
浮法玻璃熔窑热修总结之卡脖吊墙在线更换
2018-04-24 01:33王坤典王友乐
建材世界 2018年2期
王坤典,王友乐
(1.江门华尔润玻璃有限责任公司,江门 529095;2.浮法玻璃新技术国家重点实验室,蚌埠 233000)
浮法玻璃熔窑中的卡脖[1]是连接熔化部和冷却部的通道,卡脖吊墙的作用是减少流向冷却部的热气流,以及降低熔化部的热气体向冷却部的辐射和溢流。由于承受恶劣的环境条件,在运行过程中难免出现损坏,为了不影响正常的生产或减少生产的损失,就需要在不停产的情况下进行在线更换。该文对国内某浮法玻璃熔窑在线更换卡脖吊墙砖经验进行了总结。
1 卡脖吊墙的基本情况
熔窑中的卡脖长6 000 mm、宽4 600 mm,卡脖吊墙位于卡脖中间位置,吊墙厚度230 mm,吊墙前后与卡脖碹间隙各20 mm,吊墙采用莫来石[2]砖的“非”字型砖板式吊墙结构。
在第一次冷修技改中(第二窑期),设计拉引量及窑炉整体结构保持不变。卡脖吊墙经综合评估后,对吊墙下部两层砖进行了更换,其余全部利旧(包括钢结构、钢结构冷却装置、大部分吊墙砖等)。
第二窑期投产后,鉴于卡脖吊墙整体结构的利旧情况,其被列入日常巡检重点检查部位,同时将吊墙钢结构挂件、冷却水包进出水温度、流量、压力、吊墙砖材温度和外观变化情况列入为班组巡检内容。在第二窑期的4年运行过程中,除吊墙钢结构中间位置个别挂件出现老化和轻微变形外,其它结构均稳定正常运行。
在一次72 h停产热修过程中,为减小冷却部温度的下跌速度与变化幅度,一是熔化工段适当保持后区能量分配和后山墙温度;二是抬起并抽出卡脖深层冷却水包;三是逐步降低并关停稀释风;四是在冷却部尾端稀释风进风口处加装引流烟囱,引导熔化部热量向冷却部转移。将卡脖由熔化部与冷却部之间的能量与气体分隔装置,转变成气体与能量由熔化部向冷却部转移通道,卡脖空间的温度随之升高,卡脖吊墙受热气流冲击影响尤为突出。
卡脖吊墙莫来石砖材受高温(第一窑期)——低温(冷修技改)——高温(第二窑期)——较高温(停产热修)的多温度区间长时间运行(9年时间)及反复热震荡影响,砖材内部结构发生转变(替换下来的老砖存在粉化现象),下部1~3层砖材发生断裂脱落,并掉入窑内,见图1。

2 卡脖吊墙异常对生产的影响
卡脖吊墙异常后,其在熔化部与冷却部之间的气体与热量阻隔作用被削弱,卡脖吊墙前后的气体流动状态、压力分布状态及温度制度相互影响,熔化部、锡槽和退火窑内工况的变化而引起玻璃产品质量的波动和生产安全的风险[3]加大,体现在以下几个方面:
换火时,熔化部窑内压力波动的时间延长,由60 s增加到120 s左右。波动的幅度增大,由±3 Pa增加到±8 Pa左右。火焰、气流对窑炉耐火材料的烧损和冲刷加剧,窑内硅质耐火材料的滴落物增多,产品质量受影响。硅质耐火材料的滴落物成份及热膨胀系数与玻璃存在较大差异,导致玻璃板在退火窑内炸裂频繁,产量损失较多。
熔窑内玻璃液面频繁波动,池壁侵蚀加快,窑内玻璃液环流滞止区域杂物易进入生产流,板面锆质材料结石及其它夹杂物增多,产品质量下降。
熔化部温度、压力及气体流动状态与冷却部相互干扰,尤其是换火时对锡槽和退火窑内工况稳定性极为不利:一是流道温度及流量剧烈变化,不利于锡槽内温度制度的稳定和玻璃板板宽、厚度及单片厚薄差的控制;二是拉边机、挡边条频繁动作,设备运行稳定性及锡槽的气密性难以保证;三是锡槽出口温度及退火温度随之波动,玻璃的退火质量难以保证;四是锡槽生产安全风险增大,易发生粘边、断板、满槽等安全事故。
鉴于上述情况决定:一是在充分调查研究的基础上制定卡脖吊墙在线更换方案;二是对更换方案进行推演论证;三是严格按方案内容组织实施在线更换工作。
3 实施过程
3.1 实施方案及其存在的风险分析
3.1.1 卡脖吊墙起吊装置的选取与安装制作
方案一:使用熔化部左右两侧的单梁行车
隐患及风险预测:一是卡脖吊墙整体结构重量在6 000 kg左右,两台单梁行车起吊限重均为3 000 kg,若使用行车作起吊装置,不仅存在安全隐患且精度很差,可操作性不强。
方案二:利用卡脖吊墙原有钢立柱为基础,制作简易龙门吊。
隐患及风险预测:一是制作安装属于高空作业,工作环境温度较高,存在一定的安全隐患;二是制作安装质量要求较高,务必保持水平度与竖直度的同时,严格防范重物坠落对卡脖结构的损害。
解决方案:经多方面综合考虑,方案一不作考虑,按方案二的要求,对简易固定龙门吊进行制作安装。
3.1.2 卡脖吊墙与卡脖碹部分粘合问题的处理
存在问题:卡脖吊墙与卡脖碹之间的缝隙最大处在10 mm左右,但部分位置有粘合现象,粘合位置长度在200 mm左右。在吊墙起吊过程中,粘合位置可能会出现吊墙砖掉落现象,而且强行起吊可能会损坏卡脖碹。
解决方案一:用水切割对粘合部位进行预先处理
隐患及风险预测:一是处理过程中有水进入窑内;二是较多的砖渣落入窑内;三是卡脖碹受急冷,炸裂风险较大;四是吊墙砖在受急冷后,部分砖因炸裂而掉落入玻璃液的风险加大。鉴于上述预测,此次方案仅作为备选方案。
方案二:强行起吊
隐患及风险预测:一是轻微粘合,起吊顺利,少量杂物掉落;二是严重粘合,强行起吊吊墙砖大面积脱落或损坏卡脖碹。
3.1.3 新卡脖吊墙厚度选定
存在问题:原吊墙砖厚度为230 mm,吊墙砖两侧与卡脖碹间隙较小,部分位置有粘合现象。在新吊墙下落过程中,间隙过小容易出现卡阻、吊墙变形、吊墙砖及卡脖碹受损、吊墙砖脱落等情况。
解决方案:对新吊墙砖进行加工,将原砖厚度由230 mm调整至200 mm,使吊墙与碹砖前后各保持约25 mm的缝隙,待吊墙下落到位后对缝隙进行密封。
3.2 准备工作
3.2.1 搭建操作平台
用槽钢在卡脖碹上方、卡脖吊墙与冷却部之间位置制作操作平台,操作平台宽度600 mm、长度略大于卡脖长度。操作平台下表面距离碹顶最高处200 mm,以保持横梁受力下沉后不接触到碹砖。操作平台钢结构上方用耐火棉进行保温后加盖薄钢板。
3.2.2 安装起吊装置(承重10 t以上)
目前针对河南省的小微企业税后优惠政策很多,这些政策虽然涵盖范围非常之广,但并没有统一的体系规范。而且,国家对于小微企业的税收优惠政策变动也十分频繁,企业对于不断变化的社会经济发展可以更好的适应,可是因为此类文件并没有以立法的形式正式颁布实施,其效力并不尽如人意。多方面的因素诸如人文,自然环境因素都有可能导致这些税收优惠政策无法落到实处,并且各种税收优惠政策涉及了各类税种,计算方法多种多样,对于企业来说税制过于繁杂、计算过于困难,且这些政策在不断地调整,这也阻碍了企业远期目标的制定和实施。
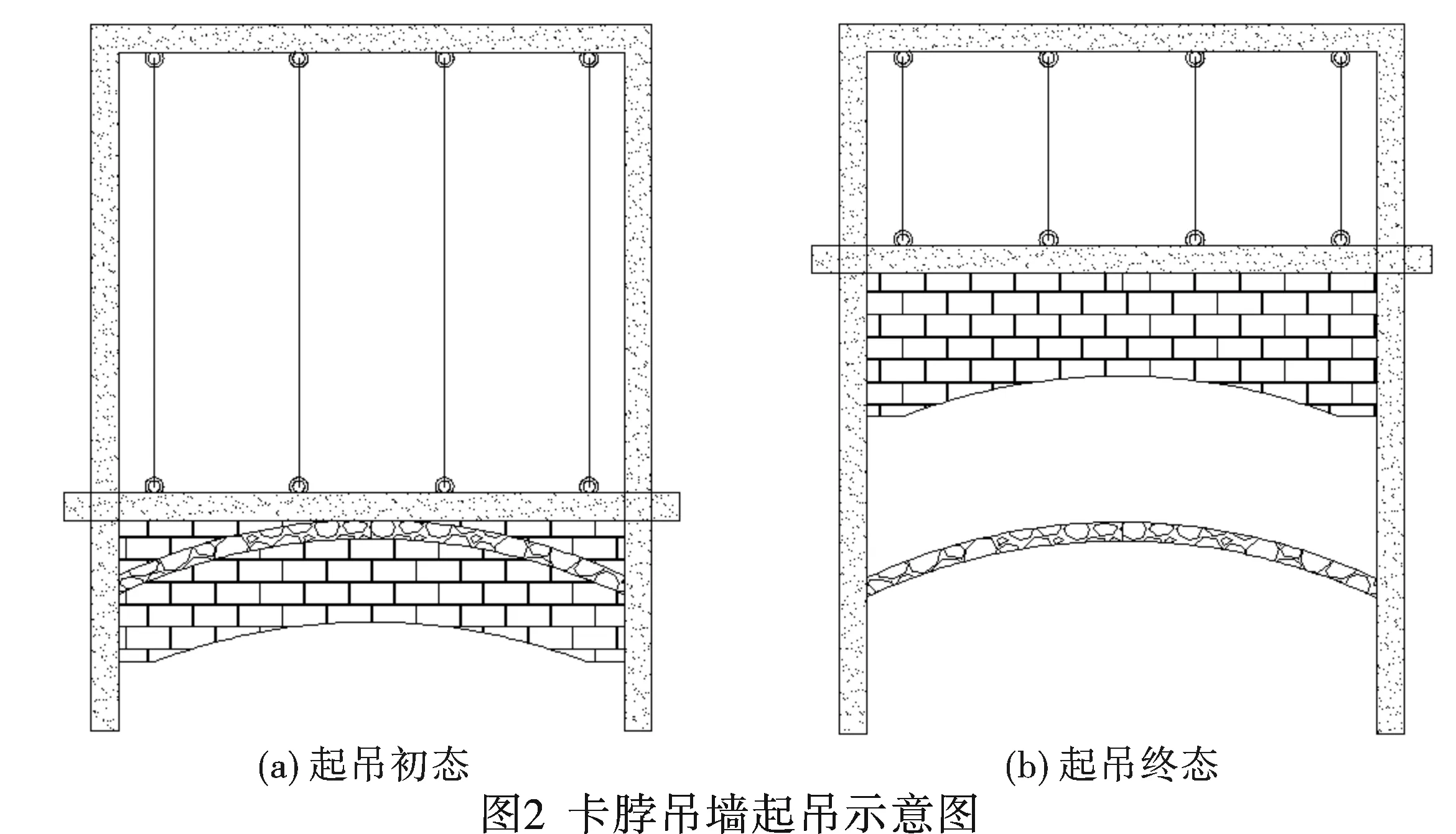
在原吊墙支撑钢立柱的基础上,用同尺寸及型号的工字钢对其进行加高,净高度保持在吊墙净高度的2~2.5倍之间,制作简易龙门吊。安装过程中保持龙门吊立柱竖直,横梁水平。钢结构不能有晃动,以保证起吊过程中卡脖吊墙不发生前后左右4个方向的位移,避免卡脖吊墙与卡脖碹之间相互刮蹭和损坏。在卡脖吊墙的钢梁上均匀分布焊接4个起吊环。在龙门吊上方横梁上与吊墙横梁相对应位置安装4个5 000 kg起吊能力的手拉葫芦(吊墙整体重量在7 000 kg左右),见图2。
3.2.3 加工吊墙砖
由窑炉车间提前按照要求对吊墙砖进行加工,将原砖厚度由230 mm加工至200 mm。加工后的吊墙砖不能有多角、缺角、厚度不均匀等现象。加工后的吊墙砖按预定的烘烤计划进行脱水处理,烘烤120 h以上。
3.2.4 其它材料及工器具
与卡脖深层水包同形状、同长度一进一出水包一对,轴流风机(13 000 m3/h)2台,电焊机、气割机各一台及相关耗材,标准陶瓷纤维毡5袋(每袋两卷,约30 kg),14磅铁锤(木把)1把,手锤2把,长度1 500 mm、直径14 mm的铁钩子4把,长度1 500 mm、直径22 mm的钢钎子2根,平头铁锹2把,5 t手拉葫芦4个,现场照明设备、消防器材及劳动保护器材等。
3.3 相关工艺制度调整
1)窑炉方面。对部分格子体堵塞和炉条碹下方积灰较多的小炉进行热通和清灰,对1#、2#小炉池壁进行绑砖处理,澄清部大碹进行重点检查和热修。
2)熔化方面。熔化量及各项工艺制度以稳定为原则,配合格子体热通、蓄热室积灰清理和部分池壁绑砖工作,对相关工艺制度进行优化调整。
3)成形和退火工段。锡槽提前收缩板宽至4 580 mm(有效板宽),生产厚度维持不变,锡槽出口温度控制指标上调5 ℃,锡槽做好随时启动断板、粘边等应急预案的各项准备工作。
3.4 在线更换过程
操作平台、起吊装置、新卡脖吊墙砖烘烤等各项准备工作确认完成后,进入在线更换的实施过程。
1)所有施工人员穿戴劳动保护用品,由安全员现场确认后方可进入施工现场。
2)原搅拌器位置穿入一对卡脖浅层小水包,对施工过程中掉落物进行阻挡。吊墙前卡脖深层水包保持不动。卡脖吊墙钢结构冷却水包的进出水管由钢管更换为耐油耐热软管,水管长度8 000 mm,以便于卡脖吊墙上下移动。
3)对卡脖吊墙前后拉条进行保温隔热处理,防止拉条高温形变或烧损。连接并固定好吊具,稳拿稳放,防止人员及吊具的掉落。将吊墙两侧胀缝盖缝砖上的杂物清理完成后,将盖缝砖向外移动至胀缝全部裸露,过程中尽可能避免杂物落入窑内。
4)首次试探性起吊高度在50 mm左右,观察卡脖吊墙与卡脖碹是否仅为顶碹上表面粘合,吊墙提升有无卡阻。二次起吊高度在300 mm左右,再一次确认无卡阻现象后,第三次全部提起。
5)旧吊墙完全起吊后,窑炉维护工立即用备好的盖缝砖对吊墙缝进行密封,上部加盖两层耐高温玻璃纤维棉,防止杂物掉入窑内。碹顶密封后,拆除旧吊墙砖并对挂钩进行调整修复。调整吊墙钢结构高度,以便于旧吊墙的拆除及新吊墙的拼装和检测。
6)定位后开始对新吊墙进行拼装。新吊墙必须严格按设计图纸对吊墙砖进行拼装,砖缝保持平行竖直,表面平整,不能有扭曲现象。
7)新吊墙拼装完成,经检验符合使用要求后,利用钢结构顶丝对吊墙砖进行紧固,打开碹顶胀缝盖缝砖,将吊墙下落到碹拱部位进行烘烤,下落时4个吊点必须同步移动,以保持吊墙水平运行下降。新吊墙每2 h下落一次,一次下落50 mm,直至落到设定位置为止。
8)在新吊墙烘烤下落期间,安排专人跟踪吊墙砖受热膨胀现象,并及时微调顶丝以免吊墙砖挤碎,落到设定位置后对胀缝进行密封。新吊墙下落到位后,对吊墙钢结构冷却系统进出水管进行切换,防止耐油耐压软管在高温环境下长时间使用过程中出现老化现象。
9)抽出吊墙后用于阻挡浮渣的卡脖浅层小水包。更换工作全部完成后,拆除简易龙门吊,以减少对卡脖及生产可能带来的影响因素。新吊墙放置到位后的72 h内,每小时检查一次,72 h后恢复班组正常巡检。
4 效 果
1)卡脖吊墙上升、拼装及下落施工时间较长,掉落物较多,玻璃板面耐火材料结石较多,产品外观质量[4]较差,新吊墙下落到位约4 h后,产品外观质量便逐步恢复正常。
2)施工过程中,掉落物在卡脖水包后穿入的玻璃液表层小水包前积聚,受生产流的带动作用,部分掉落物随玻璃液从水包下方越过进入冷却部。小水包对施工过程中掉落物的阻挡效果不明显。
3)卡脖吊墙提升后,卡脖的分隔作用弱化,玻璃板面直径在0.1~0.3 mm的微气泡数量增多,产品内观质量下降。新吊墙下落到位约8 h后,微气泡便逐步开始减少并恢复到正常范围内。
5 结 语
上述浮法玻璃熔窑卡脖吊墙在线更换过程,从卡脖吊墙更换过程、新吊墙的运行情况及新吊墙更换后产品质量的恢复情况来看,此次卡脖吊墙砖在线更换工作达到了预期的效果,取得了宝贵的经验,具有很好的参考价值。
[1] 陈正树.浮法玻璃[M].武汉:武汉理工大学出版社,1997.
[2] 康建红 秦刚刚 申向利.玻璃工业用铝硅酸盐耐火材料[J].建材技术与应用,2001(3):16-17.
[3] 雷 强.浮法玻璃池窑液流形态分析(熔化部)[J].玻璃,2002,116(4):9-14.
[4] 王玉兰,刘志付.浮法玻璃的质量判定及检验[J].产品可靠性报告,2001(4):39-39.
猜你喜欢
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
山东冶金(2022年1期)2022-04-19
装备维修技术(2021年52期)2021-07-03
现代装饰(2019年7期)2019-07-25
农村百事通(2019年10期)2019-05-29
山东工业技术(2014年19期)2014-08-15
同煤科技(2014年1期)2014-08-15
科学启蒙(2013年2期)2013-07-11
中国工程咨询(2012年2期)2012-02-14
