Maxcel 727克劳斯催化剂在高含硫天然气净化厂的应用
2018-05-07 12:20:20魏荆辉陈刚黄坤杜莉胡良培方传统
石油与天然气化工 2018年2期
魏荆辉 陈刚 黄坤 杜莉 胡良培 方传统
中原油田普光天然气净化研究所
普光天然气净化厂于2007年8月31日正式开工建设,2009年10月12日开始投料试车,2010年8月31日正式投入商业运营。硫磺回收单元选用美国Porocel公司氧化铝基克劳斯催化剂Maxcel 727,在一定的温度下将H2S、SO2、COS、CS2转化为Sx,克劳斯催化剂的稳定使用直接反映硫磺回收装置的硫转化率和硫回收率水平,装置开工至今运行良好。
1 工艺流程简介
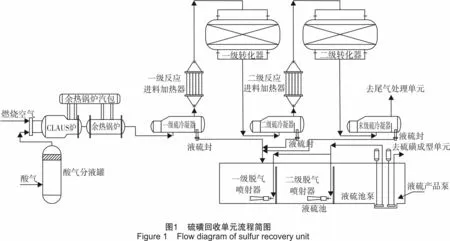
普光天然气净化厂设计处理量为120 ×108m3/a,共有6套联合装置,每套联合装置包括2列脱硫单元、1列脱水单元、2列硫磺回收单元、2列尾气处理单元及1列酸水汽提单元,单列硫磺回收装置设计规模为20×104t/a,采用两级常规Claus硫磺回收和配套SCOT尾气处理工艺,总硫回收率为99.8%,装置操作弹性为50%~130%,年操作时间为8 000 h[1],流程见图1。
脱硫单元再生后的酸气出酸气分液罐后,与风机提供的空气在燃烧炉中进行燃烧,产生的高温过程气进入与燃烧炉直接相连的余热锅炉,在锅炉中产生3.5 MPa的饱和蒸汽以回收余热,同时冷却过程气。冷却后的过程气进入一级硫冷凝器,使硫蒸气进一步冷凝成液硫,同时产生0.4 MPa的饱和蒸汽,液硫依靠重力自流至一级硫封罐,然后自流至液硫池。出一级硫冷凝器的过程气进入一级反应进料加热器,经3.5 MPa中压蒸汽加热后进入一级转化器,在反应器内过程气与催化剂接触,继续发生反应至达到平衡,反应中生成的硫在过程气进入二级硫冷凝器后冷凝出来,自流经二级硫封罐后进入液硫池。
过程气在二级反应进料加热器中被加热后进入二级转化器,在二级转化器内,过程气与催化剂接触,进一步发生反应(Ⅰ)直至达到平衡。反应后的过程气进入末级硫冷凝器,冷凝下来的液硫经三级硫封罐后进入液硫池,出末级硫冷凝器的尾气进入尾气处理单元。
来自各级硫冷凝器的液硫依靠重力自流至液硫池,在液硫池中通过Black &Veatch的专利MAG脱气工艺可将液硫中的H2S质量分数脱除至10×10-6以下。
2 催化剂性能及装填
2.1 催化剂特点
Maxcel 727克劳斯催化剂以氧化铝为载体,具有良好的克劳斯转化性能和水解性能,催化剂性能保证值:一级转化器H2S+SO2转化率性能保证值大于65%,COS转化率大于75%,CS2转化率大于25%,二级转化器H2S+SO2转化率性能保证值大于68%。
在转化器内发生的主要反应见式(Ⅰ)~式(Ⅲ)[2]。
(Ⅰ)

(Ⅱ)
(Ⅲ)
其中,式(Ⅰ)为主反应,式(Ⅱ)和式(Ⅲ)为水解反应,主要发生在一级转化器。
2.2 催化剂性质
催化剂性质如表1所列。

表1 Maxcel727催化剂Table1 Maxcel727catalyst项目指标直径/mm5堆密度/(kg·L-1)0.641比表面积/(m2·g-1)370w(NaO2)/%0.35w(SiO2)/%0.015w(Al2O3)/%92.5热焙烧损失(1000℃),w/%7磨损率,w/%0.5孔容/(cm3·g-1)0.53孔容(>750nm)/(cm3·g-1)0.2
2.3 催化剂装填
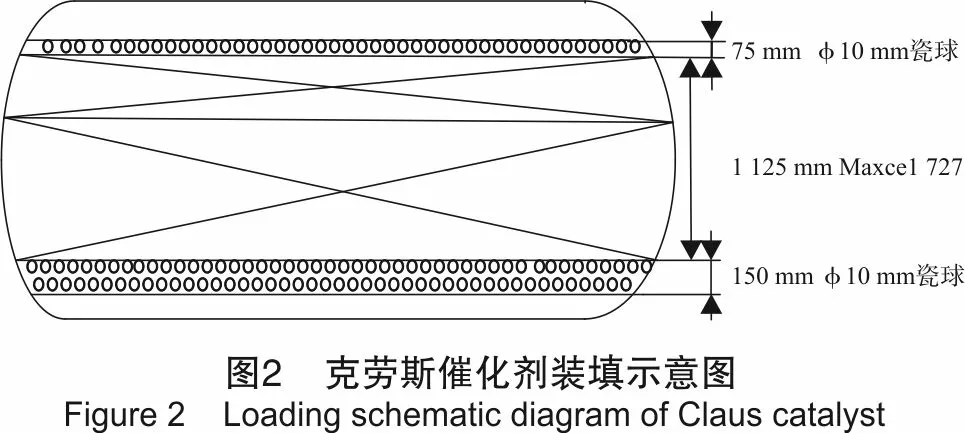
2009年4月~6月,净化厂各联合装置一、二级转化器催化剂完成装填。硫磺回收单元两台卧式转化器的规格为Φ3 100 mm×27 100 mm(切),制硫催化剂均装填Porocel活性氧化铝Maxcel 727,具体装填方式为:在转化器底部装填1层支撑瓷球,底层装填Ф10 mm支撑瓷球,高度为150 mm;催化剂床层装填克劳斯催化剂,高度为1 125 mm;催化剂上部装填Ф10 mm封顶瓷球,高度为75 mm,见图2。
3 催化剂运行情况
3.1 开工运行
2009年10月,第1列装置进气投产,催化剂首次在国内高含硫天然气净化厂硫磺回收单元进行工业应用。2010年10月13日~14日,随机对部分开工催化剂进行了性能考核,受过程气取样器堵塞的影响,一级转化器出口过程气未能取出,只对二级转化器进行了考察。在硫磺回收单元90%负荷、二级转化器入口温度 230 ℃的条件下,克劳斯转化率超过性能保证指标,催化剂性能达到预期要求,具体情况见表2。
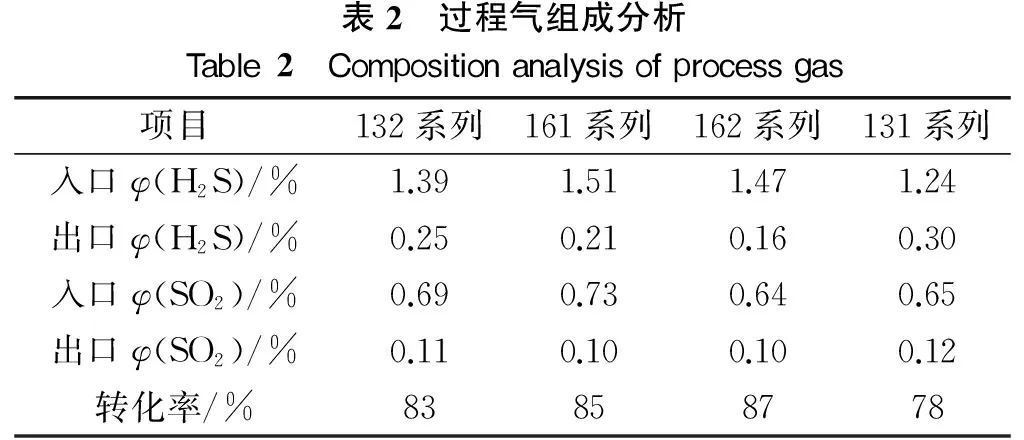
表2 过程气组成分析Table2 Compositionanalysisofprocessgas项目132系列161系列162系列131系列入口φ(H2S)/%1.391.511.471.24出口φ(H2S)/%0.250.210.160.30入口φ(SO2)/%0.690.730.640.65出口φ(SO2)/%0.110.100.100.12转化率/%83858778
3.2 技术优化
为保证硫磺回收单元的平稳运行及催化剂的使用效果,根据酸气气质(见表3),经过多年的经验摸索和技术优化,积累了硫磺回收单元的操作运行经验。
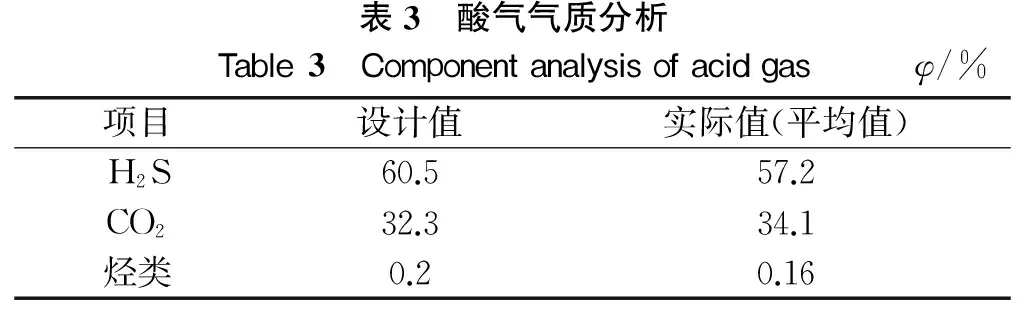
表3 酸气气质分析Table3 Componentanalysisofacidgasφ/%项目设计值实际值(平均值)H2S60.557.2CO232.334.1烃类0.20.16
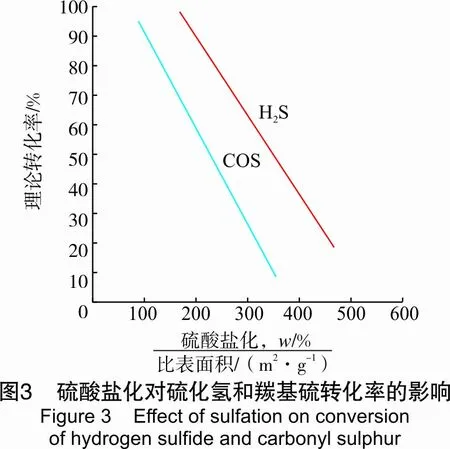
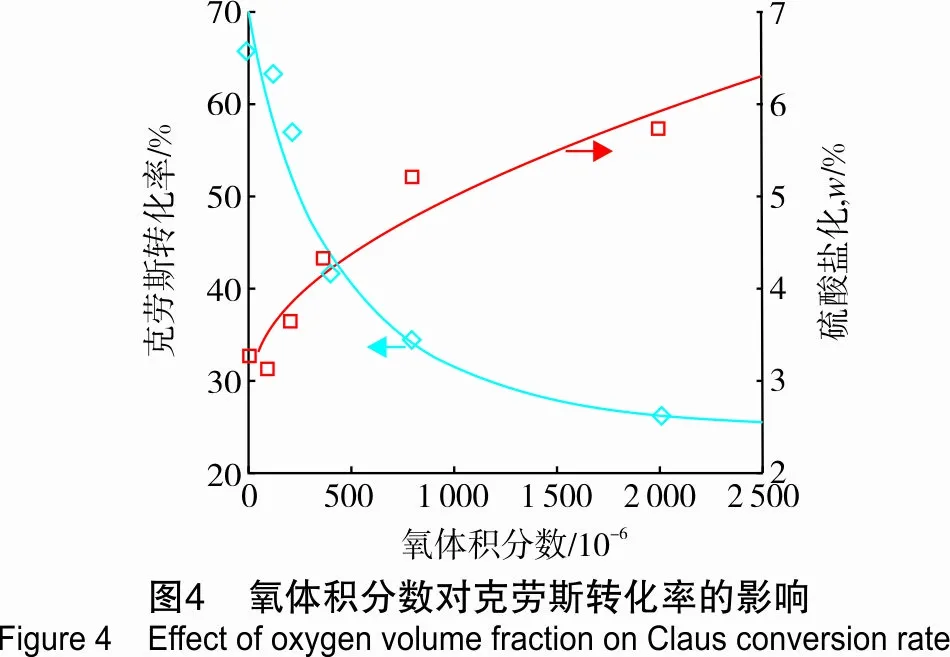
(1) 优化酸气/空气操作。普光净化厂硫磺回收装置H2S/SO2比值分析仪安装在末级硫冷器出口管线上。在实际生产操作过程中,受酸气负荷波动和调节阀反应滞后等因素制约,空气/酸气的配风比不稳定时,容易造成克劳斯反应炉内氧气轻微过量,使氧化铝基催化剂表面形成硫酸盐,逐步封闭催化剂活性中心[2]。通过优化空气/酸气参数,在保证热反应完全的前提下,尽量避免过量氧气进入转化器,降低催化剂过度硫酸盐化的风险。硫酸盐化对硫化氢和羰基硫转化率的影响见图3,氧体积分数对克劳斯转化率及硫酸盐化的影响见图4(图4中为270 ℃、催化剂使用530 h后的数据)。
(2) 优化装置上下游工艺。首先,优化脱硫单元MDEA对原料气中的H2S和CO2选择性吸收工艺,使再生后的酸气中H2S组分含量达到设计要求。其次,装置在进原料气前,将硫磺回收单元燃烧炉炉温调整至1 050 ℃,一级转化器床层温度调整为约290 ℃,二级转化器床层温度调整为约230 ℃,待酸气进入硫磺回收单元后,不会因酸气中含有少量烃导致催化剂积碳,克劳斯反应炉和一、二级转化器的温度也确保了热反应和催化反应的顺利进行。
(3) 加热器运行预警。加热器在长周期运行过程中,由于腐蚀和老化等原因,设备不可避免会出现泄漏,由于加热器内部没有实时监控设施,只能根据一、二级转化器入口温度和蒸汽流量数据的变化趋势判断换热器的运行情况;通过对关键工艺参数交叉因子进行分析,实施分级预警,做到提前判断,尽早采取停工措施,防止加热器长时间泄漏,造成大量蒸汽泄漏到过程气中并进入催化剂床层,加速催化剂水热老化,降低活性表面积,缩短催化剂的使用寿命。
(4) 科学判断。利用实验室微反评价装置对停工检修装置的催化剂样品进行物化性能检测,结合催化剂宏观检查及运行期间的操作数据进行综合判断,确定在用催化剂的性能情况,对性能下降的催化剂采取顶部撇头处理,以满足下个生产周期的需要。
(5) 严格装填过程。由于活性氧化铝催化剂亲水性较强,装填时严格按标准作业,避免催化剂在潮湿的天气下进行装填,杜绝出现挤压、破碎的情况。
3.3 催化剂运行后期情况
2017年7月30日~8月14日,对部分运行装置(硫磺回收单元90%负荷)的催化剂性能进行了考核,受部分过程气取样器堵塞的影响,分别对132系列和152系列的一级转化器催化剂性能进行了考察,同时对111系列和121系列的二级转化器催化剂性能进行了考察,具体情况如下。
3.3.1工艺参数
一、二级转化器主要工艺条件见表4。
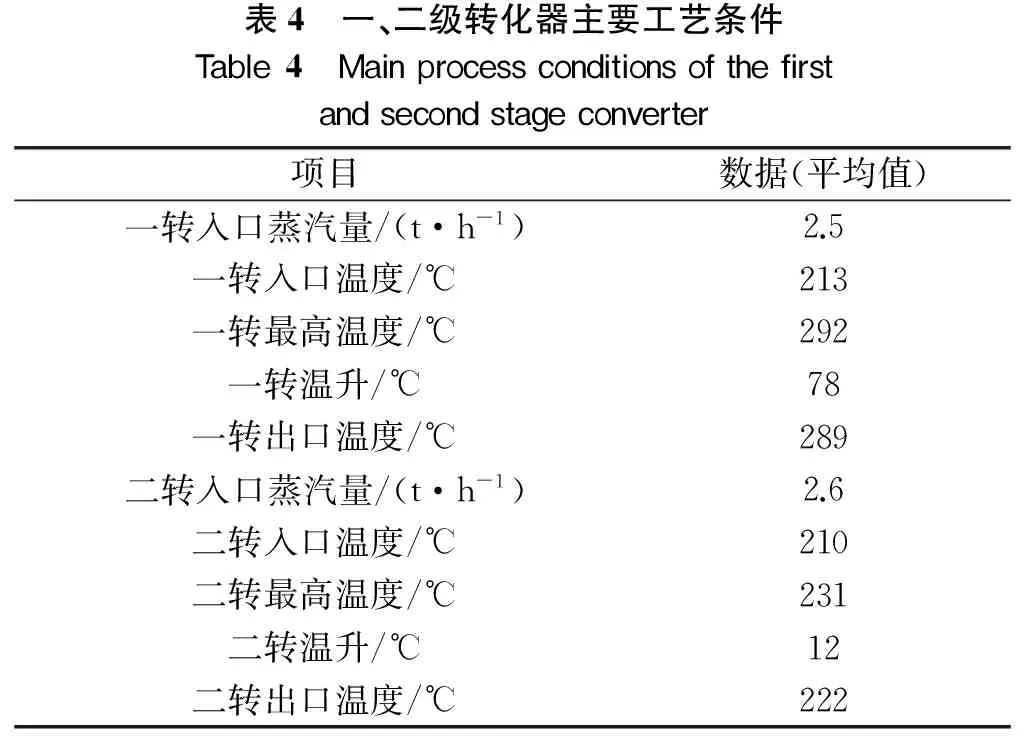
表4 一、二级转化器主要工艺条件Table4 Mainprocessconditionsofthefirstandsecondstageconverter项目数据(平均值)一转入口蒸汽量/(t·h-1)2.5一转入口温度/℃213一转最高温度/℃292一转温升/℃78一转出口温度/℃289二转入口蒸汽量/(t·h-1)2.6二转入口温度/℃210二转最高温度/℃231二转温升/℃12二转出口温度/℃222
3.3.2过程气分析
过程气组成分析数据见表5。
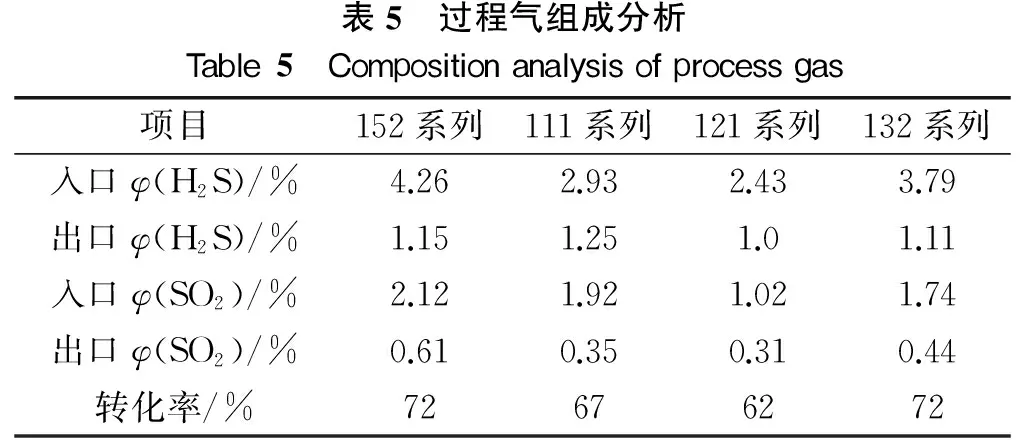
表5 过程气组成分析Table5 Compositionanalysisofprocessgas项目152系列111系列121系列132系列入口φ(H2S)/%4.262.932.433.79出口φ(H2S)/%1.151.251.01.11入口φ(SO2)/%2.121.921.021.74出口φ(SO2)/%0.610.350.310.44转化率/%72676272
(1) 数据表明,催化剂在超过设计寿命运行期间,一级转化器床层顶部还有急剧的温升,随后在中下部床层温升平缓:一级转化器催化剂床层平均最高温度290 ℃,平均温升为72 ℃,有利于有机硫水解反应;二级转化器入口温度高于硫露点10 ℃以上,催化剂床层平均最高温度222 ℃,平均温升为12 ℃,二级转化器床层温升较小,有利于克劳斯反应,床层底部到出口温度降低是由于部分热量损失到环境中,反应在一级转化器中已基本完成,表明目前催化剂仍具有一定的活性。
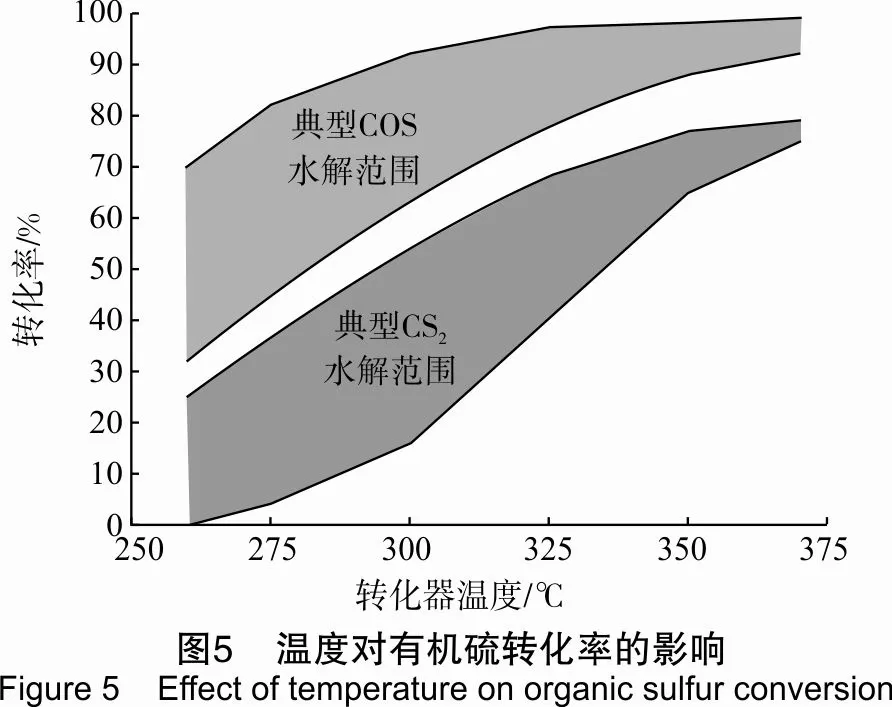
(2) 撇头后的催化剂在运行后期活性逐步降低的情况下,可以通过提高反应温度(一级转化器床层最高温度不超过320 ℃)增加催化剂床层的整体反应活性,使催化剂得到最大限度的利用。图5为不同温度条件下有机硫在催化剂运行初期和末期的水解率。
(3) 催化剂运行后期的转化率较开工初期有明显下降,但转化器中的整体温升及装置二氧化硫的排放浓度与使用新鲜剂时没有明显的差异,下游尾气加氢系统运行比较平稳,催化剂仍保持较高的性能。
4 效果评价
(1) 自2009年10月开工以来,各床层催化剂运行平稳,未出现飞温和压差大的情况。检修期间对催化剂样品进行宏观检查和实验室检测,发现各转化器顶部催化剂积炭较少,催化剂整体未严重粉化(水热老化),颜色未见明显灰色(硫酸盐化),表明该催化剂具有强度高、磨耗低[3]、抗硫酸盐化能力较强的性能。
(2) 催化剂在运行末期,硫磺回收单元硫转化率依然保持在95%以上,优于设计值,液硫品质满足国家标准GB/T 2449.1-2014《工业硫磺 第1部分:固体产品》的要求,下游尾气加氢单元运行良好,实现了装置的安全平稳长周期运行。
[1] 于艳秋, 毛红艳, 裴爱霞. 普光高含硫气田特大型天然气净化厂关键技术解析[J]. 天然气工业, 2011, 31(3): 1-4.
[2] 王开岳. 天然气净化工艺——脱硫脱碳、脱水、硫磺回收及尾气处理[M]. 北京: 石油工业出版社, 2005: 289-299.
[3] 廖小东, 余军, 黄灵, 等. 硫磺回收催化剂的选择及组合[J]. 石油与天然气化工, 2005, 34(6): 484-488.
猜你喜欢
中国化肥信息(2021年5期)2021-07-28 07:05:12
硫酸工业(2020年8期)2020-09-28 09:51:44
智富时代(2018年3期)2018-06-11 16:10:44
中国公路(2017年10期)2017-07-21 14:02:37
民间故事选刊·上(2016年8期)2016-08-17 23:15:14
中学生数理化·教与学(2016年6期)2016-06-15 07:14:40
中国化肥信息(2016年30期)2016-05-17 04:25:31
中国化肥信息(2016年28期)2016-05-17 04:25:23
当代化工研究(2016年6期)2016-03-20 16:21:38
天然气与石油(2015年2期)2015-02-28 17:01:07