
Effects of fibers on expansive shotcrete mixtures consisting of calcium sulfoaluminate cement,ordinary Portland cement,and calcium sulfate
2018-04-24 00:54YuWuLiuPourrahimian
H.Yu,L.Wu,W.V.Liu,Y.Pourrahimian
School of Mining and Petroleum Engineering,Department of Civil and Environmental Engineering,University of Alberta,Edmonton,Alberta T6G 2R3,Canada
1.Introduction
Shotcrete or sprayed concrete,a cement-based mixture projected pneumatically in high velocities(ACI CT_13,2013),is often used by the mining industry(ACI 506.5R-09,2009;ASS,2010;Martin et al.,2011).The flexibility of shotcrete makes it an effective alternative to conventional concrete in rock support,tunnel lining,and concrete repair.For example,the pneumatic projection allows shotcrete to be applied quickly on the uneven substrate surfaces,acting as excavation stabilization and arch lining in mines(Höf l er and Schlumpf,2006).In another instance,shotcrete had been found to provide capable ground supports in underground mines,preserving beams and maintaining confinement of the surrounding rock(Morissette et al.,2017).Such results have led the mining industry to use over 700,000 m3of shotcrete per year in North America and Australia(Rispin and Brooks,2001;Stefan,2009).
Although shotcrete is widely and frequently used,cracking in shotcrete construction is a common issue,resulting in structural failures,falling rocks,increasing maintenance costs,and delaying production schedule(Drover and Villaescusa,2015;Poisel et al.,2016;Lewis et al.,2017).Ground movement and shrinkage of shotcrete are the two primary sources for cracking.Ground movement around the shotcrete structure exerts tensile forces on shotcrete,causing cracksand fractures(Szwedzicki,2001).Shrinkage in shotcrete,on the otherhand,generatestensile stresses exerted by substrate and causes cracking.The commonly used ordinary Portland cement(OPC)shotcrete mixture can shrink up to 9%due to the drying and formation of smaller hydration products(Lagerblad et al.,2010),leading to further cracking.That is,the shrinkage generates small cracks in shotcrete,where high stresses are concentrated on the cracks tips(Irwin,1957).Due to this,these small cracks are easily affected by ground movement,developing larger cracks(Campbell,1999).Therefore,much effort must be spent on repairing and reducing shotcrete cracks.For example,many complaints about extensive cracking in shotcrete were reported for a large traff i c tunnel in Sweden,which prompted the creation of a dedicated research team to explain and reduce the issue(Holmgren,2010);it was found that large shrinkages were present in the shotcrete due to alkali-free accelerators,leading to increased cracking.
To reduce cracking,shrinkage-compensating shotcrete mixtures are used at underground mines(Storrie,2001;King Shotcrete,2014a).For example,shrinkage-compensating shotcrete was used to construct an ore pass bin at a nickel and copper mine in Canada(King Shotcrete,2014a).Expansive cement is usually added to the shotcrete mixture for shrinkage compensation,and there are currently many commercial expansive cement products(e.g.CTS Type-K cement,DENKA CSA#20,and Komponent®)available(ASS,2010;Huang and Ma,2011).The expansive cement is categorized into type K,type M,type S,and type G based on their constituents(ACI 223R-10,2010).Type K expansive cement mainly consists of OPC,anhydrous tetracalcium trialuminate sulfate(C4A3S),calcium sulfate(CS),and lime(CaO);type M includes blended or intergrounded OPC,calcium-aluminate cement,and CS;type S is an OPC containing a high portion of tricalcium aluminate blended with CS;and type G is an OPC that is high in lime content and blended with calcined pozzolans.Besides expansive cement,premixed shrinkage-reduced shotcrete mixtures are also available for application in various mine locations such as ore passes and rock chutes(King Shotcrete,2014b).
Despite the fact that there are many expansive cement or shotcrete mixture products on the market,the compositions and ingredients of these commercial products are usually confidential information or trade secrets.This limits the development and optimization of shrinkage-compensating shotcrete mixtures.To address this problem,expansive mixtures with known compositions and different ingredients should be studied.The authorshadpreviouslycombinedcommonlyusedbindercomponents such as CSA(calcium sulfoaluminate cement),OPC,and CS in systematic ratios to create shrinkage-compensating shotcrete mixtures,where the expansion ratios of the mixtures at different CSAOPC-CS ratios were identified(Yu et al.,2017).Various mixtures tested in the previous study are shown in Fig. 1,and the binders of the mixtures are best classified as type K expansive cement based on their constituents.The expansive mixture(20%OPC+40%CSA+40%CS)having the highest unconfined compressive strength(UCS)was selected for further investigation in this study.
In addition to the shrinkage-compensation,restraint(e.g.rebar,and fibers)could be introduced into the expansive mixtures to generate self-compressive stresses in mixture and self-tensile stresses in restraint(Scholer et al.,1978;ACI 223R-10,2010).Selfstressing concrete is a product that contains both expansion cement and restraints.Since the 1960s,self-stressing concrete has been widely used in underground applications because it minimizes cracks,frost damage,water leaks,and sulfate attacks(Valentine,2000;Jabbari and Vallens,2014).Self-stressing concrete has also been utilized in rock anchoring to enhance pile capacity(Haberfield,2000).Likewise,there is a potential to develop a selfstressing shotcrete to mitigate cracks and improve durability.However,verylittle research has been done in the shotcrete area.In particular,the effects of fibers as a restraint on expansive shotcrete mixtures are still unknown.This is important because fibers are usually added to the mixture under the guide of the Barton’s Q-system chart(Vandewalle,1998;NGI,2015),and their effects are directly related to the application of expansive shotcrete mixtures.
Different types of fibers(i.e.nylon,glass,and steel)are often added to shotcrete mixtures for various applications.For example,Yun et al.(2015)suggested that nylon fiber can improve the rheological performances such as yield stress and plastic viscosity.Bryne et al.(2014)identified that glass fiber added to shotcrete mixture could reduce shrinkage cracking.Zhu(2013)added steel fiber to shotcrete acting as permanent lining in tunnels,and he found that steel fiber increased tensile strength and crack resistance significantly.In other words,fibers can reduce,block,and bridge the cracks in the mixtures,allowing the samples to become tighter and withstand more loads(Song et al.,2005;Zhou et al.,2012;Dawood and Ramli,2014).

Fig. 1.CSA-OPC-CS mixtures previously tested(Yu et al.,2017).
In this study,for the first time,an investigation was initiated on the effects of fibers as a restraint on the expansive CSA-OPC-CS shotcrete mixtures.The influences of fibers on volume change,UCS,and STS(splitting tensile strength)were also evaluated.This research provides essential information on strength and volume change of fiber restrained expansive CSA-OPC-CS mixtures,in comparison with common OPC mixture.Relationships between different types of fibers and the strengths/volume changes are also established for future research.
2.Materials and methods
2.1.Materials
The materials used for the shotcrete mixtures include CSA,type GU(general use)OPC,CS in the form of granular gypsum,fine aggregates,tap water,nylon fiber,glass fiber,and steel fiber.The fine aggregates were in a saturated surface dried(SSD)condition and had an oven-dry relative density of 1578 kg/m3;they were smaller than 4.75 mm and demonstrated water absorption of 5.1%.The sieve analysis result for the aggregate is shown in Fig. 2,where the aggregate was found to fit within the ASTM C1436(2013)Grading Zone No.1,and is suitable for application in shotcrete.All the cementitiousmaterials(CSA,OPC,and CS)and aggregates mentioned above were purchased locally,and the basic properties of the cementitious materials are summarized in Table 1.The tap water used for this research was from Edmonton,Alberta,Canada in accordance with the parameters set by Health Canada for drinking water(Health Canada,2014).In other words,the impurities of the drinkablewater wereunder acceptable levels and could be used for the creation of shotcrete mixtures(Höf l er and Schlumpf,2006).
Fig. 3 shows the three different types of fibers(i.e.nylon,glass,and steel)utilized in this research.The fibers were tested for water absorption following the absorption calculation process described in the ASTM C642 standard(ASTM C642,2013),and it was found that nylon fiber had a water absorption of 105%;glass fiber had a water absorption of 64.9%;and steel fiber had a water absorption of 4%.The properties of these fibers are listed in Table 2.

Table 1Basic properties of CSA,OPC,and CS(CTS Cement,2015;USA Gypsum,2017).
2.2.Mixture design and preparation of samples
The shotcrete mixture design proportions are summarized in Table 3.The shotcrete mixtures prepared for testing were designed following the ACI 506.5R(2009)guideline for typical underground shotcrete proportions.Selected expansive CSA-OPC-CS mixtures with the highest UCS from a previous study(Yu et al.,2017)were assigned the mixture name of“Mix1”(40%CSA+20%OPC+40%CS,showing the second highest expansion of all the expansive CSAOPC-CS mixtures and the highest UCS)in this research.A 100%OPC mixture,assigned the mixture name of “Ref”was also selected alongthe expansiveCSA-OPC-CS mixtureas a control sample.Three different types of fibers(i.e.nylon,glass,and steel)were added to Mix1 individually to study their influences.These fibers were added at 1%volume fraction,a value that was found effective in restraining expansion(Chen and Liu,2003).Mixture names“Mix1-N”,“Mix1-G”,and “Mix1-S”were assigned to the mixtures with nylon fiber,glass fiber,and steel fiber reinforcement,respectively.Note that fibers were added to the mixtures to replace fine aggregates volumetrically,and the aggregate-to-cementitious materials ratio(a/c)was kept at 3.13 as suggested in the ACI 506.5R-06(2009)guideline for specifying underground shotcrete;however,ana/cratio of 4.35 was then used to investigate the effect of increasinga/cratio on the strength.The water-to-cementitious materials ratio(w/c)was kept constant at 0.45,following the ACI 506 guideline.Under thisw/cratio,the slumps of Mix1 and Ref were found to fall within the 75 mm-125 mm desired workability suggested by the ACI 506.5R-06(2009)guideline.

Fig. 2.Sieve analysis results for the aggregate utilized in this research.
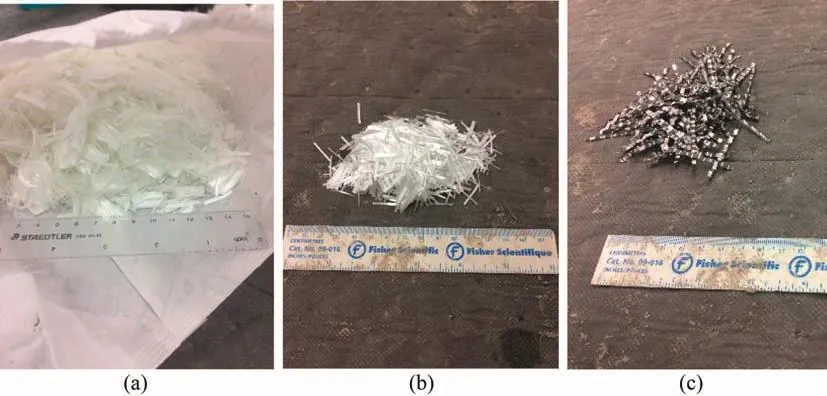
Fig. 3.Various fibers used in the research:(a)nylon fibers;(b)glass fibers;and(c)steel fibers.

Table 2Basic properties of fibers(Bon,2009,2015;Propex,2012).

Table 3Mixture design proportions.
The mixtures were prepared according to the ASTM C192/C192M(2016)standard for making and curing concrete test samples.All mixtures weremixed using adrum mixer with acapacityof 0.116 m3.The fiber volume fraction mentioned in Table 3 was added to the cementitious material during the mixing stage.The dry mixture materials with fibers were rotated for 5 min before water addition(with a lid covering the mixer drum to reduce the loss of materials during rotation),and then the whole mixture with water was rotated for another 5 min.A table vibrator was used to compact the mixtures in the molds,and a 5 min vibration per layer was initiated as suggested in the ASTM C192C192M(ASTM,2016)standard.For each mix,a total of six cylindrical samples(diameter:φ75 mm;height:150 mm),and two cube samples(side dimension:5 mm)were created.The cylindrical samples were used to determine the UCS and STS,and the cube samples were created to assess density,water absorption,and volume of permeable voids.After the first 24 h,the samples were demolded and transferred to a moisture room with a temperature of(25 2)?C and a relative humidity(RH)of 100%for curing.
2.3.Tests procedures and specifications
2.3.1.Density,water absorption,and volume of permeable voids tests
The density,water absorption,and volume of permeable voids were determined following the test methods described in ASTM C642(2013).The boiling setup is shown in Fig. 4a.For each mixture,two samples were tested on the 7th day to determine the average value.
2.3.2.UCS tests
The UCSs of the samples were evaluated using ASTM C39C39M(2016),as shown in Fig. 4b.For each mixture,three cylindrical samples were tested on the 28th day to determine the average UCS.
2.3.3.STS tests
The STSs were determined by ASTM C496(2011)on the 28th day.Three cylindrical samples were tested per mixture for the average values,as shown in Fig. 4c.
2.3.4.Volume change tests
Volume changes of the samples were measured using a digital caliper on the cylindrical samples used for the 28th day STS tests.The procedure for the volume determinations was in the form of length measurements and diameter measurements described in ASTM C496(2011).Samples were marked on the sides and the ends,so measurements could be performedin the same locations.A typical dimension measurement is illustrated in Fig. 4d.The volumes of the samples were measured on the 1st,7th,14th,21st,and 28th days to monitor volume change.
3.Results and discussions
3.1.Density,water absorption,and volume of permeable pore space

Fig. 4.Tests performed on the samples:(a)Boiling of cube samples for density,absorption,and voids determination;(b)UCS test of a cylindrical sample;(c)STS determination of cylindrical samples;and(d)Dimension measurement of a cylindrical sample.
Table 4 shows the oven-dry bulk densities,water absorptions,and volume of permeable spaces of the mixtures.The oven-dry bulk densities of CSA-OPC-CS mixtures(Mix1,Mix1-N,Mix1-G,and Mix1-S)ranged between 1624 kg/m3and 2039 kg/m3.CSAOPC-CS mixtures could be best classified as lightweight concrete under the ACI definition(ACI CT-13,2013)since they had densities lower than 1920 kg/m3.When nylon fiber was added,the samples showed a significant increase in density at 14.96%,followed by glass fiber addition at a rise of 12.65%,while the addition of steel fiber made the least change(9.62%).These increases in oven-dry bulk densities were attributed to the binding provided by the fibers,which allowed more materials to be constrained in themixture.Table 4 also displaysthe water absorptions of CSA-OPC-CS mixtures,which are between 12.83%and 17.95%.Compared to a pure OPC mixture(mixture name“Ref”),Mix1 had a significantly higher water absorption when no fiber was introduced.This can be explained by the higher absorption ratio of CSA in the CSA-OPC-CS mixtures,which is around three times larger than that of the OPC(Dachtar,2004).Besides absorption,CSA-OPC-CS mixtures also contained more voids than the OPC mixture.CSA-OPC-CS mixtures contained voids ranging between 30.38%and 39.85%,which were 8.57%-18.04%more than the voids of OPC mixture.The high void content in CSA-OPC-CS mixtures stemmed from their expansion,where larger hydration products replaced smaller constituents(Mehta,1973;Chaunsali et al.,2015)and created more pore spaces in the process.Fiber additions were found to decrease the volume of permeable voids,enforcing reductions between 0.98%and 9.47%.In brief, fibers provide a binding effect that leads to enhanced density,reduced absorption,and reduced volume of voids.
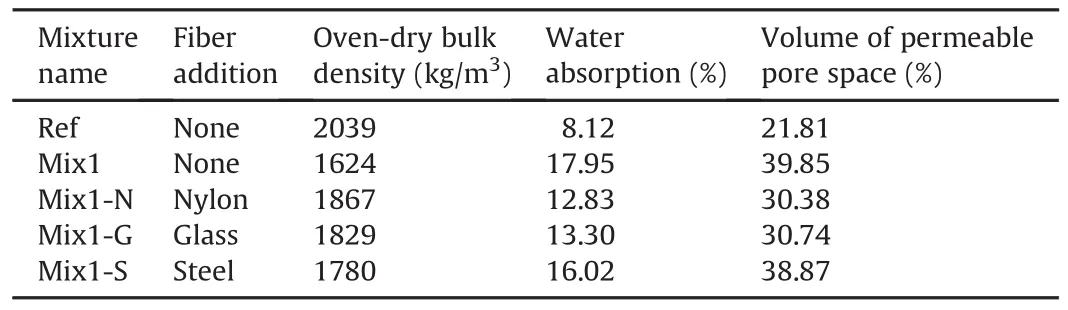
Table 4Density,water absorption,and volume of permeable pore space of different mixtures.
The water absorption and the volume of permeable pore space listed in Table 4 can also be used to indirectly reflect the permeability of shotcrete and its durability(Supit and Shaikh,2015;Wang et al.,2015).Permeability is defined as the ability to permit liquids or gases passage(ACI CT-13,2013),which allows chemical and waterintrusion.Therefore,a higher permeability reduces durability and results in more hydration expansion.Based on the results shown in Table 4,CSA-OPC-CS mixtures(Mix1,Mix1-N,Mix1-G,and Mix1-S)had higher absorptions and void contents than the OPC mixture(Ref),suggesting worse durability.However,fiber additions to Mix1 group mixtures decreased water absorption and void content(permeability),which would reduce expansion and thus improve durability.
3.2.Expansion of CSA-OPC-CS mixtures

Fig. 5.Volume changes of mixtures with various fiber contents over time.
The volume changes of CSA-OPC-CS mixtures(Mix1,Mix1-N,Mix1-G,and Mix1-S)over time,along with a pure OPC mixture for reference(Ref),are shown in Fig. 5.The authors found that CSA-OPC-CS mixtures expanded until the 28th day regardless of fiber content,reaching expansions between 0.7%and 1.4%,while OPC mixture was shrunk by 0.13%.The early age shrinkage of the OPC mixture is explained by the cement hydration reaction,which generates smaller cement hydrates than water and cement in volume(Lagerblad et al.,2010).A higher hydration rate is often observed in the fi rst several days(Kosmatka et al.,2002).In comparison to the pure OPC mixture,the CSA-OPC-CS mixtures generated much of the expansion before the 21st day,and the volume remained almost constant after that time.These expansions were expected because the mixture similar to Mix1 was observed to expand up to 0.32%in previous research(Yu et al.,2017).The higher expansion(1.4%)observed in this paper could be attributed to the usage of different fine aggregates and the absence of coarse aggregates,which left Mix1 with smaller size aggregates that allowed greater expansions from better binderaggregate interaction and possible alkali-aggregate reactions(Farny and Kosmatka,1997;Zhang et al.,1999).The expansions of CSA-OPC-CS mixtures were generated as CSA,OPC,and CS hydrated,forming ettringite crystals(Dachtar,2004).As ettringite crystals grew,the volume of the mixture expanded to accommodate the crystals,until the hydration was completed.To verify that ettringite was responsible for the expansion,it is recommended that in the future,X-ray powder diffraction(XRD)analysis should be conducted on the mixtures over time.In this way,theamountofettringitepresented can beplotted against expansion,providing evidence for ettringite formation causing expansion.
3.3.influence of fibers on expansion of CSA-OPC-CS mixture
The expansion of fiber added mixtures(Mix1-N,Mix1-G,and Mix1-S)in comparison to fiber free mixture(Mix1)after 7 d,14 d,21 d and 28 d,or the restraint ratio was calculated using the following equation(Eq.(1))and is displayed in Fig. 6:

Fig. 6.Restraint ratio of fiber-reinforced CSA-OPC-CS mixtures over time.

whereRestraint Ratiois the percentage of Mix1’s free expansion being restrained(%);Expansionfreeis the expansion of Mix1(%);Expansionrestrainedis the expansion of Mix1 after fiber addition(i.e.Mix1-N,Mix1-G,and Mix1-S)(%).
In Fig. 6,it is observed that the restraining effects of fibers increased during the first 21 d and slightly decreased on the 28th day.These trends maybe relatedto the self-stresses generatedfrom restrained expansion,which produced tensile stresses in the restraints(Scholer et al.,1978).When more tensile stresses are introduced inthe fibers,thefibers providebetterrestrainingeffects.The magnitude of stresses generated from the restrained volume change increases when more volume change is restrained(Hossain and Weiss,2004).The fibers demonstrated increasing restraining effects as more and more expansion was restrained in the first 21 d(seeFig. 5).However,onthe28th day,lessexpansionwasrestrained whencomparedto the21stday,whichresultedinslightdecreasesin the restraining effects of fibers.To correlate the self-stresses generated from the fibers’restraining effects in the future,existing strain/stress sensors such as strain gages,optical fibers,or piezoelectricsensors(ChenandChung,1996)couldbeutilizedtomonitor self-stresses developments regarding different restraint ratios.
Although the restraining effects of fibers varied with time,Fig. 6 shows that different types of fibers had different restraining effects.Glass fiber showed the most restraining effect on the 28th day at 50%,followed by nylon fiber at 42.9%and then steel fiber at 27.9%.The better restraining effect of glass fiber was possibly attributed to its smaller size.As seen from the fiber length and diameter shown in Table 2,the glass fiber(φ0.01 mm)used in this research has a smaller string diameter than the nylon fiber(φ0.03 mm).Likewise,the nylon fiber bears a smaller string diameter than the steel fiber(φ1.14 mm).At the same fiber volume fraction(1%),a decrease in fiber size allowed more fiber strings to be contained in the unit volume of shotcrete mixture,resulting in more fiber surface area in contact with the mixture.The increased contact area between the fibers and mixtures was then responsible for the improved restraining effects,as more area was available for bond development.Similar fibers restraining effects were observed in another study(Chen and Liu,2003),where smaller fiber restrained more expansion.Therefore,smaller fibers are recommended for more restraints to control the expansion of shotcrete mixtures.
3.4.unconfined compressive strength
The 28th day UCS and STS of the samples are presented in Table 5,including the percentage increases of UCS and STS after fiber additions(compared to the fiberless expansive mixture“Mix1”).The UCS of shotcrete is one of the primary indicators for concrete quality(ASS,2010),and it was tested in this study to represent compressive strength.As seen in Table 5,OPC mixture(mixture name “Ref”)had 42.6%higher UCS than that of the CSAOPC-CS mixture(mixture name “Mix1”)without fiber addition.This is consistent with other research where CSA-OPC-CS mixtures with high CS content had a lower 28th day UCS than OPC mixture(Dachtar,2004;Yu et al.,2017).The ettringite formed in CSA-OPCCS mixtures was responsible for Mix1’s lower UCS value since growth and replacement of ettringite would damage the matrix of the mixture(Stark and Bollmann,2000)and thus decrease the UCS.
As shown in Table 5,UCS of the steel fiber reinforced CSA-OPCCS mixture(Mix1-S)improved 30.7%over the fiberless mixture(Mix1),followed by the nylon fiber reinforced mixture(Mix1-N)at 25.7%,and the glass fiber reinforced mixture(Mix1-G)at 15.8%.The improvement of UCS after fiber additions agrees with that of other studies,where the UCS of fibers was increased by as much as 15.8%when added to normal and expansive concrete mixtures(Song and Hwang,2004;Zhou et al.,2012;Dawood and Ramli,2014).The f ibers mitigated,blocked,and diverted the cracks in the mixtures,allowing samples to withstand more loads(Burak et al.,2007).On the other hand,fiber additions to expansive mixtures may also reduce the UCS.In theory,extra compressive stresses are introduced to the mixtures when the expansion is restrained(Scholer et al.,1978);as a result,the UCS can be reduced.Therefore,fiber additions could either enhance or weaken the UCS of expansive mixtures,and the effects are dependent on the combination of mechanisms described.Based on the results shown in Table 5,fiber additions enhanced UCS of Mix1,suggesting that fiber’s crackbridging effect overcame the generated self-stresses.
The UCS of the Mix1 improved the most when steel fiber was added,followed by nylon fiber and then glass fiber.The UCS of the steel fiber reinforced mixture was higher than that of the nylon fiber reinforced mixtureby3.9%,and it outperformed the glass fiber reinforced mixture by 12.8%.These greater increases in UCS may be explained by the fact that steel fiber has a less restraining effect than nylon fiber and glass fiber,as seen in Fig. 6.This can generate less self-stresses that reduced the UCS.Therefore,the improvement of UCS for expansive mixtures by fibers may be dependent on their restraining effect,where more restraining effects lead to less UCS improvements.
3.5.Splitting tensile strength
Tensile strength is an important indicator for shotcrete used as groundsupportsystemsinmines(Seymouretal.,2010).BecauseSTS represents tensile strength better than flexural strength(Lamond and Pielert,2006),STS of the shotcrete mixtures developed in this studywasevaluated.Asseenin Table5,theSTSofthe28thdayofthe OPC mixtures(Ref)was 38.1%higher than that of the CSA-OPC-CS mixture(Mix1)when no fibers were introduced.Mix1’s low STS may be explained by its ettringite formation.Ettringites were formed as the CSA,CS,and OPC hydrated(Dachtar,2004),causing expansionof themixture.Theformationofettringitecrystals would consume and replace cementitious materials,generating microcracks in the mixtures and decreasing STS(Rocco et al.,2004).
Although OPC mixtures(Ref)had a higher STS than that of fiberless CSA-OPC-CS mixture(Mix1), fiber additions to Mix1 increased the STS at levels higher than that of the OPC mixture.As seen in Table 5,the STS of Mix1 after fiber addition(2.9-3.3 MPa)was equal to or higher than that of the fiberless OPC mixture(2.9 MPa).Improvement of STS by fibers incorporations was also observed in other research(Balaguru and Shah,1992;Song et al.,2005),and this may be related to several factors.First, fibers bridged the mixture,delaying and reducing crack developments that would weaken the mixture(Burak et al.,2007).Second,fiber additions allowed the transfer of tensile stresses acting on the mixture to the fibers,providing extra supports(Bentur and Mindess,2006).Finally,self-stresses generated from restrained expansion(Scholer et al.,1978)of Mix1 introduced compressive stresses in the mixture,which required extra tensile stresses to counter and thus indirectly increased the STS.Note that compressive stresses were introduced in the mixtures as self-stresses of Mix1(-N,-G,and-S)showed more improvement in the STS(38.1%-57.1%)than the UCS(15.8%-30.7%)after fiber additions,regardless of fiber types.
Although all three types of fibers improved the STS(as shown in Table5),glassfiber inMix1showedthehighest STSincrease(57.1%),followed by steel fiber(42.9%)and nylon fiber(38.1%).The best STS improvement of glass fiber may be due to its smaller size in comparison to nylon fiber and steel fiber.Potrebowski(1983)found that STS is proportional to the number of fibers intersecting the fracture surfaces,whichprovidedbridging.Thesizeofglassfiber(φ0.01mm)allowed more fiber string count per unit volume of the mixture,which increased its chance to intersect fracture and thus improved STS.For steel fiber,however,shape also played an important role in STS increase(steel fiber:φ1.14 mm,curvy shape).Studies have shown that curvy and hooked steel fiber improved STS and flexural strengthbetterthanstraightfiber(FaisalandAshour,1992;Wuetal.,2016),which is attributed to the better mechanical interlock provided by these fiber shapes.Following the same mechanism,the curvy shape of the steel fiber used in this study enhanced mixture(Mix1-S)STS to a similar level with the nylon fiber reinforced mixture(Mix1-N).However,theinfluenceofthefibershapewasnot investigated in this study,and it needs further research.
3.6.influences of increasing aggregate content on strengths
Theimpactsofincreasingtheaggregate-to-cementitiousmaterials(a/c)ratio in strengths are shown in Table 6,includingUCS,STS,and differences of strength in percentage betweena/cratios of 3.13 and 4.15(change of aggregate content).UCS and STS decreased as thea/cratio increased from 3.13 to 4.35.For the CSAOPC-CS mixtures(Mix1,Mix1-N,Mix1-G,and Mix1-S),the UCS decreased in the ranges between 21.7%and 44.6%,and the STS decreased between 17.2%and 42.9%.This decreases in the UCS and STS can be explained by the insuff i ciency of binding cementitious materials,which resulted in poorly bonded shotcrete matrixes and low strength(Gündüz,2008).In other words,increasinga/cratio means reducing cement content.The reduced cement content contributes to less binding material and decreases bonding in the mixture,leading to lower strength.

Table 5UCS and STS test results.

Table 6UCS and STS at different a/c ratios.
As shown in Table 6,the drops in UCS and STS values of the fiber inclusive mixtures were less than that of the fiberless mixtures,after increasing thea/cratio.The highest reduction occurred in the fiberless mixtures(UCS at-44.6%and STS at-42.9%),and the UCS and STS decreased with increasinga/cratio,but the decrease percentage was reduced after fiber addition.The mitigated UCS and STS drop after fiber additions can be explained by the fibers’ability to bridge the materials together,which provided extra strength as stresses were transferred from the mixture to the fiber(Song and Hwang,2004;Dawood and Ramli,2014).This increased strength would mitigate the strength losses due to increasing aggregate content and can result in less UCS loss and STS loss.
4.Conclusions
This paper examined the effects of fiber additions(nylon,glass,and steel)in expansive shotcrete mixtures consisting of CSA,OPC,and CS.Based on the experiments performed in this study,the following conclusions are drawn:
(1)Additions of fibers to expansive CSA-OPC-CS shotcrete mixture decreased water absorption and volume of permeable pore space,which indirectly reflected the permeability.The reduced permeability would decrease expansion and thus improve the durability of the mixture.
(2)Fiber additions to expansive CSA-OPC-CS shotcrete mixture restrained expansion.Glass fiber,nylon fiber,and steel fiber effectively restrained the expansion by 50%,42.9%,and 27.9%,respectively.The restraining effect of fiber depended on fiber size,i.e.smaller fiber size allowed more contact area and improved the restraining effect.
(3)The 28th day UCS of expansive shotcrete mixtures was increased when fibers were added.Steel fiber addition improved the UCS the most,showing a 30.7%increase in comparison with the fiberless sample.Nylon fiber and glass fiber additions increased the UCS by 25.7%and 15.8%,respectively.The increase in UCS arose from fiber mitigating and bridging the fractures.However,the UCS improvement was reduced when more expansion was restrained,due to high compressive stresses being generated in the mixture.
(4)Fiber additions to expansive shotcrete mixtures increased the 28th day STS.For the expansive CSA-OPC-CS mixtures,glass fiber showed the most STS improvement at 57.1%over the fiberless mixture,followed by steel fiber at 42.9%and then nylon fiber at 38.1%.The improvement in STS stemmed from both fibers bridging fractures to provide extra support and restraining expansion to generate compressive stresses.
(5)Fiber additions to expansive CSA-OPC-CS mixture improved STS more than UCS.This may be due to the self-stresses generated when expansion was restrained.The restrained expansion introduced extra compressive stresses into the mixture,which indirectly mitigated UCS improvement and further increased STS.
(6)Expansive shotcrete mixture consisting of CSA,OPC,and CS can be created to compensate shrinkage.However,the UCS and STS of such mixture are lower than those of the ordinary mixture consisting of solely OPC.Therefore,fiber additions are recommended for the expansive mixture to enhance the strength.
(7)Increasing the aggregate-to-cementitious materials ratio(a/c)of the CSA-OPC-CS mixture from 3.13 to 4.35 decreased the UCS by 44.6%,and the STS by 42.9%.However,these reductions in UCS and STS were mitigated when fibers were added.The mitigation effect may have originated from fibers providing bridging to fracture and mixtures,which resulted in less strength loss after aggregate content was increased.
The results suggested that fiber additions to expansive shotcrete mixture consisting of CSA,OPC,and CS improved durability and strengths while controlling expansion.Moreover,each fiber type had a different effect on UCS,STS,and volume change.These fibers reinforced expansive mixtures provide possible alternative options for mitigating shotcrete crack,which reduce cost and time spent on crack repair.
Con fl icts of interest
The authors wish to confirm that there are no known Conflicts of interest associated with this publication and there has been no significant financial support for this work that could have influenced its outcome.
Acknowledgements
The authors would like to thank the University of Alberta for providing laboratory equipment,Dr.Chichi Liu for reviewing the paper,and Rizaldy Mariano for guiding laboratory usage.Continued fi nancial support from Natural Sciences and Engineering Research Council(NSERC)(NSERC EGP 501335-16)along with the donated CSA cement and technical instructions provided by CTS Cement are also gratefully acknowledged.
Appendix A.Supplementary data
Supplementary data related to this article can be found at https://doi.org/10.1016/j.jrmge.2017.12.001.
American Concrete Institute(ACI)506.5R-09.Guide for specifying underground shotcrete.ACI;2009.
American Concrete Institute(ACI)223R-10.Guide for the use of shrinkagecompensating concrete.ACI;2010.
American Concrete Institute(ACI)CT-13.ACI concrete terminology-an ACI standard.ACI;2013.
ASTM C496.Standard test method for splitting tensile strength of cylindrical concrete specimens.ASTM;2011.
ASTM C1436.Standard specification for materials for shotcrete.ASTM;2013.
ASTM C642.Density,absorption,and voids in hardened concrete.ASTM;2013.
ASTM C192/C192M.Standard practice for making and curing concrete test specimens in the laboratory.ASTM;2016.
ASTM C39/C39M.Standard test method for compressive strength of cylindrical concrete specimens.ASTM;2016.
Australian Shotcrete Society(ASS).Shotcreting in Australia.ASS;2010.
Balaguru PN,Shah SP.Fiber reinforced cement composites.New York:McGraw-Hill Inc.;1992.
Bentur A,Mindess S.Fibre reinforced cementitious composites.CRC Press;2006.
Bon.Anti-Crak™concrete fibers.#32-500.Gibsonia,PA,USA:Company BT;2009.
Bon.Nylon concrete fibers.#32-504.Gibsonia,PA,USA:Company BT;2015.
Bryne LE,Ansell A,Holmgren J.Investigation of restrained shrinkage cracking in partially fixed shotcrete linings.Tunnelling and Underground Space Technology 2014;42:136-43.
Burak F,Turkel S,Altuntas Y.Hybrid fiber reinforced self-compacting concrete with high-volume coarse f l y ash.Construction and Building Materials 2007;21(1):150-6.
Campbell KN.Plastic shrinkage in dry mix shotcrete[PhD Thesis].University of British Columbia;1999.
CTS Cement.Rapid set cement-safety data sheet.CTS Cement Manufacturing Corporation:Cypress;2015.
Chaunsali P,Mondal P,Bullard J.influence of calcium sulfoaluminate(CSA)cement content on expansion and hydration behavior of various ordinary Portland cement-CSA blends.Journal of the American Ceramic Society 2015;98(8):2617-24.
Chen PW,Chung DDL.Concrete as a new strain/stress sensor.Composites B:Engineering 1996;27(1):11-23.
Chen B,Liu J.Effect of fibers on expansion of concrete with a large amount of high f-CaO f l y ash.Cement and Concrete Research 2003;33(10):1549-52.
Dachtar J.Calcium sulfoaluminate cement as binder for structural concrete[PhD Thesis].University of Sheffield;2004.
Dawood ET,Ramli M.Effects of the fibers on the properties of high strength f l owing concrete.KSCE Journal of Civil Engineering 2014;18(6):1704-10.
Drover C,Villaescusa E.Performance of shotcrete surface support following dynamic loading of mining excavations.In:The shotcrete for underground support XII,Singapore;2015.http://dc.engconf i ntl.org/shotcrete_xii/3.
Faisal FW,Ashour SA.Mechanical properties of high-strength fiber reinforced concrete.ACI Material Journal 1992;89(5):449-55.
Farny JA,Kosmatka SH.Diagnosis and control of alkali-aggregate reactions in concrete.Portland Cement Association;1997.
Gündüz L.The effects of pumice aggregate/cement ratios on the low-strength concrete properties.Construction and Building Materials 2008;22(5):721-8.
USA Gypsum.Granular gypsum.USA Gypsum;2017.https://www.usagypsum.com/gypsum-product/granular-gypsum[Retrieved July 10,2017].
Haberfield CM.Prediction of the initial normal stress in piles and anchors constructed using expansive cements.International Journal for Numerical and Analytical Methods in Geomechanics 2000;24(3):305-25.
Health Canada.Guidelines for Canadian drinking water quality-summary table.Federal-Provincial-Territorial Committee on Health and the Environment;2014.http://www.hc-sc.gc.ca/ewh-semt/pubs/water-eau/sum_guide-res_recom/index-eng.php#t2[Retrieved December 5,2016].
Höf l er J,Schlumpf J.In:Putzmeister AG,editor.Shotcrete in tunnel construction;2006.
Holmgren J.Shotcrete research and practice in Sweden:development over 35 years.In:Bernard ES,editor.Shotcrete:elements of a system.CRC Press;2010.p.135-42.
Hossain AB,Weiss J.Assessing residual stress development and stress relaxation in restrained concrete ring specimens.Cement and Concrete Composites 2004;26(5):531-40.
Huang W,Ma QY.Microstructure and strength characteristics analysis of shrinkagecompensating shotcrete.Advanced Materials Research 2011;287-290:1247-51.
Irwin GR.Analysis of stresses and strains near the end of a crack traversing a plate.Journal of Applied Mechanics 1957;24(3):361-4.
Jabbari M,Vallens K.Shrinkage compensating concrete for use in underground concrete structures.In:Proceedings of the North American tunneling.Los Angeles,USA:Society for Mining Metallurgy&Exploration Inc.;2014.p.245-50.
Kosmatka SH,Panarese WC,Kerkhoff B.Design and control of concrete mixtures,vol.5420.Skokie,IL,USA:Portland Cement Association;2002.
Lagerblad B,Fjällberg B,Vogt C.Shrinkage and durability of shotcrete.In:Proceedings of the 3rd international conference on engineering developments in shotcrete.Queenstown,New Zealand:Taylor&Francis Group;2010.p.173-80.
Lamond J,Pielert J.significance of tests and properties of concrete and concretemaking materials.West Conshohocken,PA:ASTM International;2006.
Lewis P,Auld C,Karami A.A comprehensive approach to geotechnical instability management in an open stoping mining block.In:Proceedings of the 2017 CIM convention.Montreal,Canada:Canadian Institute of Mining,Metallurgy and Petroleum(CIM);2017.p.1-8.
Martin L,Seymour B,Clark C,Stepan M,Pakalnis R,Roworth M,Caceres C.An analysis of flexural strength and crack width for fiber-reinforced shotcrete used in weak rock mines,vol.328.Transactions of Society for Mining,Metallurgy,and Exploration,Inc.;2011.p.542-9.TP-09-062,https://www.cdc.gov/niosh/mining/userfiles/works/pdfs/aaoff.pdf.
Mehta PK.Mechanism of expansion associated with ettringite formation.Cement and Concrete Research 1973;3(1):1-6.
Morissette P,Hadjigeorgiou J,Punkkinen AR,Chinnasane DR,Sampson-Forsythe A.The influence of mining sequence and ground support practice on the frequency and severity of rockbursts in seismically active mines of the Sudbury Basin.Journal of the Southern African Institute of Mining and Metallurgy 2017;117(1):47-58.
Norwegian Geotechnical Institute(NGI).Using the Q-system:rock mass classification and support design.Oslo:Norway Norwegian Geotechnical Institute;2015.
Poisel R,Tinkhof KM,Preh A.Landslide caused damages in a gallery.Rock Mechanics and Rock Engineering 2016;49(6):2301-15.
Potrebowski J.The splitting test applied to steel f i bre reinforced concrete.International Journal of Cement Composites and Lightweight Concrete 1983;5(1):49-53.
Propex.Novocon®XR:production data sheet.Chattanooga,TN:USA Propex Operating Company;2012.
Rispin M,Brooks J.A shotcrete in North American underground mines:yesterday,today and tomorrow.CIM Bulletin 2001;94(1052):76-9.
Rocco C,Giandrasso F,Bergol L,Di Pace G,Planas J.Fracture properties of concrete exposure to delayed ettringite formation.In:Proceedings of the 5th international conference on fracture mechanics of concrete an concrete structures,Vail,UCS.FRAMCOS;2004.p.1-8.
Scholer CF,Ting EC,Gowda H,Harris VA,Wagner DH.Expansive(self-stressing)cements in reinforced concrete.West Lafayette,Indiana,USA:Indiana Department of Transportation and Purdue University;1978.https://doi.org/10.5703/1288284313971.
Seymour B,Martin L,Clark C,Stepan M,Jacksha R,Pakalnis R,Caceres C.A practical method of measuring shotcrete adhesion strength.SME-annual meeting and exhibit.2010.
King Shotcrete.Coleman-McCreedy east mine.Levack,ON,Canada:K.P.M.Company;2014a.
King Shotcrete.RS armourguard.Levack,ON,Canada:K.P.M.Company;2014b.
Song PS,Hwang S.Mechanical properties of high-strength steel fiber-reinforced concrete.Construction and Building Materials 2004;18(9):669-73.
Song PS,Hwang S,Sheu BC.Strength properties of nylon-and polypropylene-f iber-reinforced concretes.Cement and Concrete Research 2005;35(8):1546-50.
Stark J,Bollmann K.Delayed ettringite formation in concrete,vol.23.Nordic Concrete Research-Publications;2000.p.4-28.
Stefan E.Fiber-reinforced shotcrete in the Australian underground mining industry.In:Shotcrete.Springer;2009.p.8-13.
Storrie P.Wet shotcrete trial.Journal of the Southern African Institute of Mining and Metallurgy 2001;101(4):189-202.
Supit SWM,Shaikh FUA.Durability properties of high volume f l y ash concrete containing nano-silica.Materials and structures 2015;48(8):2431-45.
Szwedzicki T.Geotechnical precursors to large-scale ground collapse in mines.International Journal of Rock Mechanics and Mining Sciences 2001;38(7):957-65.
Valentine LJ.Containment structures in the chemical industry.Concrete International Magzine 2000;22(1):51-6.
Vandewalle M.Use of steel f i bre reinforced shotcrete for the support of mine openings.Journal of The South African Institute of Mining and Metallurgy 1998;98(3):113-20.
Wang J,Niu D,Ding S,Mi Z,Luo D.Microstructure,permeability and mechanical properties of accelerated shotcrete at different curing age.Construction and Building Materials 2015;78:203-16.https://doi.org/10.1016/j.conbuildmat.2014.12.111.
Wu Z,Shi C,He W,Wu L.Effects of steel fiber content and shape on mechanical properties of ultra high performance concrete.Construction and Building Materials 2016;103:8-14.
Yu H,Wu L,Liu W,Pourrahimian Y.Developing shrinkage-compensating shotcrete mixtures from calcium sulfoaluminate,Portland cement,and calcium sulfate.In:Proceedings of the CIM 2017 convention.Montreal,Canada:CIM;2017.p.1-13.
Yun KK,Choi SY,Yeon JH.Effects of admixtures on the rheological properties of high-performance wet-mix shotcrete mixtures.Construction and Building Materials 2015;78:194-202.
Zhang C,Wang A,Tang M,Wu B,Zhang N.influence of aggregate size and aggregate size grading on ASR expansion.Cement and Concrete Research 1999;29(9):1393-6.
Zhou XJ,Mou TM,Fan BK,Ding QJ.Mechanical properties and volume deformation of steel fiber reinforced micro-expansive concrete filled steel tube.Applied Mechanicsand Materials2012;204-208:4083-7.https://doi.org/10.4028/www.Scientific.net/AMM.204-208.4083.
Zhu T.Impact analysis on concrete mechanical properties of steel fiber shotcrete.In:Proceedings of the international conference on pipelines and trenchless(ICPTT);2013.https://doi.org/10.1061/9780784413142.116.
 Journal of Rock Mechanics and Geotechnical Engineering2018年2期
Journal of Rock Mechanics and Geotechnical Engineering2018年2期
- Journal of Rock Mechanics and Geotechnical Engineering的其它文章
- Behavior of diatomaceous soil in lacustrine deposits of Bogotá,Colombia
- Assessment of natural frequency of installed offshore wind turbines using nonlinear finite element model considering soil-monopile interaction
- Behavior of ring footing resting on reinforced sand subjected to eccentric-inclined loading
- A new design equation for drained stability of conical slopes in cohesive-frictional soils
- Investigation of active vibration drilling using acoustic emission and cutting size analysis
- Numerical analysis of Shiobara hydro power cavern using practical equivalent approach