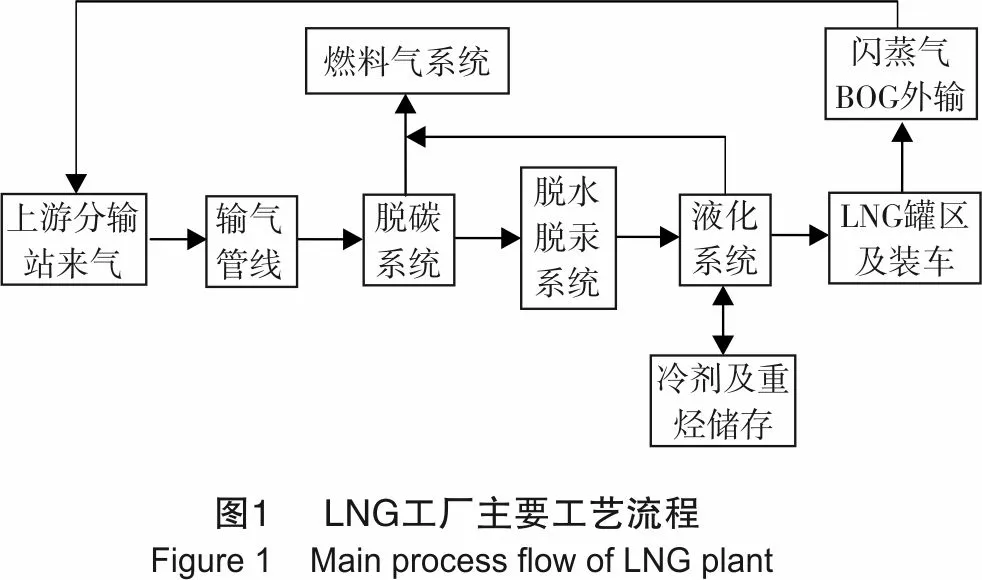
湖北LNG工厂国产化示范工程天然气处理能力500×104m3/d,基本流程与其他LNG工厂相似,主要有三脱、液化、BOG、公用工程等组成部分,见图1。液化单元采用多级单组分制冷液化工艺,首先由丙烯、乙烯、甲烷3台压缩机提供动力,然后原料气通过7个蒸发器和1个板翅式换热器逐级降温冷却,直至液化。该工艺总体上为传统阶式制冷工艺,最后一级改甲烷系统为混合冷剂制冷[6],其制冷负荷为:丙烯机>乙烯机>甲烷机。
综上所述,该厂制冷循环长,工艺流程复杂,换热器及其动设备较多,仪表及自控系统连贯性大。若某一环节出现问题都会拖延整体开工进度,延误出液期。
2 开工节点
根据该厂工艺原理及特点制定如下复产纲要:①开车前准备,公用工程单元投用;②原料气进装置区,三脱单元开车;③丙烯制冷系统开车;④天然气侧开工流程建立;⑤乙烯制冷系统开车;⑥天然气至开工线;⑦甲烷制冷系统开车;⑧开工线切换至LNG生产线;⑨负荷调整[7]。
开工复产前需进行全面开工准备,针对工程停工时间和工艺设备当前状况,首先应对工艺流程进行彻底检查,确保流程畅通,确认盲板、手阀、旁通、安全阀等部位当前情况,并根据工艺流程状况与设备检修进展做综合评估,保证主/辅流程与安全附件在开工前处于可用状态,冷箱、工厂风等关键部位水露点达标;其次要检查所有动设备(联轴器、密封系统、润滑油/脂、底座),对于低温泵还要检查机封油罐以及时补充工业白油,化验润滑油含水,空载试运电机,更换皮带、减震螺栓等易损件;再次是要做好仪器仪表及其相关控制系统的实验与标定(阀门调试、报警上下限勾选、联锁调试、现场仪表与中控数值核对、在线化验分析仪投用),并在仪表投用后例行巡回检查;最后对电气方面进行高压配电室的预防性实验(停工1年以上进行)、动设备电机绝缘测试(停工1个月以上进行)、电机润滑保养(1~2年1次)、低压配电室配电柜做母排/螺栓紧固、清灰(2~3年1次)以及变频器上电试运。与此同时,教育员进行开工复产方案的下发与教育,生产运行中心主持填写投用前安全检查(PSSR)表、安全阀投用检查确认表及工艺流程检查记录表,并进行投用前安全检查问题汇总,整改完成后各主管领导确认签字。随后依据问题整改情况与进气时间点,制定合理工作量下的开工节点并执行,见表1和表2。
由表1和表2可知,开工复产为四日一个工作周期,按8月17日进气,以最慢开工计划制定工作量,预计开工准备至提量完成时间为23日,进气至提量完成时间为7日。由此可见,开工准备与开工复产工作量大,连贯性强,需合理制定工作计划并严格执行,不能为赶工而省略检查准备工作。同时,由于班组是倒班性质,需加强开工复产准备纲要的培训与演练,确保突发情况的应急处置[8-10]。
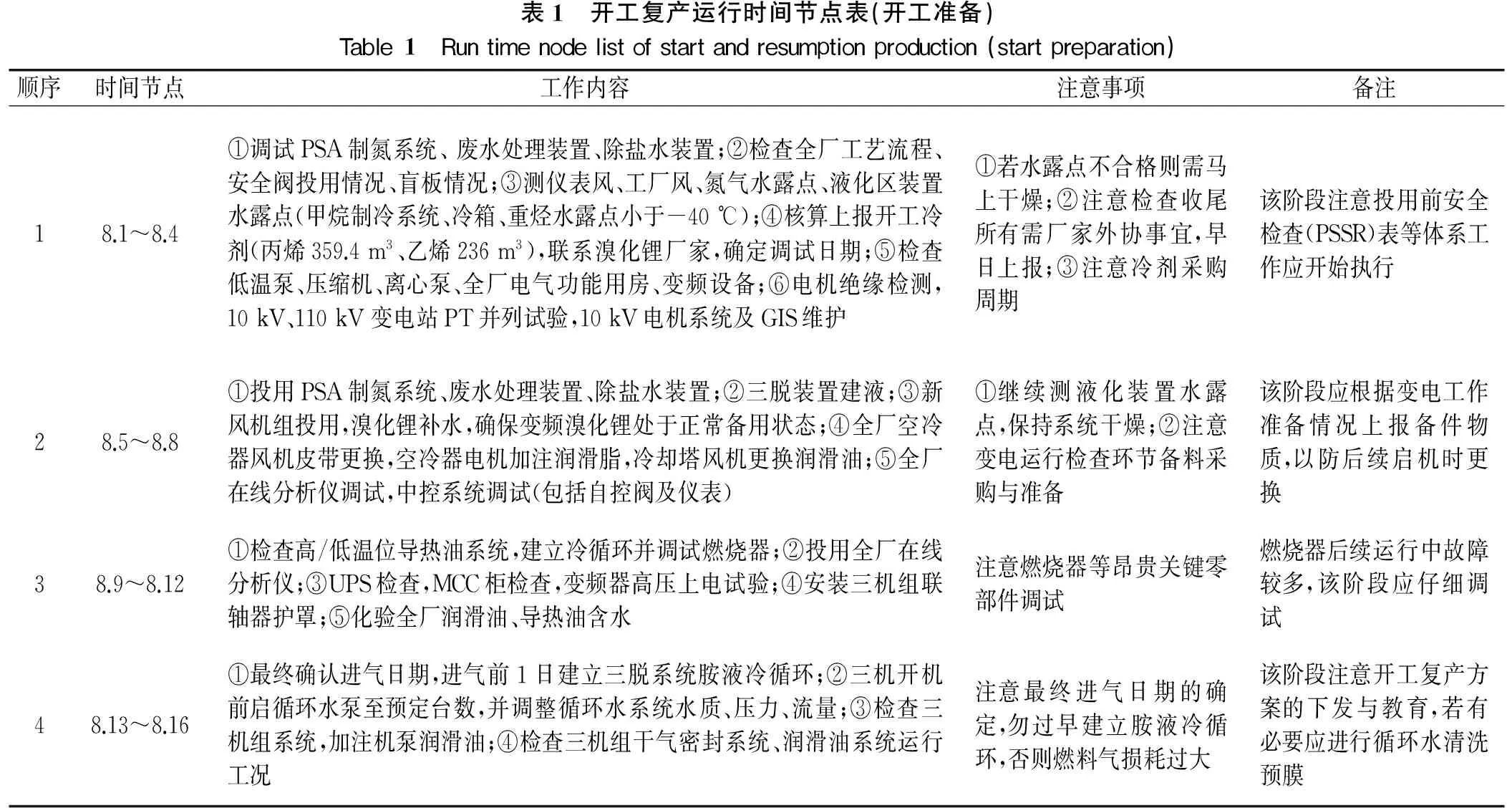
表1 开工复产运行时间节点表(开工准备)Table1 Runtimenodelistofstartandresumptionproduction(startpreparation)顺序时间节点工作内容注意事项备注18.1~8.4①调试PSA制氮系统、废水处理装置、除盐水装置;②检查全厂工艺流程、安全阀投用情况、盲板情况;③测仪表风、工厂风、氮气水露点、液化区装置水露点(甲烷制冷系统、冷箱、重烃水露点小于-40℃);④核算上报开工冷剂(丙烯359.4m3、乙烯236m3),联系溴化锂厂家,确定调试日期;⑤检查低温泵、压缩机、离心泵、全厂电气功能用房、变频设备;⑥电机绝缘检测,10kV、110kV变电站PT并列试验,10kV电机系统及GIS维护①若水露点不合格则需马上干燥;②注意检查收尾所有需厂家外协事宜,早日上报;③注意冷剂采购周期该阶段注意投用前安全检查(PSSR)表等体系工作应开始执行28.5~8.8①投用PSA制氮系统、废水处理装置、除盐水装置;②三脱装置建液;③新风机组投用,溴化锂补水,确保变频溴化锂处于正常备用状态;④全厂空冷器风机皮带更换,空冷器电机加注润滑脂,冷却塔风机更换润滑油;⑤全厂在线分析仪调试,中控系统调试(包括自控阀及仪表)①继续测液化装置水露点,保持系统干燥;②注意变电运行检查环节备料采购与准备该阶段应根据变电工作准备情况上报备件物质,以防后续启机时更换38.9~8.12①检查高/低温位导热油系统,建立冷循环并调试燃烧器;②投用全厂在线分析仪;③UPS检查,MCC柜检查,变频器高压上电试验;④安装三机组联轴器护罩;⑤化验全厂润滑油、导热油含水注意燃烧器等昂贵关键零部件调试燃烧器后续运行中故障较多,该阶段应仔细调试48.13~8.16①最终确认进气日期,进气前1日建立三脱系统胺液冷循环;②三机开机前启循环水泵至预定台数,并调整循环水系统水质、压力、流量;③检查三机组系统,加注机泵润滑油;④检查三机组干气密封系统、润滑油系统运行工况注意最终进气日期的确定,勿过早建立胺液冷循环,否则燃料气损耗过大该阶段注意开工复产方案的下发与教育,若有必要应进行循环水清洗预膜
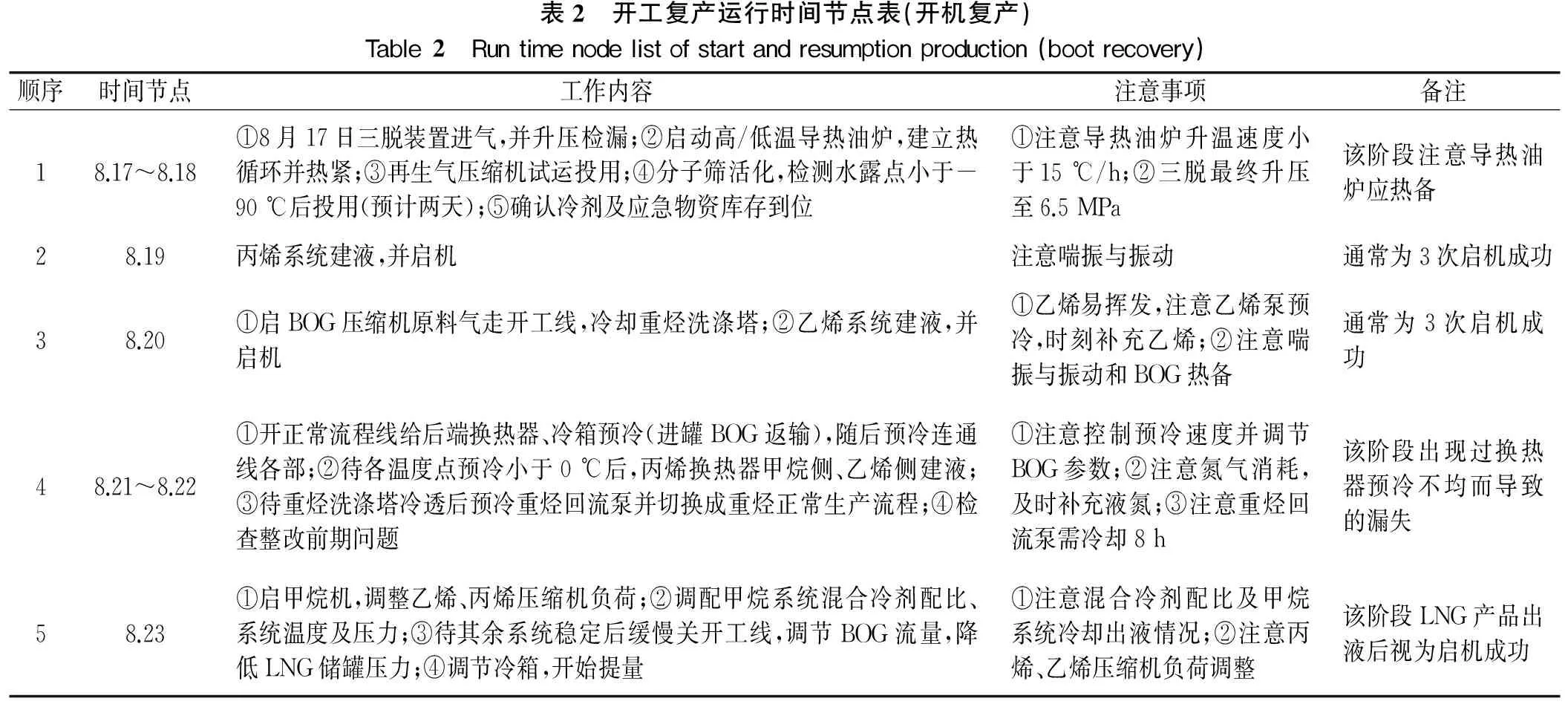
表2 开工复产运行时间节点表(开机复产)Table2 Runtimenodelistofstartandresumptionproduction(bootrecovery)顺序时间节点工作内容注意事项备注18.17~8.18①8月17日三脱装置进气,并升压检漏;②启动高/低温导热油炉,建立热循环并热紧;③再生气压缩机试运投用;④分子筛活化,检测水露点小于-90℃后投用(预计两天);⑤确认冷剂及应急物资库存到位①注意导热油炉升温速度小于15℃/h;②三脱最终升压至6.5MPa该阶段注意导热油炉应热备28.19丙烯系统建液,并启机注意喘振与振动通常为3次启机成功38.20①启BOG压缩机原料气走开工线,冷却重烃洗涤塔;②乙烯系统建液,并启机①乙烯易挥发,注意乙烯泵预冷,时刻补充乙烯;②注意喘振与振动和BOG热备通常为3次启机成功48.21~8.22①开正常流程线给后端换热器、冷箱预冷(进罐BOG返输),随后预冷连通线各部;②待各温度点预冷小于0℃后,丙烯换热器甲烷侧、乙烯侧建液;③待重烃洗涤塔冷透后预冷重烃回流泵并切换成重烃正常生产流程;④检查整改前期问题①注意控制预冷速度并调节BOG参数;②注意氮气消耗,及时补充液氮;③注意重烃回流泵需冷却8h该阶段出现过换热器预冷不均而导致的漏失58.23①启甲烷机,调整乙烯、丙烯压缩机负荷;②调配甲烷系统混合冷剂配比、系统温度及压力;③待其余系统稳定后缓慢关开工线,调节BOG流量,降低LNG储罐压力;④调节冷箱,开始提量①注意混合冷剂配比及甲烷系统冷却出液情况;②注意丙烯、乙烯压缩机负荷调整该阶段LNG产品出液后视为启机成功
3 问题分析与处理
根据以上开工复产纲要,在严格遵循时间节点前提下预设工作,可以有效提高开工准备联动性,充分发挥各部门效率,使开工复产工作计划性、周期性进行。四日一个工作周期的设定能科学划分各阶段工作重点,在投用前安全检查(PSSR)表等体系帮助下分割完成庞大工作量,并做到碰头会议量少质精(碰头会根据开工节点,四日一次),有效优化工作时间,充分提高工作效率[11]。
在此,对2015~2017年该厂由开工准备到开机复产完成全过程的问题做描述性分析,见表3a~表3c。
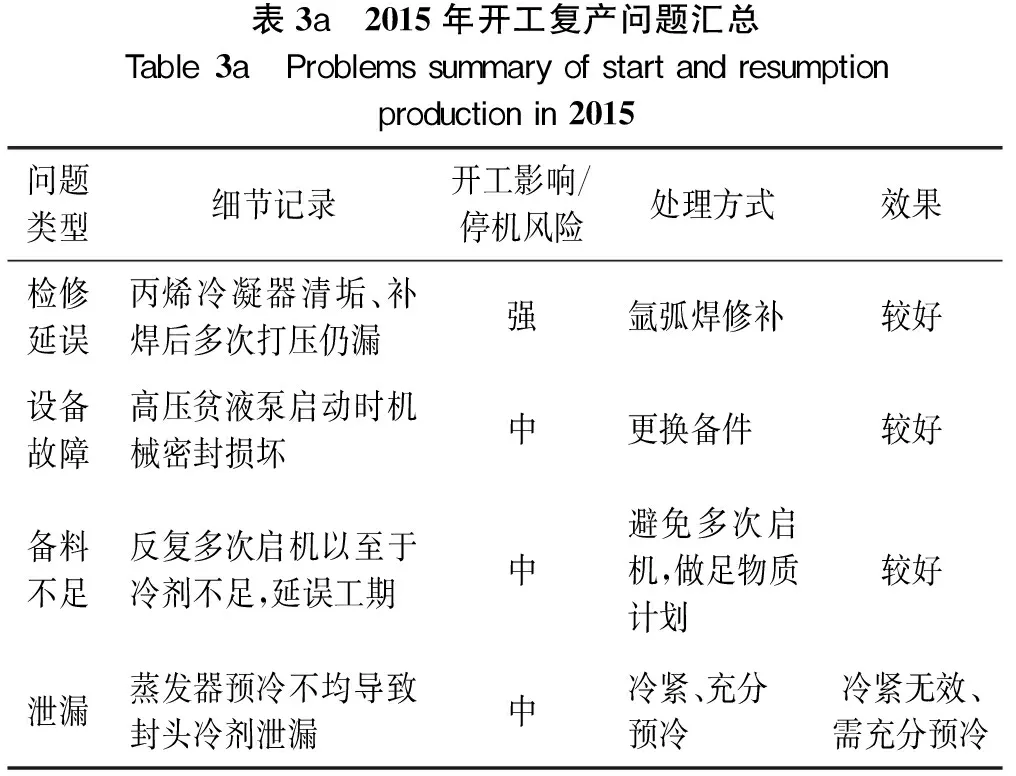
表3a 2015年开工复产问题汇总Table3a Problemssummaryofstartandresumptionproductionin2015问题类型细节记录开工影响/停机风险处理方式效果检修延误丙烯冷凝器清垢、补焊后多次打压仍漏强氩弧焊修补较好设备故障高压贫液泵启动时机械密封损坏中更换备件较好备料不足反复多次启机以至于冷剂不足,延误工期中避免多次启机,做足物质计划较好泄漏蒸发器预冷不均导致封头冷剂泄漏中冷紧、充分预冷冷紧无效、需充分预冷
由表3a可知,因2015年距工程竣工时间较近,仪表、设备较新,所以故障率低,暴露问题较少。所发生的问题均为人为操作、管理经验有限,对工艺稳定性和设备使用规律不熟悉,工作安排和协调性欠缺导致。
由表3b可知,2016年由于设备设施使用年限增加。密封垫老化、设备缺陷等问题相继暴露,加上设备设施维护经验上的疏忽,诱发了因为循环水系统腐蚀导致的乙烯变频器水冷柜阻塞和乙烯压缩机电机因开机震动而掉线等事件[12]。同时首次出现开机过程中三机组通讯断线这一严重仪表故障。充分证明开工复产方案应根据设备设施使用年限和其他情况进行动态变化。
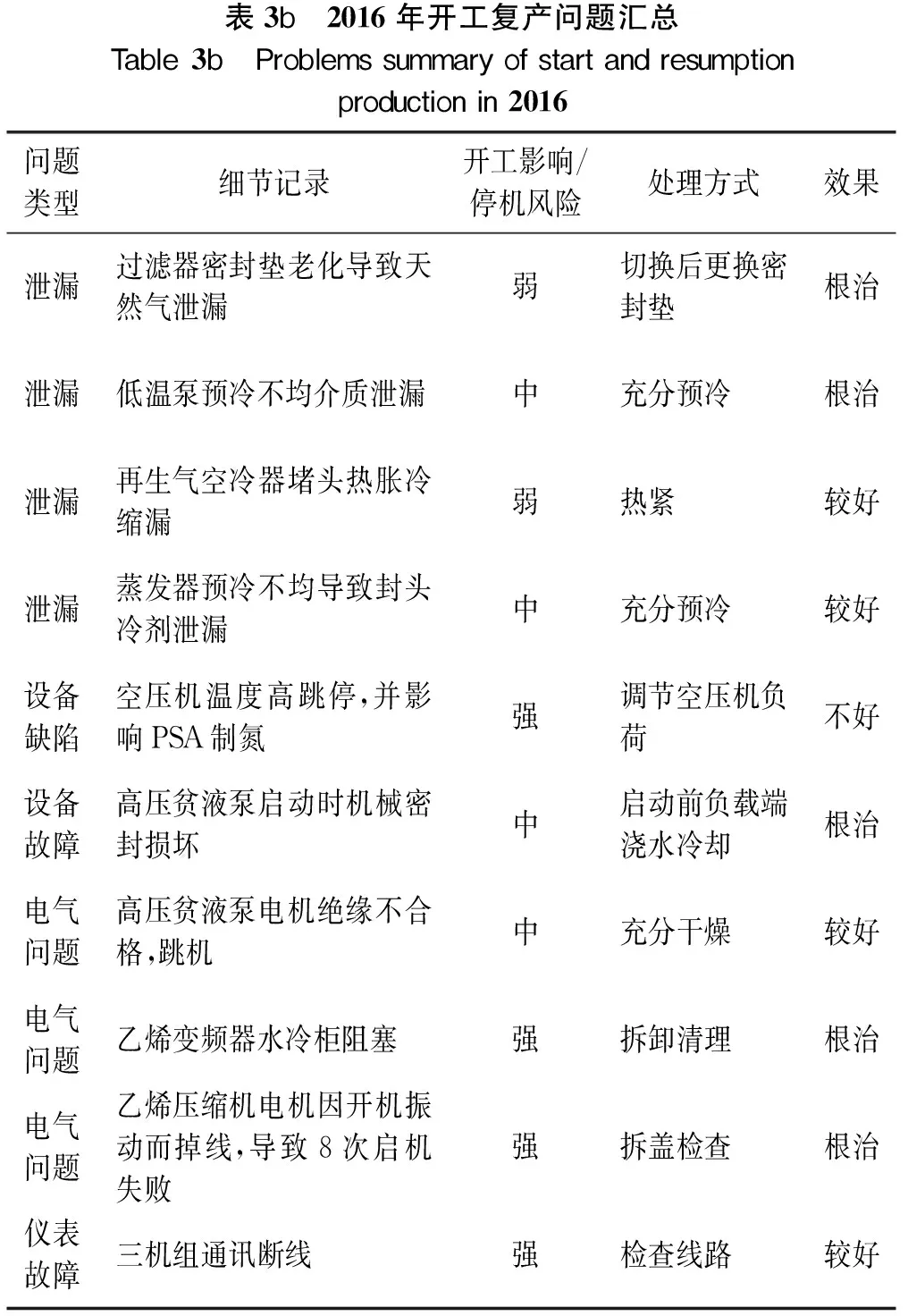
表3b 2016年开工复产问题汇总Table3b Problemssummaryofstartandresumptionproductionin2016问题类型细节记录开工影响/停机风险处理方式效果泄漏过滤器密封垫老化导致天然气泄漏弱切换后更换密封垫根治泄漏低温泵预冷不均介质泄漏中充分预冷根治泄漏再生气空冷器堵头热胀冷缩漏弱热紧较好泄漏蒸发器预冷不均导致封头冷剂泄漏中充分预冷较好设备缺陷空压机温度高跳停,并影响PSA制氮强调节空压机负荷不好设备故障高压贫液泵启动时机械密封损坏中启动前负载端浇水冷却根治电气问题高压贫液泵电机绝缘不合格,跳机中充分干燥较好电气问题乙烯变频器水冷柜阻塞强拆卸清理根治电气问题乙烯压缩机电机因开机振动而掉线,导致8次启机失败强拆盖检查根治仪表故障三机组通讯断线强检查线路较好
由表3c可知,2017年开工复产问题总体上较往年逐渐增多,其中仪表故障开始全面暴露。但随着操控经验的积累,摸索出高压贫液泵启机前负载端浇水冷却、低温泵及蒸发器均匀预冷等经验方法,有效避免了因设备损坏和物料泄漏而导致的工期延误。同时为工厂的停产检修、工艺设备改造、备件优选、仪器仪表保养、平稳操控提供针对性意见。特别对于压缩机启动这一工厂难点,湖北500×104m3/d LNG工厂已从起初的反复尝试30余次耗时6天提高到尝试10次以内耗时3天,有效减少了人员超劳和冷剂物料放空损耗[13]。开工复产方案的制定应根据当前工厂情况,并在上次停产检修问题的指引下,吸取历次开工复产教训,参照正常生产操控经验,进行年度更新式的制定。
4 复产方案优化
从历次开工经验来看:设备方面,压缩机特别是乙烯压缩机启动难度最大,需要多次反复尝试,且每次尝试失败后都需系统泄压至0.6 MPa,环境污染大,物料损耗多,增加现场操作人员工作量;工艺方面,换热器预冷与冷箱提量调整难度最大,需兼顾LNG出液工期和工艺整体稳定化开产提量,若开工方案不周全,开工提量各阶段幅度过快,会导致工艺设备不稳定,换热器预冷不均漏失、冷箱温度梯度不畅等多方面问题,甚至还会导致动设备损坏、混合冷剂配比不均而引起的冷箱温场崩溃等严重问题;电气仪表方面,变频器操作和三机组等关键部位,联锁仪表探头的抢修、调试等方面为开工难点,若前期检查不周全,关键仪表在开工阶段失灵很可能会诱发联锁,延误开工进程[14-16]。
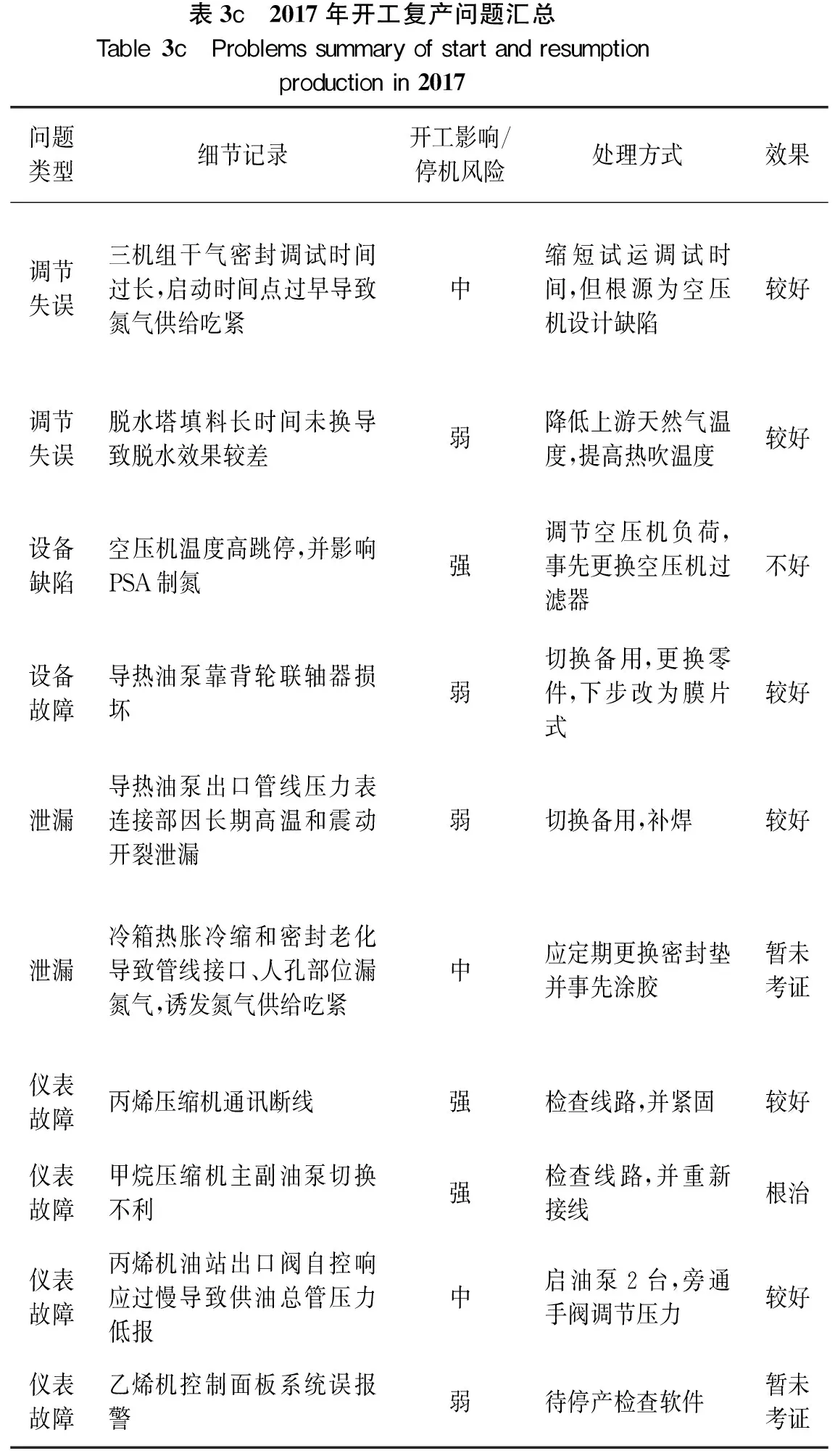
表3c 2017年开工复产问题汇总Table3c Problemssummaryofstartandresumptionproductionin2017问题类型细节记录开工影响/停机风险处理方式效果调节失误三机组干气密封调试时间过长,启动时间点过早导致氮气供给吃紧中缩短试运调试时间,但根源为空压机设计缺陷较好调节失误脱水塔填料长时间未换导致脱水效果较差弱降低上游天然气温度,提高热吹温度较好设备缺陷空压机温度高跳停,并影响PSA制氮强调节空压机负荷,事先更换空压机过滤器不好设备故障导热油泵靠背轮联轴器损坏弱切换备用,更换零件,下步改为膜片式较好泄漏导热油泵出口管线压力表连接部因长期高温和震动开裂泄漏弱切换备用,补焊较好泄漏冷箱热胀冷缩和密封老化导致管线接口、人孔部位漏氮气,诱发氮气供给吃紧中应定期更换密封垫并事先涂胶暂未考证仪表故障丙烯压缩机通讯断线强检查线路,并紧固较好仪表故障甲烷压缩机主副油泵切换不利强检查线路,并重新接线根治仪表故障丙烯机油站出口阀自控响应过慢导致供油总管压力低报中启油泵2台,旁通手阀调节压力较好仪表故障乙烯机控制面板系统误报警弱待停产检查软件暂未考证
基于第2节所述开工复产方案及不同时间节点的工作量,结合该厂2015~2017年开工准备到开机复产完成全过程问题,运用层次分析法做复产方案优化,得出通用性技术要点,全面指导开工复产顺利进行。
层次分析法(AHP法)是将抽象化复杂问题通过决策分解为各个组成因素,在将因素与问题逻辑设定成具有分组型层次结构的目标层、准则层、方案层,最后通过矩阵构造,两两比较各因素间相互影响关系,从而量化问题组成因素,计算出各自在系统中的权重。根据其方法优势,首先确立开工复产方案优化为目标层;其次梳理出工作周期、安全环保、物料成本、人力资源4项影响开工复产关键性因素作为准则层;最后根据历年开工复产问题与操作经验进行方案层制定[17],完成结构模型搭建,见图2。具体步骤如下:
(1) 确定目标层问题,构建层次结构模型。
(2) 两两比较打分,确定下层对上层的分数。准则层中各因素在决策者衡量标准下所占比重不一致,所以设数字1~9及其倒数作为标度来定义与判断矩阵。
(3) 层次合成计算及一致性检验
①计算一致性指标CI:
(1)
式中: λmax为判断矩阵的最大特征值。
②计算一致性比例CR:
(2)
当CR<0.10时,认为通过了一次性检验,否则应作适当修正。
(4) 计算权重向量W。层次分析法有3种计算方法求权重:算术平均法、几何平均法、特征向量法。在此本文选用几何平均法(方根法)。
(3)
乙烯压缩机启动方案确定各判断矩阵及权重向量Wi如表4~表7所示。
以上各表一次性检验均通过。将不同方案各准则要素的权重矩阵(表4)与各准则要素的相对权重矩阵(表5~表8)Wi相乘,得到各方案层要素权重并排序(表9)。经计算还能得到中间层要素权重并排序(表10)。
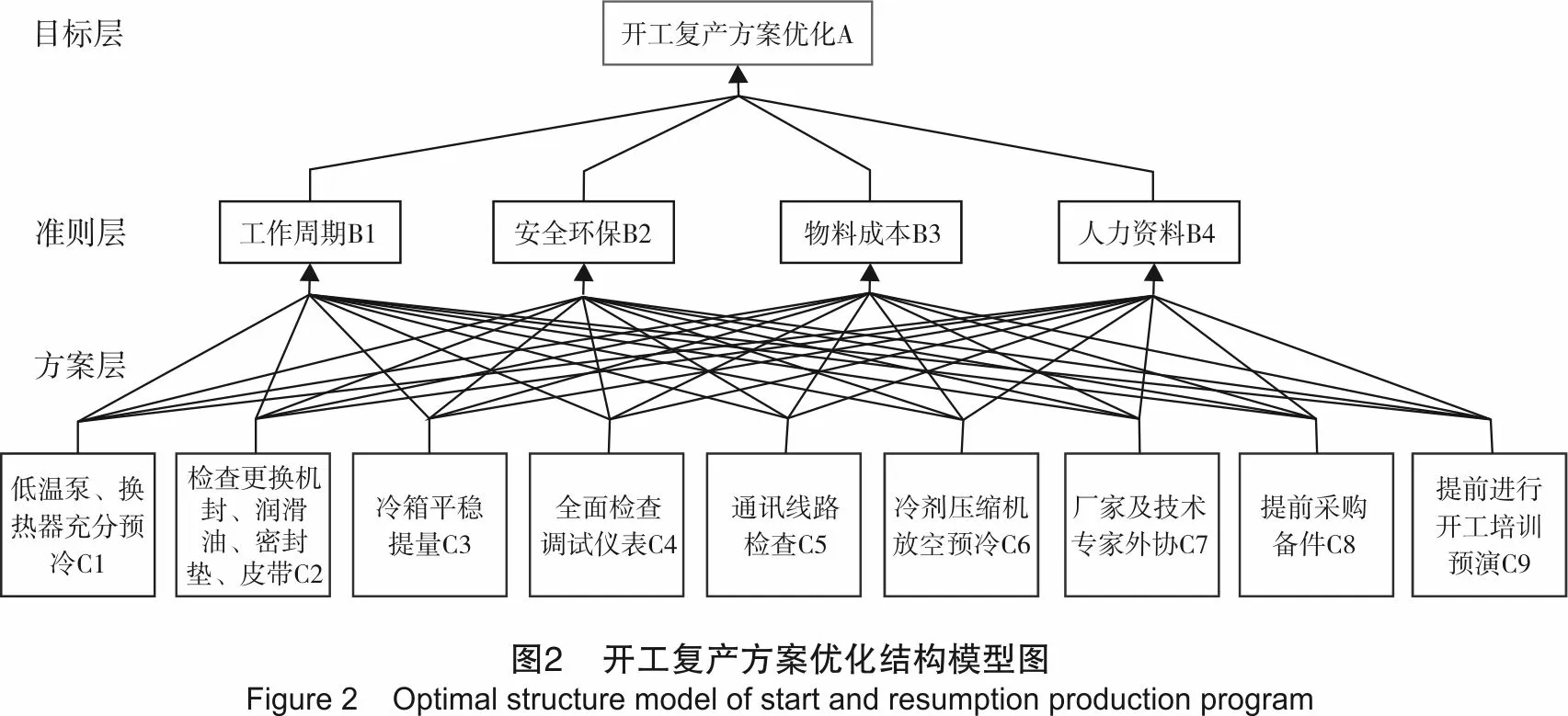

表4 A判断矩阵Table4 AjudgmentmatrixAB1B2B3B4WiB111/3130.2115B21240.4681B3130.2341B410.0863
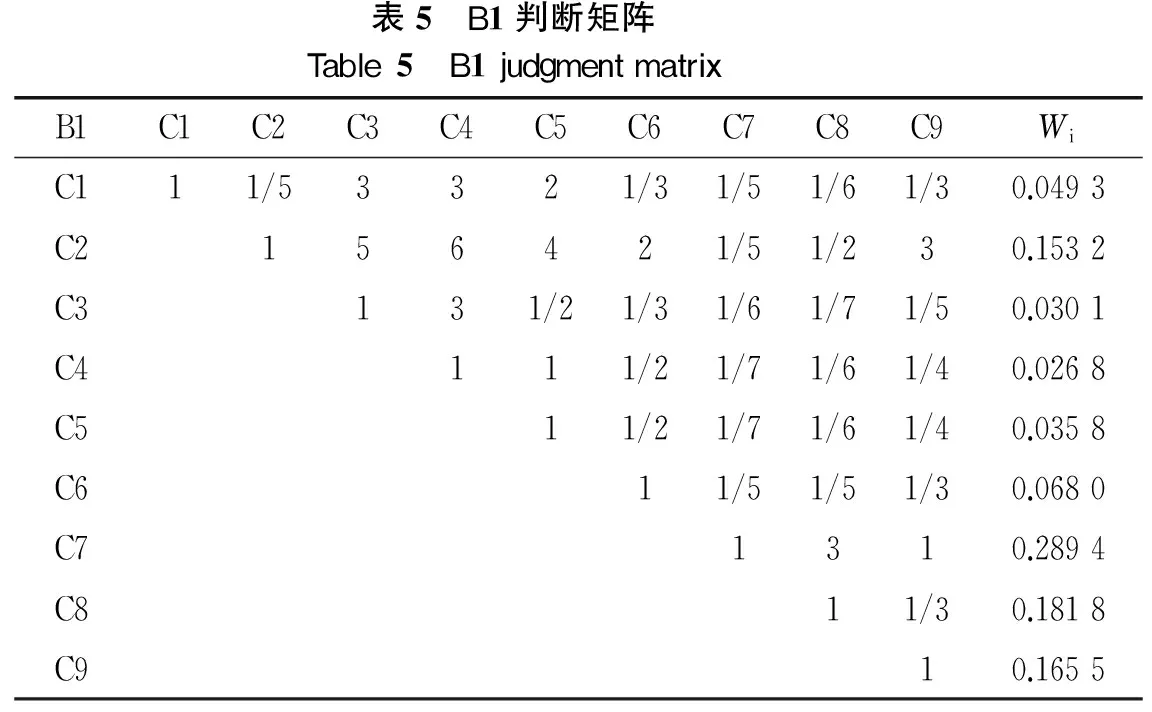
表5 B1判断矩阵Table5 B1judgmentmatrixB1C1C2C3C4C5C6C7C8C9WiC111/53321/31/51/61/30.0493C2156421/51/230.1532C3131/21/31/61/71/50.0301C4111/21/71/61/40.0268C511/21/71/61/40.0358C611/51/51/30.0680C71310.2894C811/30.1818C910.1655
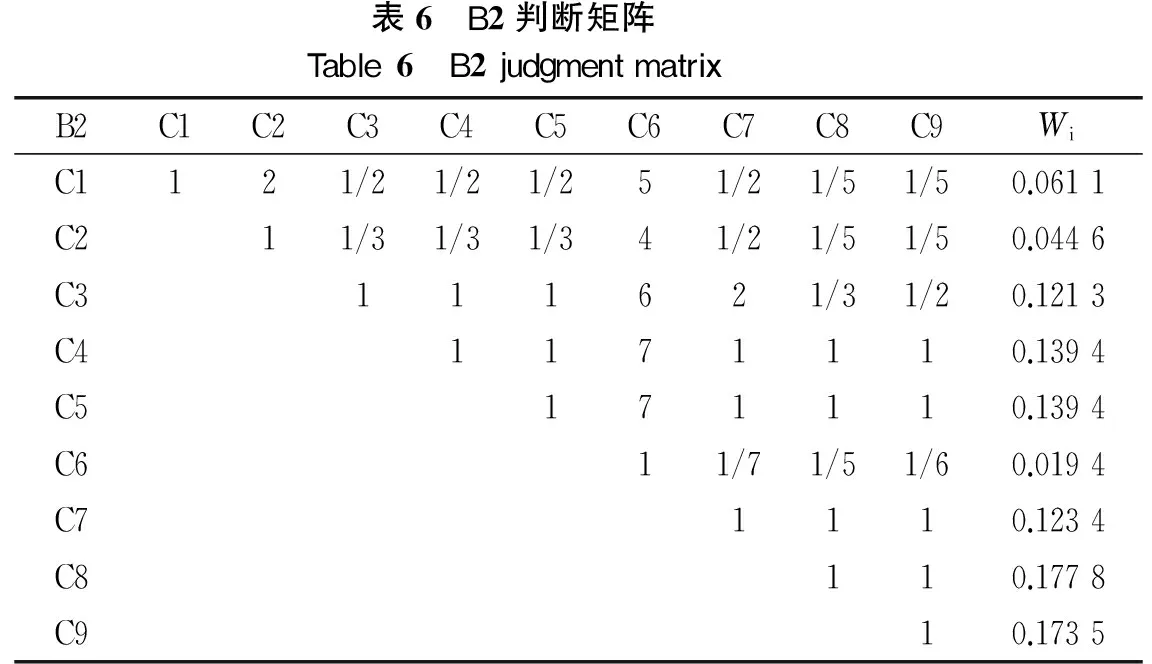
表6 B2判断矩阵Table6 B2judgmentmatrixB2C1C2C3C4C5C6C7C8C9WiC1121/21/21/251/21/51/50.0611C211/31/31/341/21/51/50.0446C3111621/31/20.1213C41171110.1394C5171110.1394C611/71/51/60.0194C71110.1234C8110.1778C910.1735

表7 B3判断矩阵Table7 B3judgmentmatrixB3C1C2C3C4C5C6C7C8C9WiC111/21/51/71/62431/70.0447C211/41/61/52341/60.0565C311156710.1928C41177710.2211C5177710.2130C611/41/21/70.0227C7121/40.0333C811/30.0268C910.1891

表8 B4判断矩阵Table8 B4judgmentmatrixB4C1C2C3C4C5C6C7C8C9WiC111/32131/351/41/20.0744C215351/251/31/50.1227C311/331/441/61/20.0482C4111/431/71/60.0525C511/431/71/60.0344C6161/31/30.1519C711/41/40.0232C8110.2680C910.2246
通过层次分析法运算得出方案层权重排序,见表9。其中,提前进行开工培训预演C9和提前采购备件C8权重远大于其他项,可见提前培训演练能在成本最省情况下有效提高开工复产效率,避免误操作、调度不畅等多方面问题。提前采购备件能充分保障突发情况时工艺设备的抢修工作,全面提高应急处置效率,避免因备件不足,维修不及时而造成的连锁性事故和工期延误。厂家及技术专家外协C7、全面检查调试仪表C4、通讯线路检查C5权重较为接近,上述三项能有效避免工厂设备设施老化而导致的仪表问题。根据当前开工复产问题统计,下步应针对性进行仪表设备的年度常规性检查。冷箱平稳提量C3为开工复产基本原则,应严格遵守。检查更换机封、润滑油、密封垫、皮带C2也能有效避免相关设备问题,但由于检查更换标准模糊,存在物料浪费现象。而低温泵、换热器充分预冷C1和冷剂压缩机放空预冷C6物料浪费严重,环保问题突出。但因该工厂工艺设计与设备参数瓶颈,必须执行上述操作才能保证开工复产顺利进行。此项目节能潜力巨大,下步可进行工艺改进与设备优化。
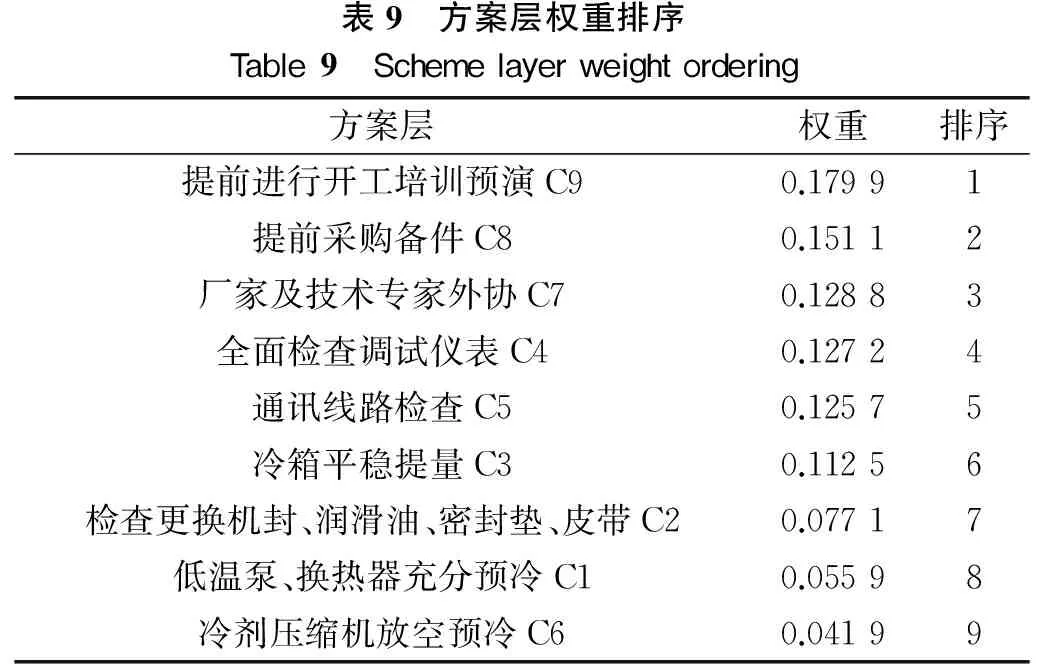
表9 方案层权重排序Table9 Schemelayerweightordering方案层权重排序提前进行开工培训预演C90.17991提前采购备件C80.15112厂家及技术专家外协C70.12883全面检查调试仪表C40.12724通讯线路检查C50.12575冷箱平稳提量C30.11256检查更换机封、润滑油、密封垫、皮带C20.07717低温泵、换热器充分预冷C10.05598冷剂压缩机放空预冷C60.04199
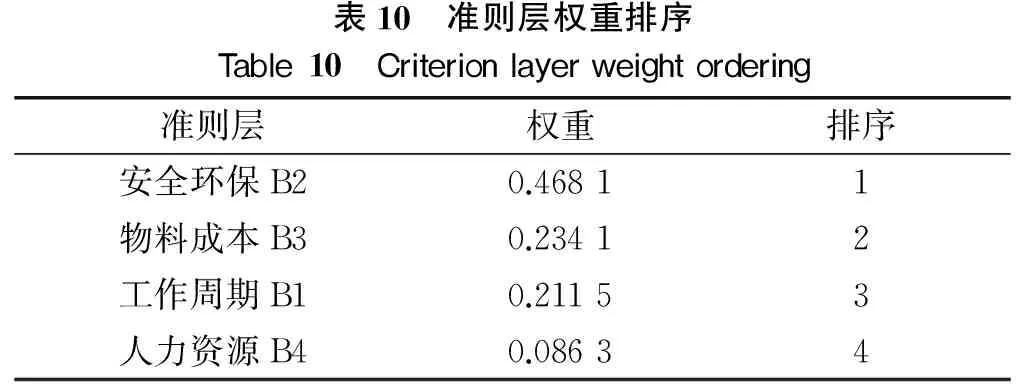
表10 准则层权重排序Table10 Criterionlayerweightordering准则层权重排序安全环保B20.46811物料成本B30.23412工作周期B10.21153人力资源B40.08634
通过表10准则层权重排序可知,开工复产方案的制定首先应以安全环保为基准,在安全生产前提下达到相关工作物料使用最省、经济性最优。其次工作的安排应进行合理的周期性预算,并基于预计工作量与突发问题处置情况开展人力资源配置工作,高效稳定地推进开工复产工作有序进行[18-20]。
综上所述,LNG工厂应根据自身工艺特点与设备瓶颈进行针对性开工复产方案的制定。在历年开工复产问题帮助下,依据生产运行经验进行年度开工复产工作节点的动态调整。基于此,提出通用性复产方案优化建议:
(1) 结合湖北500×104m3/d LNG工厂国产化示范工程工艺设备特点,维持原开工复产纲要不变。
(2) 将开工培训预演提前至开工复产运行时间节点表顺序1中,并进行关键岗位的抽查考试。
(3) 停工检修期间添加进行仪器仪表的全面调试和通讯线缆全面排查工作。
(4) 加强库房备品备件管理,建立动态台账,并根据设备设施运行年限进行备品备件预测性采购。
(5) 针对压缩机需放空预冷瓶颈,进行一次性启动方案摸索和相关工艺设备改造。
(6) 模拟核算低温泵、换热器预冷速度与温场变化规律,制定合理预冷方案,杜绝因热胀冷缩而导致的物料泄漏。
(7) 与相关LNG工厂进行开工复产经验交流,运用互联网进行技术专家远程外协,节约资金。
(8) 优化厂家到厂检查与现场抢修等工作下的人力资源调配。
(9) 严格执行开工节点安排与工作量规划,可根据细节问题进行顺序微调。
5 结 论
不同工艺设计下的LNG工厂的能耗与造价各不相同,且开工复产难点与问题也不同。开工复产工作的顺利与否是衡量工程设计完备性、设备设施制造合理性和相关技术人员素质的关键指标之一。运用AHP法可将模糊定性的现场问题汇总量化为科学权重,有效解决因数据不足、量化标准不一而造成的分析瓶颈,梳理开工复产方案,降低了复产工作风险。湖北500×104m3/d LNG工厂国产化示范工程经多次开工复产工作的检验,证明工艺设计可靠,设备设施质量优良。本文研究性结论及创新点如下:
(1) 湖北500×104m3/d LNG工厂制冷循环长,工艺流程复杂,换热器及其动设备较多,仪表及自控系统连贯性大。若某一环节出现问题都会拖延整体开工进度,延误出液期。
(2) 开工准备与开工复产工作量大,连贯性强。需合理制定工作计划并严格执行,不能为赶工而省略检查准备工作。同时,需加强开工复产准备纲要的培训与演练,确保突发情况的应急处置。
(3) 开工复产问题与设备设施使用年限成正比,开工复产方案的制定应该根据当前工厂情况在上次停产检修问题指引下,吸取历次开工复产教训,参照正常生产操控经验,进行年度更新式的制定。
[1] 张立艳. LNG生产工艺探讨[J].辽宁化工, 2013,19(9):1153-1156.
[2] 曹文胜, 鲁雪生, 顾安忠. 我国LNG工厂的生产流程介绍[J]. 天然气工业, 2005, 25(5): 100-102.
[3] 李青平, 孟伟, 张进盛, 等. 天然气液化制冷工艺比较与选择[J]. 煤气与热力, 2012, 32(9): 4-10.
[4] 朱建鲁, 李玉星, 王武昌, 等. 海上天然气液化工艺流程优选[J]. 天然气工业, 2012, 30(3): 98-104.
[5] 刘永清. 我国首座百万吨级LNG工厂成功投产运行[J]. 天然气与石油, 2014, 27(4): 78-78.
[6] 李莹珂, 蒲黎明, 周泽乾, 等. LNG工厂中的BOG处理工艺浅析[J]. 广东化工, 2014, 41(14): 185-186.
[7] 尹彬, 冯文斌, 程松民, 等. LNG工厂建设及运行安全管理[J]. 化工管理, 2016, 18(16): 148-152.
[8] 刘崇明, 姚舜, 李成. 广州乙烯装置复产开工方案优化及问题处理[J]. 乙烯工业, 2000, 42(2): 36-40.
[9] 蒲黎明, 李莹珂, 刘家洪, 等. 湖北500万方/天LNG工厂国产化示范工程主要技术方案选择[J]. 广东化工, 2014, 41(14): 191-192.
[10] 彭武胜, 王继光. LNG工厂“中国造”[J]. 中国石油石化, 2014, 27(18): 60-61.
[11] 杨烨. 数字化LNG工厂建设与应用[J]. 天然气与石油, 2015, 33(5): 66-69.
[12] 杨烨, 何骁. LNG工厂停产状态下循环冷却水腐蚀性研究[J]. 石油与天然气化工, 2016(1): 102-106.
[13] 罗斐. LNG工厂冷剂压缩机运行方案优化经验[J]. 天然气与石油, 2016, 34(4) : 106-109.
[14] 王恒卓. LNG工厂冷剂压缩机试车方案探讨[J]. 石油和化工设备, 2015, 27(4): 43-45.
[15] 胡建洲. 国产大型LNG 循环冷剂压缩机试运行浅析[J]. 天然气与石油, 2014, 32(6): 107-108.
[16] 洪志国, 李焱, 范植华, 等. 层次分析法中高阶平均随机一致性指标(RI)的计算[J]. 计算机工程与应用, 2002, 38(12): 45-48.
[17] 邓雪, 李家铭, 曾浩健, 等. 层次分析法权重计算方法分析及其应用研究[J]. 数学的实践与认识, 2012, 42(7): 93-100.
[18] 王衍东, 顾洁, 胡斌. 基于AHP的实用中长期电力负荷预测综合模型[J]. 华东电力, 2005, 33(1): 28-31.
[19] 何沙, 吉安民, 姬荣斌, 等. 基于AHP-最小判别的逐级判别模型的石油企业安全应急能力评价[J].中国安全科学学报, 2011, 21(2): 41-47.
[20] 申文静. 利用层次分析法评价油气运聚单元[J]. 中国石油勘探, 2010, 15(3): 45-50.
猜你喜欢
煤气与热力(2022年4期)2022-05-23 12:44:58
江苏安全生产(2022年2期)2022-04-19 13:03:24
云南化工(2021年7期)2021-12-21 07:27:50
煤气与热力(2021年7期)2021-08-23 01:11:10
建材发展导向(2020年16期)2020-09-25 07:54:52
安全(2020年3期)2020-04-25 06:54:20
中国化肥信息(2020年3期)2020-01-20 01:28:17
天然气化工—C1化学与化工(2018年5期)2018-11-15 01:29:52
西部皮革(2018年2期)2018-02-17 06:51:01
中国果菜(2015年8期)2015-12-10 06:37:50