中贵线乙烷回收工程模拟计算研究
2018-05-07 12:22:44李均方何琳琳贺晓敏
石油与天然气化工 2018年2期
李均方 何琳琳贺晓敏
1.中国石油西南油气田公司成都天然气化工总厂 2.中国石油西南油气田公司重庆天然气净化总厂
乙烷作为生产乙烯的优质原料,与石脑油原料相比,具有乙烯收率高、能耗低、成本低等突出优势,并且乙烯原料的轻质化也一直是乙烯工业研究与利用的发展方向。目前,我国乙烯裂解的主要原料中乙烷只占20%左右[1],而乙烯工业又迫切需要合理利用国内凝析气田中的乙烷资源。通过研究表明,我国大型凝析气田原料气中含有丰富的乙烷资源,如塔里木迪那气田、英买气田等地区的原料气乙烷体积分数均超过7%,具有很大的回收价值[2]。为加强天然气中乙烷资源的有效利用,实现天然气价值链的效益最大化,2016年中国石油开展了中贵线乙烷回收工程的可行性研究。
1 基本概况

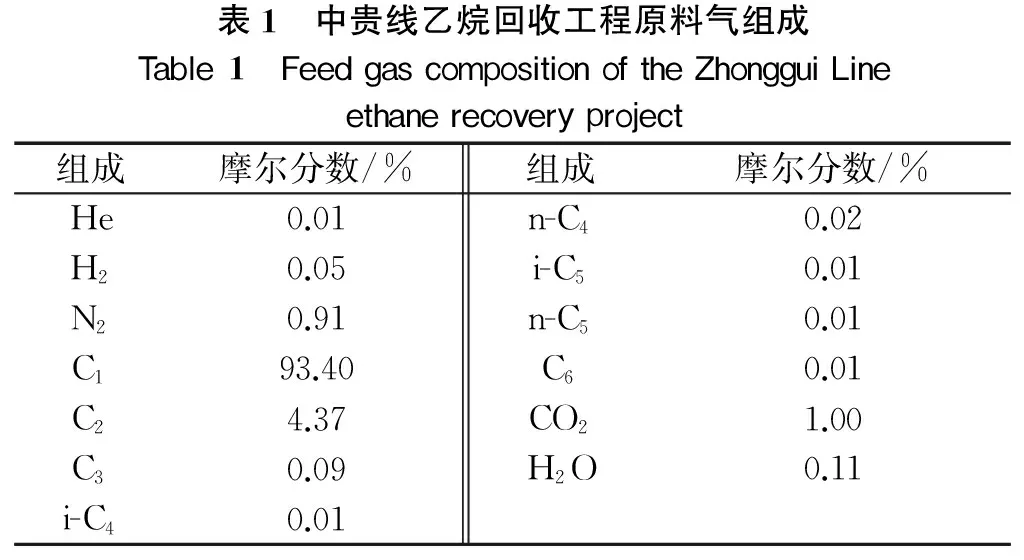
表1 中贵线乙烷回收工程原料气组成Table1 FeedgascompositionoftheZhongguiLineethanerecoveryproject组成摩尔分数/%组成摩尔分数/%He0.01H20.05N20.91C193.40C24.37C30.09i-C40.01n-C40.02i-C50.01n-C50.01C60.01CO21.00H2O0.11
工艺流程示意图见图1。原料气压力7 900 kPa,温度40 ℃,经分子筛脱水处理后,为合理利用脱甲烷塔冷量,考虑分流约30%(y)的原料气经脱甲烷塔充分冷却后,与经主冷箱冷却的大部分原料气混合进入低温分离器。在低温分离器中,顶部大部分气相经次冷箱再次冷却,经节流降压后作为脱甲烷塔上部的一股回流(即回流1),少部分气相进入膨胀机膨胀端,经膨胀降压后进入脱甲烷塔;底部液相经节流降压后进入脱甲烷塔中部。经脱甲烷塔处理后,气相依次进入次冷箱和主冷箱,换热后经膨胀机增压端增压,再进入尾气压缩机增压至7 900 kPa,分流10%~15%(y)的尾气经换热和节流后,作为脱甲烷塔顶部的另一股回流(即回流2);液相经主冷箱换热后节流至脱乙烷塔,其出口气相为乙烷,出口液相经节流后进入脱丁烷塔,最后得到产品LPG和轻油。


2 主要工艺参数对装置性能的影响
2.1 膨胀后压力变化的影响
在保证其他条件不变、尾气外输压力为7 900 kPa的前提下,随着膨胀后压力增加,压比逐渐减小,使得膨胀机输出的轴功率与尾气压缩机的轴功率呈直线下降。由于制冷量的减小,脱甲烷塔的乙烷收率与产品乙烷流量呈单调下降趋势。在单位产品轴功率减小和产品收率产量的综合影响下,产品总收益呈先上升后下降的趋势,见图2。

值得说明的是,该膨胀后压力的改变对装置影响较大,按收率最大考虑应选择尽可能低的膨胀后压力;按单位产品尾气压缩功率小考虑,应选择尽可能高的膨胀后压力;按综合收益最大原则,则有一合适的膨胀后压力约为3 300 kPa。
2.2 低温分离器温度变化的影响
低温分离器温度是该工艺的关键参数之一,决定膨胀前后的温度,对装置乙烷收率、动力消耗、天然气消耗与综合收益均有重要影响。由于该工程膨胀前压力高,低温分离器底部液相流量为0,因此,分离器顶部气相流量为装置总流量。在膨胀前后压力、膨胀气流与节流量的比例、尾气再循环回流的比例不变时,随着膨胀前温度的增加,使得膨胀后温度增加,并导致膨胀后液化的比例减少。同时,节流前温度的增加,从塔顶来的回流液减少,使得乙烷的收率呈单调下降的趋势。由于乙烷收率降低,脱乙烷塔和脱丁烷塔塔底的热负荷略有下降,天然气消耗系数呈下降趋势;随着膨胀前温度与膨胀机输出功率的增加,使得膨胀机同轴增压后的天然气压力增加,尾气压缩机的压缩比降低,总功率消耗减少,总体动力系数呈较大幅度的下降。而收益显示出先增后减的趋势,有一最佳值,说明温度开始增加时,动力消耗与天然气消耗对综合收益的贡献大于收率的贡献;达到最大值后,动力消耗与天然气消耗的贡献小于收率对综合收益的贡献。
低温分离器温度过低时,会因为制冷量的减少,使换热的温差减少甚至无法实现工程意义。在本案例中,低温分离器温度低于-50 ℃后,次冷箱换热的最小温差减小到低于1 ℃,因此,比-50 ℃更低的温度无实际工程意义;而温度过高时,乙烷收率明显下降,甚至出现膨胀后液化量不足和不液化的现象,也无实际工程意义;当低温分离器温度为-32 ℃时,膨胀后液化率为0.08,也未出现该现象,由此表明所取的温度范围是可行的。

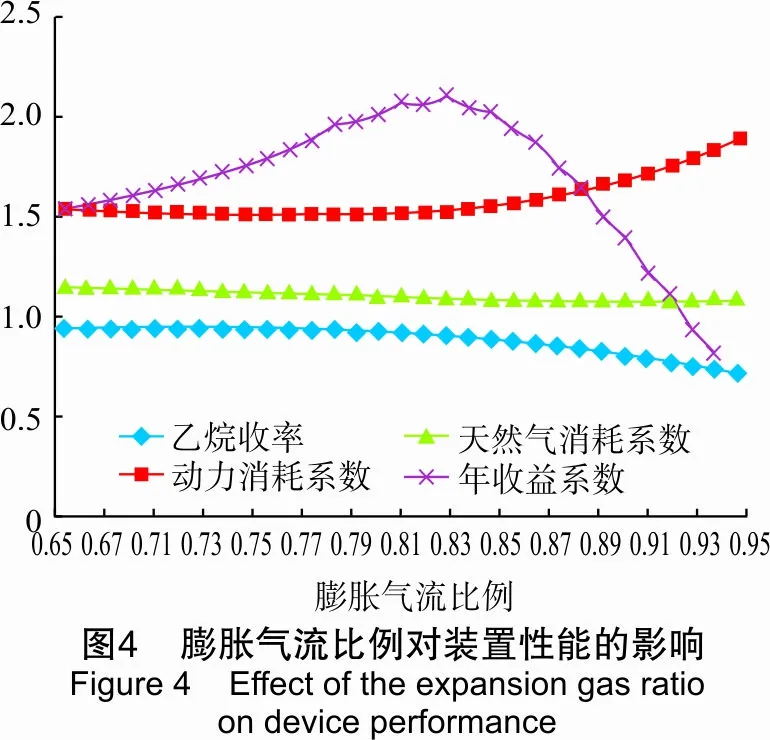
2.3 膨胀气流比例的影响
从低温分离器来的气体分为进膨胀机的膨胀气流和过冷的节流气流,进膨胀机气流流量的增加和节流气流流量的减少,意味着高温阶段制冷量的增加和深冷温阶制冷量的减少。膨胀气流比例在一定范围内(0.65~0.8)增加时,乙烷收率略微有下降趋势,但不明显;到一定量后(大于0.8),由于塔顶回流减少到极限,乙烷收率出现明显下降。动力消耗则在0.65~0.8略有降低,大于0.8后,因为乙烷收率的减少,动力消耗快速增加。天然气消耗则随收率的变化先微降后微增。而收益却出现先增加后减少的趋势,在膨胀气流比例0.8左右达到最大收益。
不难理解的是,年收益系数曲线上的拐点对应膨胀气流比例0.8的出现,并不是固定的常量(此时是假定尾气压缩机再循环量不变)。若尾气压缩机再循环量改变,则膨胀气流比例在0.8处就不一定是最佳的,因为尾气再循环给脱甲烷塔提供了部分塔顶的回流,因此,膨胀气流比例的变化会受该值的影响。当膨胀气流比例过高时,会因深阶制冷量的不足出现次冷箱的换热温差过小问题,在本例情况下,当膨胀气流比例从0.65变化至0.95时,次冷箱的换热温差从4.73 ℃下降至0.81 ℃。
3 适应性分析
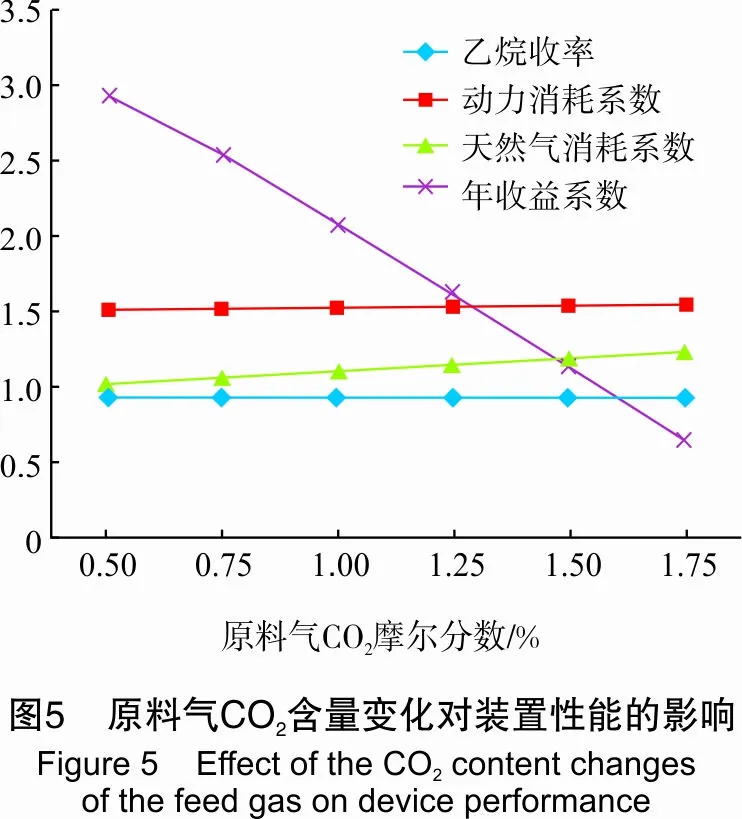
3.1 原料气CO2含量变化的影响
由图5可以看出,原料气CO2摩尔分数在0.5%~1.75%变化时,保证其他工艺参数不变,乙烷收率略有降低,单位产品电耗略呈直线上升,由于排出装置的CO2含量增加,单位产品气消耗呈直线上升。原料气CO2含量变化对装置的综合收益十分敏感,收益随CO2含量增加呈直线大幅下降趋势。
当原料气CO2含量高时,会增加脱甲烷塔塔顶的堵塞倾向。在本研究中,原料气CO2摩尔分数为1.75%时,脱甲烷塔塔板上CO2气液两相分布情况见图6。由图6可知,液相中CO2含量最大峰值出现在第23块塔板上,第二个峰值出现在第8块塔板处,此时C2H6摩尔分数分别达到63%和11%,堵塞倾向小。而在塔顶第1~3块塔板处时,CO2摩尔分数为2.5%~3.5%,C2H6摩尔分数为2.3%~4.5%,其余主要为CH4。以3.5%CO2、2%C2H6与94.5%CH4计算,CO2的冻结温度为-102 ℃,与塔顶的控制温度-93 ℃相比,有足够的安全裕度,不会出现塔顶CO2堵塞,显示了该工艺对CO2具有良好的容忍性。

3.2 原料气C2H6含量变化的影响
从图7可以看出,当原料气C2H6摩尔分数在3%~5.5%变化时,以0.25%的幅度上升,装置的乙烷收率和单位产品气耗变化幅度小,几乎可以认为是不变的,而单位产品电耗有较大影响,随着C2H6含量的增加,单位产品电耗明显下降;产品综合收益更为敏感,呈快速上升趋势。
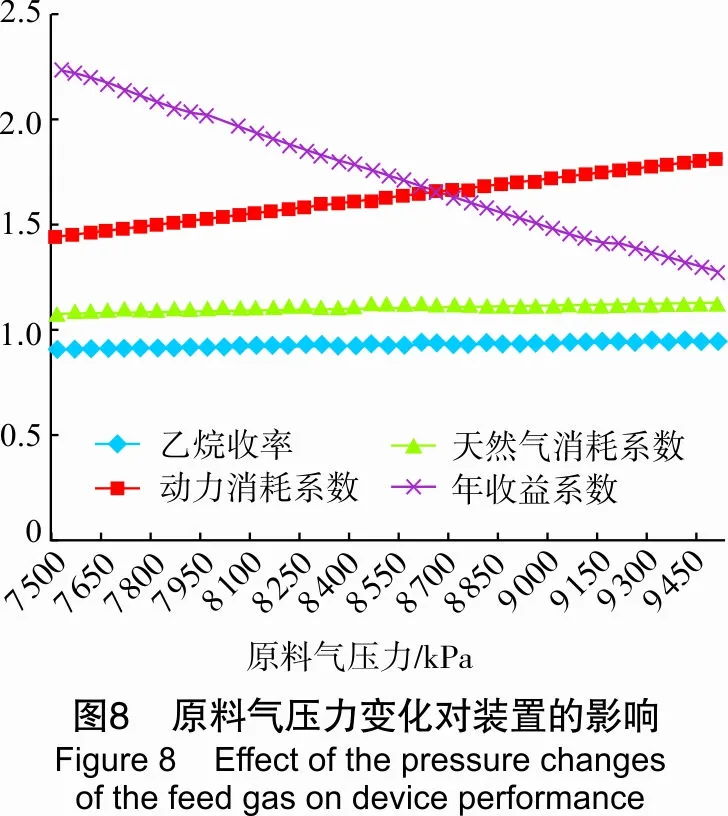
3.3 原料气压力变化的影响
在其他工艺参数不变时,随着原料气进装置压力在7 500~9 500 kPa增加,意味着膨胀机的膨胀比增加,使得膨胀机的焓降增加,膨胀机增压端效率小于膨胀机效率,进尾气压缩机压力略有增加,同时由于尾气压缩机出口压力相应增加,使得尾气压缩机功率明显增加,单位产品的动力消耗增加,见图8。由于膨胀机制冷量的增加,使得乙烷收率略有增加,但增加幅度有限;同时,收率的增加,使得单位产品气耗略有增加。加之,单位产品电耗与单位产品气耗增加的幅度远大于产量的增加,使得综合收益呈直线大幅下降。

4 结 论
对于中贵线乙烷回收工程,通过膨胀机制冷+尾气再循环脱甲烷塔双回流工艺的模拟研究,计算结果表明:
(1) 膨胀后压力选择在3 300 kPa合适。
(2) 低温分离器温度取值介于-50~-32 ℃是可行的。
(3) 膨胀气流比例为0.8时,产生的综合效益最佳。
(4) 原料气CO2摩尔分数为1.75%时,装置不会出现脱甲烷塔低温堵塞现象。
(5) 原料气C2H6摩尔分数在3%~5.5%增加时,装置单位产品电耗降低,综合收益增加。
(6) 原料气压力在7 500~9 500 kPa变化时,装置单位产品电耗增加,综合收益降低。
[1] 华卉, 郭慧, 李亚军, 等. 用好轻烃资源优化我国乙烯工业原料路线[J]. 石油化工, 2005, 34(8): 705-709.
[2] 巴玺立, 杨莉娜, 刘烨, 等. 不同类型气田凝液回收工艺的选择[J]. 石油规划设计,2011, 12(5): 23-25.
[3] 蒋洪, 何愈歆, 王军. 高压吸收塔工艺回收天然气凝液的模拟分析[J]. 天然气化工, 2011, 36(3): 7-11.
[4] 蒋洪, 朱聪. 轻烃回收技术的现状及发展方向[J]. 石油规划设计, 2000, 11(2): 15-16.
[5] 刘琪, 徐克琪, 宋光红, 等. 川渝安岳区块油气处理厂轻烃回收工艺选择[J]. 石油规划设计, 2015, 26(2): 14-18.
[6] 王朝贵, 王成敏, 李东芳. 浅论天然气轻烃回收工艺的选择[J]. 油气田地面工程, 2002, 21(3): 57-58.
[7] 蒋洪, 朱聪, 练章华. 提高轻烃回收装置液烃收率[J]. 油气田地面工程, 2002, 20(2): 26-27.
[8] 蒋洪, 朱聪. 膨胀制冷轻烃回收工艺技术[J]. 油气田地面工程, 1999, 18(2): 1-8.
[9] 黄禹忠. 轻烃回收工艺过程模拟研究[D]. 成都: 西南石油大学, 2004.
[10] 蒋洪, 蔡棋成. 高压天然气乙烷回收高效流程[J]. 石油与天然气化工, 2017, 46(2):6-11.
[11] 蒋洪, 何愈歆, 杨波, 等. 天然气凝液回收工艺RSV流程的模拟与分析[J]. 天然气化工, 2012, 37(2): 65-68.
[12] 蔡棋成, 蒋洪. 天然气乙烷回收工艺SRC流程特性分析[J]. 天然气化工-C1化学与化工, 2017, 42(3): 73-77.
[13] 诸林. 影响冷凝分离法轻烃回收液化率的因素及其应用[J]. 西南石油学院学报, 1997, 19(1): 84-87.
[14] 裴红. 天然气轻烃回收C3收率与装置能耗[J]. 石油规划设计, 2002, 13(5): 4-5.
[15] 王修康. 天然气深冷处理工艺的应用与分析[J]. 石油与天然气化工, 2003, 32(4): 200-203.
[16] 王健. 轻烃回收工艺的发展方向及新技术探讨[J]. 天然气与石油, 2003, 21(2): 20-22.
[17] 邓筑井, 陈艾, 段方玮, 等. 天然气乙烷回收工艺关键参数模拟与分析[J]. 化学工程与装备, 2014(5): 5-7.
猜你喜欢
煤气与热力(2021年3期)2021-06-09 06:16:22
云南化工(2020年11期)2021-01-14 00:51:10
福建质量管理(2020年16期)2020-09-09 02:56:00
甘肃科技(2020年20期)2020-04-13 00:30:04
中国特种设备安全(2019年7期)2019-09-10 07:31:04
石油化工建设(2018年2期)2018-07-11 01:25:04
铜仁学院学报(2018年6期)2018-07-05 09:47:36
山东工业技术(2016年15期)2016-12-01 05:30:46
安全(2015年1期)2016-01-19 06:19:07
天然气与石油(2015年2期)2015-02-28 17:01:08