
煤制烯烃企业生产装置提高负荷浅析
2018-05-07 12:20白永伟李和平杨金龙
石油与天然气化工 2018年2期
白永伟 李和平 杨金龙
中煤陕西榆林能源化工有限公司
随着我国经济持续快速发展,新型煤化工产业已初具规模,煤制烯烃、煤制油、煤制天然气、煤制芳烃、煤制乙二醇等产业链已相对成熟,特别是作为替代石油生产低碳烯烃的煤制烯烃技术近几年迅速发展[1]。如何提高煤制烯烃企业的生产负荷,提高经济效益,成为人们关注的焦点。
1 中煤陕西榆林能源化工有限公司煤制烯烃项目一期简介
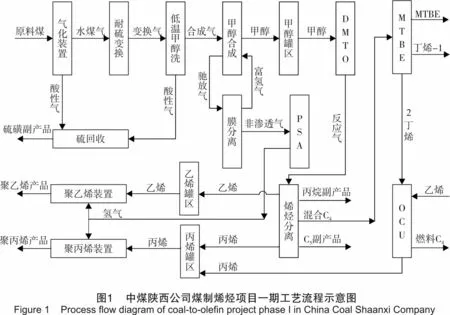
中煤陕西榆林能源化工有限公司(以下简称中煤陕西公司)煤制烯烃项目一期设计规模为180×104t/a甲醇、60×104t/a DMTO(Dalian Methanol to Olefin)、30×104t/a聚乙烯和30×104t/a聚丙烯,项目于2014年7月一次投料成功。工厂主要由气化装置、净化装置、甲醇装置、DMTO装置、烯烃分离装置、聚乙烯装置、聚丙烯装置及C4综合利用等主要生产装置组成。采用美国GE公司水煤浆气化技术、德国Linde公司低温甲醇洗净化技术、英国Davy公司甲醇合成技术、中科院大连化物所甲醇制烯烃技术(DMTO)、美国ABB Lummus公司烯烃分离技术、美国Univation公司聚乙烯技术、美国Dow公司聚丙烯技术路线。中煤陕西公司煤制烯烃项目一期工艺流程示意图见图1。
2 提高煤制烯烃企业主生产装置运行负荷的措施
2.1 提高气化装置运行负荷的措施
气化装置的主要作用是将煤制成高压水煤浆,在气化炉内水煤浆与氧气在6.5 MPa、1 350 ℃左右的条件下发生不完全燃烧反应,生成以CO+H2为主要成分的粗合成气,并将粗合成气在洗涤塔中进行洗涤后送至下游净化装置。气化装置设计7套GE水煤浆气化炉,配套6套煤浆制备系统,每套气化炉设计日处理干煤1 500 t。
影响气化装置高负荷运行的因素包括原料煤处理量、原料煤的品质、煤浆浓度、氧煤比。原料煤处理量增加,气化炉产气量提高;原料煤的灰分、内水含量越低,参与反应的有效碳含量越高,气化炉产气量也就越大;煤浆浓度越高,单位时间内入炉有效碳含量就越高,气化炉的产气量就越大;保持适当的氧煤比,在保证气化炉液态排渣的前提下降低气化炉温度,有利于提高气化炉有效气量。
中煤陕西公司提高气化装置运行负荷的措施:严格控制原料煤质量,增加气化炉运行套数,提高煤浆浓度。通过制定严格的入厂原料煤质量标准,确保原料煤质量稳定;气化装置原有7套气化炉,实行五开一备一检修模式,为保证水煤气长周期连续大流量的供给,气化装置增加1套气化炉,实行六开一备一检修模式;在原来6套棒磨机的基础上,新增加1套棒磨机,这在国内煤制烯烃企业属于先例;为提高煤浆浓度,对煤浆制备系统进行优化改造,增加煤浆提浓技改项目,通过分级研磨、粒径控制和三峰级配,煤浆浓度由原来的62%(w)提高至65%(w)左右,且大幅改善煤浆流动性、稳定性和雾化性能。煤浆提浓技改项目投入使用后,降低了气化煤耗、氧耗,提高气化炉运行技术指标,气化装置比煤耗由621.70 kg/1 000 m3(CO+H2)降为591.55 kg/1 000 m3(CO+H2),比氧耗由400.97 m3/1 000 m3(CO+H2)降为373.91 m3/1 000 m3(CO+H2),有效气质量分数由80.00%增加至81.62%,粗渣残炭率由9.6%(w)降为6.72%(w),每年可减少用煤量约20×104t,可减排CO2约9.44×104t,可带来综合经济效益约4 298.5万元。
气化装置设计日处理干煤7 500 t,目前实际日均处理量约8 798 t,达到设计负荷的117%,气化装置还有提高负荷空间,受下游甲醇合成装置处理能力的制约,气化装置无提高负荷的必要。
2.2 提高净化装置运行负荷的措施
净化装置的主要作用是处理来自气化装置的粗水煤气,脱除变换气中的酸性气体 CO2、H2S和COS,以满足甲醇合成装置的进料需要。净化装置包括变换单元、低温甲醇洗单元、硫回收单元,变换、低温甲醇洗均为两个系列。
影响净化装置高负荷运行的因素主要是催化剂使用寿命。变换炉催化剂采用钴钼宽温耐硫催化剂,如果增加进变换炉气量,易带走反应热,催化剂床层温度下降,造成变换炉跨温。
净化装置低温甲醇洗单元设计处理气量为77.6×104m3/h,目前实际处理气量为87×104m3/h,达到设计负荷的112%,净化装置还有提高负荷的空间。
2.3 提高甲醇合成装置运行负荷的措施
甲醇合成装置的主要作用是将净化装置送来的合成气经过化学反应生产DMTO级甲醇,并送至甲醇罐区。
影响甲醇合成装置高负荷运行的因素有以下几点:甲醇水冷却器后温度、催化剂床层温度、甲醇合成循环气压缩机转速。甲醇水冷却器使气体甲醇冷凝成液体,同时降低未反应气体的温度返回压缩机循环使用。高负荷运行下,粗甲醇分离效果不佳,部分甲醇气体直接带入循环气压缩机及合成塔,造成循环气进塔温度升高、压缩机负荷增加、合成塔的单程转换率下降,尤其是在夏季环境温度较高时,这一影响因素非常明显;甲醇装置提高负荷的过程中,合成塔空速升高,合成气压缩机转速也需要适当提高,当合成气压缩机透平的调速阀全开后,甲醇合成装置的负荷达到最大值。
中煤陕西公司提高甲醇合成装置运行负荷的措施:降低甲醇水冷却器后温度、提高循环气压缩机处理能力。一方面对现有空冷器加装喷淋降温装置,并对空冷器换热管翅片进行吹灰作业,将空冷器换热管翅片内积尘、积灰进行彻底吹净,提高空冷器降温能力;另一方面正在对甲醇合成装置进行扩能改造,在现有28台空冷器的基础上,1#、2#空冷组各增加8台空冷器,并且新增加1台由电机驱动的合成循环气压缩机。
甲醇合成装置设计日产精甲醇能力为5 500 t,目前实际日生产约6 350 t,达到设计负荷的115%。夏季环境温度较高时,合成塔出口气体经过空冷器和水冷器后的温度高达60 ℃(设计要求是45 ℃),空冷喷淋设施投用后,该温度降至54 ℃左右,压缩机透平调速阀开至95%,装置达到最大处理能力,无提高负荷的空间。甲醇合成装置扩能改造项目投入使用后,预计运行负荷能达到设计负荷的120%以上。
2.4 提高DMTO装置运行负荷的措施
DMTO装置的主要作用是将甲醇转化为轻烯烃混合气体,为下游烯烃分离装置提供进料。
影响DMTO装置高负荷运行的因素有以下两点:DMTO装置水洗塔塔顶温度及水洗塔压差的高低。水洗塔塔顶温度越高,水洗塔塔顶产品气量越大,DMTO装置反应器压力越高,导致烯烃分离装置产品气压缩机转速越大,水洗塔塔顶设计温度40 ℃,夏季高负荷运行时能达到65 ℃以上,反应器设计压力为0.12 MPa,实际运行时能达到0.14 MPa;DMTO反应过程中会产生少量以多甲基苯为主的油类化合物,这些化合物易与水洗水中的催化剂细粉形成蜡状物而附着于水洗塔塔盘上,造成水洗塔塔盘堵塞,塔内气液相传热、传质效果下降,水洗塔压差上升,容易导致反应器憋压和产品气带液等问题。高负荷运行时,水洗塔压差能达到45 kPa,比设计值高约30 kPa,而且压差波动比较大,产品气容易将水洗塔的水带至压缩机入口,对压缩机安全运行造成隐患。
中煤陕西公司提高DMTO装置运行负荷的措施:降低水洗水返塔温度来降低水洗塔塔顶温度;向水洗水系统注入药剂降低水洗塔压差。定期对DMTO装置水系统冷换设备进行清洗,提高冷却器冷却效率,并且创造性地新增1台水洗水返塔冷却器,降低水洗水返塔温度;通过技术改造,增加了向水洗水系统连续注入药剂的流程,并通过对不同萃取剂的试验,最终选择了一种高效分散剂,有效解决了水洗塔压差高的问题。
DMTO装置设计处理精甲醇量为225 t/h,目前处理精甲醇量约265 t/h,达到设计负荷的118%。夏季环境温度较高时,水洗塔塔顶温度能达到60 ℃,若水洗塔塔顶温度超过65 ℃,只能通过降低负荷来降低水洗塔塔顶温度。自首次开车以来,月均最高运行负荷达到设计负荷的119%。
2.5 提高烯烃分离装置运行负荷的措施
烯烃分离装置的主要作用是将DMTO装置产的轻烯烃混合气体经压缩、水洗、碱洗脱除酸性气体,干燥后进入精馏系统,将轻烯烃混合气体逐一进行分离,最终获得丙烷、混合C4、C5、聚合级乙烯、聚合级丙烯产品。
影响烯烃分离装置高负荷运行的因素有以下几点:随着烯烃分离装置运行负荷的提高,一方面烯烃分离装置丙烯精馏塔的分离能力下降,丙烯的纯度降低,另一方面烯烃分离装置产品气压缩机的转速也会相应提高,产品气压缩机轴位移、轴振动增大,产品气压缩机透平的调速阀全开或压缩机轴位移、轴振动值增大至临界值时,烯烃分离装置的负荷达到最大值,但此时整个装置完全没有操作弹性,安全运行能力极低;此外,DMTO装置送来的产品气温度、流量较高时,产品气压缩机一段、二段入口气液分离罐液位容易波动,有压缩机液位高连锁跳车的风险。
中煤陕西公司提高烯烃分离装置运行负荷的措施:通过技术改造,烯烃分离装置将第二丙烯精馏塔再沸器的加热介质由急冷水改为水洗水,并且在再沸器进出口管线上增加清洗甩头,实现在线清洗,提高了再沸器的加热效率,提高第二丙烯精馏塔的分离能力。
目前,烯烃分离装置的实际运行负荷为设计负荷的118%左右,此时,烯烃分离装置产品气压缩机透平调速阀开度88%左右,丙烯纯度99.2%(w),设计值为99.5%(w),烯烃分离装置基本无提高负荷的空间。
2.6 提高聚乙烯装置运行负荷的措施
聚乙烯装置的作用是将乙烯与共聚单体在催化剂的作用下聚合生成聚乙烯粉料,并通过挤压造粒最终形成聚乙烯颗粒。
影响聚乙烯装置高负荷运行的因素集中在出料系统及挤压造粒系统,有以下几点:旋转加料器长时间运行易粘壁,颗粒振动筛架桥严重、筛网易堵,粒料干燥器后粒子带水。乙烯与共聚单体总进料量达到45 t/h后,旋转加料器转速达到30 r/min时,长时间运行后旋转加料器处物料软化极易粘壁进而变硬出现堵塞;一方面颗粒振动筛选型偏小(设计37.5 t/h),另一方面生产高熔指产品时,物料黏度大,流动性差,导致筛分率下降,筛网易堵塞;粒料干燥器主要是将颗粒在离心力的作用下甩到筛网上,在筛网和转子间撞击脱水,负荷过高后,粒料干燥器脱水效率下降。
中煤陕西公司提高聚乙烯装置运行负荷的措施:增加粉料至包装管线。聚乙烯装置提高负荷的瓶颈主要在出料系统和挤压造粒系统,而且主要是设备方面的问题。在实际生产中挤压造粒系统出现故障停车时,通过临时的粉料输送包装线,进行间断性包装工作,实现吨袋粉料外售,以缓解挤压造粒系统故障对反应系统造成的影响,提高了反应系统的连续性。
聚乙烯装置设计负荷为进料(乙烯+丁烯-1)37.5 t/h,目前实际进料约45 t/h,达到设计负荷的120%,基本无提高负荷空间,最高月均负荷达到设计负荷的119%。
2.7 提高聚丙烯装置运行负荷的措施
聚丙烯装置的作用是将丙烯在催化剂的作用下聚合生成聚丙烯粉料,并通过挤压造粒最终形成聚丙烯颗粒。
影响聚丙烯装置高负荷运行的因素主要是树脂输送器的输送能力,树脂输送器位于脱气仓下方,添加剂从进料器靠重力进入树脂输送器,与来自产品净化仓的树脂混合,混合后的树脂进入造粒机缓冲料斗。厂家在设计树脂输送器的输送能力时可能未考虑到粉料的堆积密度,使用不同厂家的催化剂生产的树脂粉料堆密度差别较大,当粉料的堆积密度较低时,树脂输送器的输送能力非常有限。根据实际运行情况,总结各类催化剂试用结果,在丙烯进料量达到45 t/h左右时,树脂输送器输送能力基本达到上限。
聚丙烯装置设计负荷为进料量37.5 t/h,目前,聚丙烯装置的实际进料量是45 t/h,达到设计负荷的120%,基本无提高负荷空间,最高月均负荷达到设计负荷的118%。
3 煤制烯烃企业延长运行周期的措施
中煤陕西公司采取多种措施延长各装置的运行周期,减少开停工次数,运行周期的延长相当于变相的提高了企业的生产负荷。
3.1 提高设备管理水平
设备分为动设备和静设备。动设备是指由驱动设备带动的转动设备,如泵、压缩机、风机、电机及挤压造粒机等,动设备是整个煤制烯烃企业长周期稳定运行的命脉;静设备主要是指炉类、塔类、反应设备类、储罐类、换热设备类等。
中煤陕西公司以实施TnPM(全面规范化的生产设备维护)为抓手,全面推行6S和6H管理方法来加强设备运维管理水平。一是加强外委运维队伍管理,制定考核细则,实施月度、季度、年度考核,提高了设备维护质量;二是完善巡检制度,落实包机责任制,严格设备管理标准,强化预检预修,主要设备完好率达到98%以上,备机始终处于完好备用状态;三是应用远程监测和故障诊断服务机制,实时掌握大机组运行状况,保证了大机组运行的安全可靠性;四是创建无泄漏工厂,开展标准化泵房、标准化变电所创建活动,动、静密封点泄漏率控制在2‰和0.5‰以内。
3.2 引入先进模拟软件,保证公用工程系统稳定运行
公用工程系统是为全厂各工艺装置提供蒸汽、电力、循环水等耗能工质的生产系统,是煤制烯烃企业的血液,保证公用工程系统的平稳运行,对煤制烯烃企业起着举足轻重的作用。以蒸汽系统为例,蒸汽系统为全厂提供不同压力等级的蒸汽,压力等级高的蒸汽主要用来推动汽轮机做功,驱动压缩机或机泵转动,压力等级低的蒸汽为各装置提供不同温度等级的热源。中煤陕西公司煤化工项目全厂蒸汽系统有5个压力等级,分别是9.8 MPa、4.1 MPa、1.73 MPa、1.1 MPa、0.46 MPa,热电装置为全厂提供9.8 MPa蒸汽,并通过减温减压站生产不同压力等级的蒸汽,另外净化装置和DMTO装置可生产4.1 MPa蒸汽,甲醇合成装置可生产1.73 MPa蒸汽,净化装置也可生产1.1 MPa、0.46 MPa蒸汽。总之,煤制烯烃企业蒸汽系统具有产气装置多、压力等级多、使用装置多的特点。
针对蒸汽系统的上述特点,中煤陕西公司引进了某公司的Smartsteam模拟软件。该软件能实时采集全厂蒸汽系统的参数,通过计算,可有效指导调度人员调整各压力等级蒸汽的平衡,尤其是在蒸汽系统的某一环节出现异常状况时,该软件能迅速准确地计算该环节异常对整个系统平稳运行的影响,为调度人员提前实施应对措施提供有力指导,从而保证各压力等级蒸汽的动态平衡,为各装置提供高品质的蒸汽,确保各装置高负荷平稳运行。
4 最佳生产负荷的确定
4.1 生产负荷与经济效益的关系
煤炭成本是影响煤制烯烃企业最终产品综合成本的关键因素,在煤炭成本、产品销售价格一定的情况下,煤制烯烃企业的利润基本与企业平均生产负荷呈线性关系[2]。
以煤炭价格300 元/t、聚烯烃综合成本6 900 元/t、聚烯烃销售均价8 500元/t计算,得出煤制烯烃企业每多产1 t聚烯烃,企业增加净利润1 600元。以中煤陕西公司煤制烯烃项目为例,全厂各单元年平均负荷每提高1%,可多产0.6×104t聚烯烃,增加净利润960万元。
4.2 各单元运行负荷简介
由于该项目设有中间产品DMTO级甲醇、乙烯、丙烯罐区,所以将该项目主生产装置工艺分为3个单元,即甲醇单元、烯烃单元、聚烯烃单元,其中甲醇单元包括气化、净化、甲醇合成3个主要装置,决定DMTO级甲醇的产量。烯烃单元包括DMTO和烯烃分离两个主要装置,决定乙烯、丙烯的产量。聚烯烃单元包括聚乙烯装置和聚丙烯装置,决定聚乙烯、聚丙烯的产量。
中煤陕西公司煤制烯烃项目各生产单元2016年1月~2017年5月月平均负荷见表1。

表1 各生产单元月平均负荷Table1 Monthlyaverageloadofeachproductionunit时间2016年2017年1月2月3月4月5月6月7月8月9月10月11月12月1月2月3月4月5月负荷/% 甲醇单元1061081041041051051051001068786114115115116113110 烯烃单元10710310911010710711311111311010311911711411711686 聚烯烃单元10810710710610610710111010711410410810911411611893 注:甲醇单元的负荷以甲醇的实际产量与设计产量的比值计算,烯烃单元的负荷以DMTO装置处理甲醇量的实际值与设计值的比值计算,聚烯烃单元的负荷以聚烯烃(聚乙烯+聚丙烯)的实际产量与设计产量的比值计算。
2016年10~11月甲醇单元由于甲醇合成反应的催化剂活性进入末期,导致甲醇单元的月平均负荷只有87%、86%。更换甲醇合成反应催化剂后,12月份甲醇单元的月平均负荷达到114%,当甲醇单元负荷超过116%后合成压缩机轴位移、轴振动增大,增大了联锁跳车的可能性,严重影响了设备的寿命及装置安全运行能力。11月份由于甲醇单元停车检修,影响了全厂蒸汽系统的平稳运行,导致烯烃单元、聚烯烃单元的月平均负荷降低,12月份烯烃单元的月平均负荷达到119%,此时烯烃分离产品气压缩机透平调速阀开度为90%,调节裕度极小,而且乙烯、丙烯的纯度也有所下降,此时烯烃单元的负荷基本达到最大值。聚烯烃单元反应系统能在120%负荷下长周期稳定运行,挤压造粒系统及输送系统由于涉及固态、固态熔融物质的输送,在负荷达到120%后,旋转下料器及树脂输送器堵塞概率增大,影响聚烯烃单元的整体负荷。总之,聚烯烃单元挤压造粒系统在正常运行时负荷需在120%左右,这样才能为挤压造粒系统短时间检修留有余地,保证聚烯烃单元整体月平均负荷在115%以上。另外,由于2017年5月是装置检修完开车阶段,各单元运行平稳率较低,导致月平均负荷整体偏低。
4.3 最佳生产负荷
煤制烯烃企业应尽量提高生产负荷,增加经济效益,但在提高生产负荷的同时要确保企业运行的安全稳定性、长周期性,综合考虑,得出中煤陕西公司煤制烯烃项目各主生产装置最佳的生产负荷为118%左右。
5 结 语
对于煤制烯烃企业来说,产品方面由于石油市场疲软导致聚烯烃价格低迷,原料方面由于国家对煤炭行业实施去产能政策,导致原料煤炭价格大幅上涨,所以,通过提高生产负荷,增加经济效益,提高企业自身抵抗风险能力显得尤为重要。
[1] 王敏. 我国新型煤化工产业发展形势分析[J]. 中国石油和化工经济分析, 2016(2): 39-41.
[2] 完继光, 马军鹏, 毛成龙. 新形势下煤制烯烃经济性分析[J]. 煤炭与化工, 2016(9): 25-28.
猜你喜欢
中国石化(2021年8期)2021-11-05
中国特种设备安全(2018年10期)2018-12-18
流程工业(2017年4期)2017-06-21
流程工业(2017年2期)2017-03-24
中国塑料(2016年9期)2016-06-13
当代化工研究(2016年6期)2016-03-20
电线电缆(2016年5期)2016-02-27
氮肥与合成气(2015年8期)2015-12-23
化工进展(2015年6期)2015-11-13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
