
不同焊接方法下1.4003铁素体不锈钢焊接接头组织与性能
2018-04-17 13:05鲁二敬张艳辉钮旭晶陈丽园
电焊机 2018年3期
鲁二敬,张艳辉,钮旭晶,陈丽园,苗 佳
(中车唐山机车车辆有限公司,河北唐山063035)
0 前言
1.4003铁素体不锈钢仅含少量的镍,是一种超低碳的经济型不锈钢。该钢具有中等的抗蚀性、适度的强度、良好的耐磨性以及较低的成本,作为货车车体材料广泛应用于我国轨道交通运输行业[1-2]。但铁素体不锈钢存在固有的晶粒长大敏感性,过热区晶粒急剧长大会引起接头脆化,给铁素体不锈钢车体制造与焊接维修带来一定的困难[3]。目前,铁素体不锈钢的焊接方法除了MAG、TIG、PAW外,冷金属过渡焊技术(Cold Metal Transfer,以下简称CMT)作为一种改进型熔化极气体保护焊,因其熔滴过渡时电流几乎为0,焊接热输入大幅度降低,飞溅少、焊接速度快,也逐步应用于铁素体不锈钢的焊接。本研究分别对MAG、TIG、PAW、CMT焊接接头进行常规力学性能试验和金相显微组织分析,系统对比1.4003铁素体不锈钢采用上述4种焊接方法所得到的接头性能,为我国铁道车辆制造和焊接维修提供一定的理论参考依据。
1 试验材料和方法
1.1 试验材料和焊接工艺
试验材料为1.4003铁素体不锈钢(EN 10088),尺寸300 mm×150 mm×3 mm。PAW采用双面焊,不填加焊丝;TIG、MAG、CMT为单层焊,采用ER308(AWS)奥氏体不锈钢焊丝,目的是得到高抗裂性能的焊缝。MAG、CMT 采用 φ(Ar)97%+φ(O2)3%保护气体,PSW、TIG的保护气体为纯氩。所有接头坡口均采用I型对接坡口,PAW双面焊接时不留坡口间隙。试验材料和焊丝的化学成分如表1所示,力学性能如表2所示。焊接工艺参数如表3所示,对接接头坡口示意如图1所示,1.4003铁素体母材显微组织如图2所示。
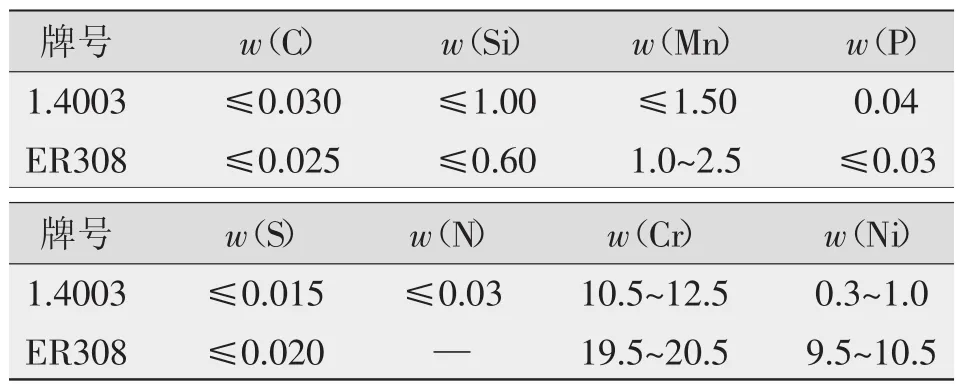
表1 试验材料和焊丝的主要化学成分Table 1 Chemical composition of material and wire %
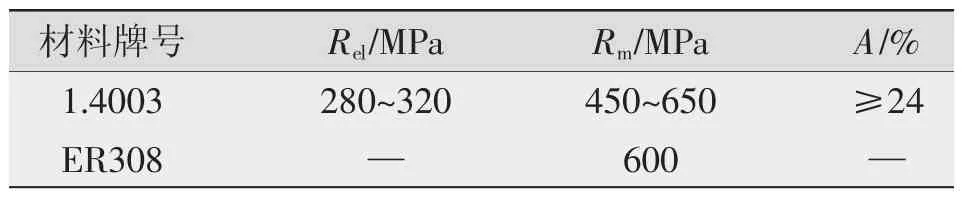
表2 试验材料和焊丝的力学性能Table 2 Mechanical properties of material and wire

表3 焊接工艺参数Table 3 Welding parameters
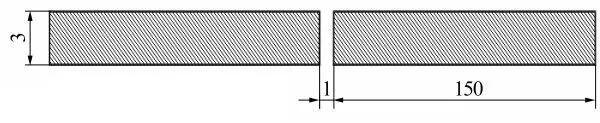
图1 对接接头坡口(PAW焊接时不留间隙)Fig.1Groove of butt join(tNo gap in PAW welding)
图2 母材显微组织Fig.2 Microstructure of base metal
1.2 试验方法
焊后依照相关标准对各焊接接头进行外观、渗透、射线检测,对通过无损检测的各焊接接头分别依照ISO4136《金属材料焊缝的破坏性试验—横向拉伸试验》和ISO5173《金属材料焊缝的破坏性试验—弯曲试验》在WDW-300KN万能试验机上进行拉伸试验和弯曲试验。研磨、抛光金相试样后,使用FeCl3溶液浸蚀,在金相显微镜下观察接头各区域的显微组织。并根据GB/T4340.1-2009《金属材料维氏硬度试验》,利用FM-700型显微硬度仪测量各接头的显微维氏硬度。
2 试验结果与分析
2.1 拉伸性能
各焊接接头拉伸试验结果如表4所示。根据ISO15614-1:2004《金属材料焊接工艺评定-焊接工艺评定第一部分:钢的弧焊和气焊、镍及镍合金的弧焊》中规定,焊接接头的抗拉强度不得低于母材抗拉强度的下限值。1.4003铁素体不锈钢抗拉强度下限值为450 MPa,各接头抗拉强度均符合标准。横向对比各焊接接头,CMT接头抗拉性能较好,这是因为CMT的焊接搭桥能力很强,通过焊丝回抽促进熔滴过渡,焊丝的爆断很少,且热输入小,焊缝均匀一致[4]。C-1-2试件断裂在强度较好的母材,显示了CMT接头焊缝和热影响区优良的抗拉性能。MAG接头拉伸性能良好,因其采用小线能量输入、快速焊,断裂位置位于热影响区结合面处。PAW双面焊接头抗拉强度最低,整个焊接过程中热输入量较大,过热区为接头最薄弱区域,而TIG焊接速度最慢,热输入最大,熔宽大,接头在焊缝处断裂。

表4 拉伸试验结果Table 4 Result of tensile test
2.2 弯曲性能
按照ISO15614-1标准,延伸率大于(或等于)20%的母材,压头直径应为试样厚度的4倍,本试验压头直径为12 mm。每种焊接方法的接头取2个面弯试件和2个背弯试件。经过180°弯曲试验后,所有试件均未发现裂纹,说明这4种焊接接头的塑性指标合格,所有接头均具有良好的弯曲性能。
2.3 显微组织
各焊接接头的显微组织如图3所示。从焊缝的组织对比来看,图3a为MAG接头焊缝区,组织为大量纵横交错分布的黑色针状铁素体,基底为白色奥氏体。焊缝凝固初始析出相为针状铁素体,沿原奥氏体晶界形核并向原奥氏体晶界内部生长。由于MAG焊速快,奥氏体晶粒生长方向变为温度梯度方向,呈柱状晶形态,且针状铁素体为连锁结构,能够很好地阻止裂纹扩展,MAG焊缝具有良好的力学性能[5]。图3c为CMT接头焊缝区,组织为大量密集的骨架状与网状铁素体,基底同样为白色奥氏体。铁素体组织的分布更加均匀。图3e为PAW接头焊缝区,组织为粗大铁素体晶粒,晶粒度2~3级,这是因为PAW为双面焊,总热输入较大,且焊缝区重复加热导致铁素体长大情况较严重。PAW不填加焊丝是由于其熔深大,可直接焊透薄板,但焊缝铁素体晶粒过热长大很严重,因此不宜采用双面焊不填加焊丝的PAW方法焊接1.4003铁素体不锈钢薄板。图3g为TIG接头焊缝区,组织为黑色针状和条状铁素体与白色奥氏体。TIG热输入大,使得更多母材熔入熔池,熔池中铁素体形成元素Cr含量增加,焊缝铁素体含量升高,同时焊接速度较慢导致奥氏体晶粒变得粗大。

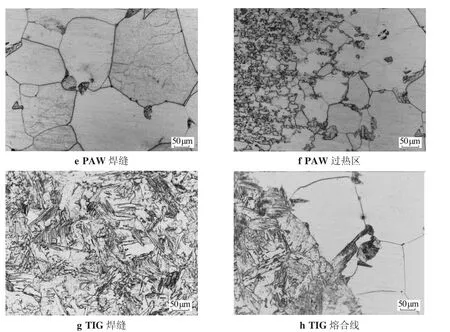
图3 焊接接头的显微组织Fig.3 Microstructure of welded joints
从热影响区的组织对比来看,MAG、CMT、PAW、TIG热影响区显微组织形态均为块状铁素体与少量边界奥氏体(见图 3b、图 3d、图 3f、图 3h),尽管这几种焊接方法的热输入大小有所不同,但各接头热影响区铁素体晶粒度相差不大,说明热影响区铁素体长大倾向非常敏感。PAW热影响区晶粒没有焊缝中心粗大,晶粒度4~5级。因MAG、CMT、TIG焊缝的结合面两侧基底组织与晶粒取向并不一致,焊缝奥氏体晶粒排列呈柱状,热影响区铁素体晶粒受热长大,呈块状且没有明显的方向性。异质焊接接头结合面两侧组织差异导致性能差异,是拉伸试验中试件沿结合面断裂的原因之一。
2.4 硬度试验
4种焊接接头的硬度分布如图4所示。MAG接头焊缝硬度300~312 HV,TIG接头焊缝硬度283~311 HV,CMT焊缝硬度238~265HV。PAW焊缝硬度198~203HV。PAW没有填加焊接材料,焊缝组织为块状铁素体,硬度不及其他3种接头的焊缝;MAG、CMT、TIG 3种接头在靠近熔合线的粗晶区硬度值均有下滑,这是铁素体晶粒粗化所致。PAW热影响区硬度则保持稳定上升趋势,相较焊缝,其热影响区至母材是晶粒逐渐细化的过程,强度逐渐升高。1.4003铁素体母材硬度为200~210 HV,较为稳定。从过热区到母材,这4种接头的硬度分布基本遵循由低到高的规律。
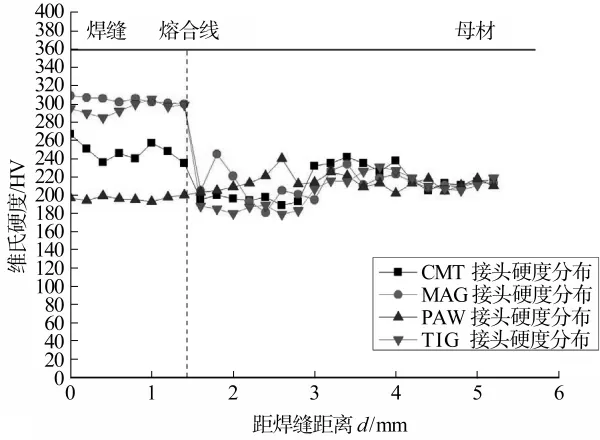
图4 接头的硬度分布Fig.4 Hardness test result of welded joints
3 结论
(1)3 mm 1.4003铁素体不锈钢的 MAG、CMT、PAW、TIG对接接头抗拉强度均符合相关标准,拉伸试样断裂位置大多位于过热粗晶区,弯曲试验均没有裂纹产生,接头的拉伸和弯曲等力学性能良好。
(2)MAG、CMT、TIG 接头焊缝组织均为黑色骨架状或板条状铁素体分布在白色奥氏体基体上,PAW因未填加焊接材料,焊缝组织为晶粒度2~3级的块状铁素体和少量边界奥氏体;MAG、CMT、TIG接头过热区组织均为粗大块状铁素体,晶粒度2~3级,PAW接头过热区为块状铁素体,晶粒度4~5级。
(3)硬度试验结果表明,MAG、CMT、TIG 采用奥氏体不锈钢焊丝,形成铁素体+奥氏体的异质焊缝,强度和硬度较好。从过热区到母材,随着晶粒度由粗大转变为细小,各接头硬度的分布遵循由低到高的规律,1.4003铁素体不锈钢晶粒粗化对热影响区的强度、硬度均有不利影响。
参考文献:
[1]张志昌.德国4003铁素体不锈钢的焊接[J].电焊机,2008,38(11):42-54.
[2]石青,王志斌,王文先,等.铁素体不锈钢/奥氏体不锈钢焊接接头的组织和性能[J].材料热处理学报,2014,35(3):143-148.
[3]张尧,陈增有,马庆波,等.焊接修复对铁素体不锈钢焊接接头疲劳性能的影响[J].热加工工艺,2013,42(3):186-188.
[4]Wang Wenquan,Meng Qingliang,Niu Liyuan.StudyonCMT welding of stainless steel railway vehicle body[J].Advanced Materials Research,2014(936):1769-1774.
[5]孙咸.不锈钢焊缝金属的组织演变及其影响[J].机械制造文摘-焊接分册,2012(6):6-10.
猜你喜欢
山东冶金(2022年3期)2022-07-19
四川冶金(2018年1期)2018-09-25
金属加工(热加工)(2018年2期)2018-03-22
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
上海金属(2014年5期)2014-12-20
汽车零部件(2014年5期)2014-11-11
