
优化钣金件结构的多种方法
2018-03-22 02:13苗彦民刘江军罗玉华
金属加工(热加工) 2018年3期
■ 苗彦民,刘江军,罗玉华
1. 概述
烟草设备上的钣金件比较复杂,需要进行焊接,不可避免地存在焊接变形。为了提高钣金件的焊接质量和精度,特别是不锈钢罩壳的质量,首先要优化钣金件的结构,其次是提高加工人员的技术。因为结构不合理,均会给加工人员带来很多的工作量,如难于组装、焊接变形、加工人员修整时间成倍增加等现象。因此,在无数次的实践中,我们总结了多种方法,按照“精度不减、强度不降、减少变形”原则,优化钣金件的结构。下面,是我们在优化钣金件的结构方面探索出了多种方法。
2. 钣金件结构优化工艺
(1)借用中间衬板,减少焊接变形。例如:Y11FBF4010301捕丝器罩,如图1所示。
结构:捕丝器罩是采用壁厚1.5mm的不锈钢罩壳类零件,该零件上面焊接子件有10多种,包括焊接螺柱、气缸座、密封条等。由于焊接子件过多,焊接成形后外表面严重变形,不能修复。
优化方法:在保证子件和焊接螺柱坚固情况下,尽可能减少外表面的焊接位置,同时合并子件能折的尽可能不焊。
具体方法如下:

图1 捕丝器罩
第一,在原设计基础上优化内部子件结构,减少子零件数量,通过“能折不焊”减少焊接变形,本零件共缩减6种子件。如图2所示。
第二,制作一个壁厚为1mm的中间衬板,把螺柱和气缸支座以及其他零件都焊接在中间衬板上;同时把捕丝器端部密封条都用折弯的方式连接在一起,如图3所示。
第三,如图4所示,把加工合格的中间衬板组件和外罩壳焊接在一起。焊接时,焊缝尽可能和外罩焊缝在一起,减少焊接区,同时在折弯硬化区,增加无痕碰焊点,防止内外零件出现内空缺陷,同时把件3零件如图压住中间衬板组件,增加端部的焊接强度,保证中间衬板组件和外罩壳焊接牢固,减少焊接变形。

图2 优化内部子件结构
图3 中间衬板

图4 组焊示意
(2)将焊接结构更改为折弯结构,并利用折死边方式,增加工件强度。例如:Y11FAF5111200 消音板,如图5所示。
结构:该零件原结构如图有近10种子零件折弯后组焊而成,焊缝多达几十处。由于板材厚度只有1mm,焊接后工件呈扭曲状变形,几乎不能修整合格。
优化方法:改变工件的折弯结构,把焊接缝改为折弯缝,减少焊接变形。同时增加打死边结构,增加强度。
(3)对于折弯干涉的钣金件,在难于折弯的地方切割出断点,方便折弯,然后补焊相应断点。例如:Y4FAF51500200 左吸风盒,如图6所示。

图5 消音板

图6 左吸风盒
结构:局部U形结构,由于折弯干涉,不能如原设计结构折弯成形,只能焊接成形,焊接后变形严重。
优化方法:采用间断线法。如图6所示,在激光切割机上对折弯线处切割出断点,待在折弯机上折好后,再人为折弯。由于折弯线处,增加了间断切割线,所以用手一折就能制作成形。然后在边缝处点焊成形,就满足了强度要求,同时也达到了图样设计的装配需求。
(4)在外观零件中,使用统一焊接方式,提高外观质量。例如:Y11FBF5048211刀头罩,如图7所示。
结构:图样要求在同一条边上既有折弯缝,又有搭接焊缝,修整后的罩壳,外部R圆弧不协调,直接影响零件的外观质量。
优化方法:使用统一的平齐焊缝,将两侧板焊接(见图8)在罩壳上,保证拉丝方向一致,同时保证外部R圆弧的一致性,如图8所示。

图7 刀头罩
(5)在门板类钣金件上焊接轴套类零件,优先使用台阶套,然后进行折弯,增加焊接轴套类零件的精度,减少因焊接此类零件的变形。例如:门板,如图9所示。
结构:在该工件上,由4种机加套类零件焊接在1.5mm厚的不锈钢罩板上,由于焊接不均匀,热变形系数也不同,所以变形无规律。

图8 焊接位置

图9 门板
优化方法:采用台阶套的结构,使用台阶面限制套的平面方向自由度,然后在背面用小电流焊接就能把套即准确又牢固的焊接到位,等到焊接好套后,再折弯四周,通过折边来修复焊接引起的微量变形,效果很好(见图10)。
(6)充分使用塞焊,提高零件强度和焊接外观质量。例如:框架,如图11所示。
结构:这类零件是内置框架结构,两面用1.5mm厚的板材和框架焊接一起;第一面可以很容易和框架焊接,但第二面就无法完成焊接,只能在周边和框架焊接在一起。由于无有效支撑,面板底部出现波浪状变形,油漆后更加明显,返修率很高,所以返修劳动强度很大,如图12所示。
优化方法:在外罩大平面对应于内框架处预制塞焊孔,然后塞焊,这样外罩壳就和内框架紧密连接在一起,塞焊位置如图13所示。通过局部塞焊增加强度,减少成形工件的缺陷。

图10 焊接台阶套

图11 门框
(7)利用插接结构,提高焊接定位精度。例如: 翅片,如图14所示。
结构:该零件是烟草设备上的一个翅片,工作时翅片和基准板连接处要承受很强的扭力矩,在目前市场反应有焊接断裂的纪录。
优化方法:为了提高焊接强度,又要控制其变形最小,保证外观要求,根据产品结构和功能对产品零件焊接区做合理的改进。如图15所示,首先设计出件1和件2插接尺寸,其次将件1插入件2中,然后在背部焊接,正面加焊点,不仅保证了零件的强度要求,而且外观又非常美观。
3. 结语
以上是我们在制作钣金件时总结的一些技巧,大家不妨在实践中试用一下,希望起到抛砖引玉的效果。

图12 门框变形区域
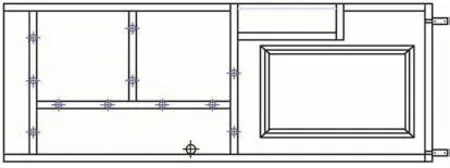
图13 门框塞焊位置
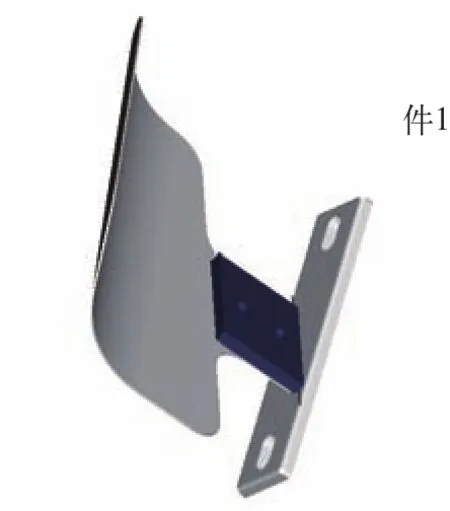
图14 翅片

图15 翅片组焊
猜你喜欢
再生资源与循环经济(2022年8期)2023-01-06
矿山机械(2022年8期)2022-09-01
建井技术(2022年2期)2022-07-30
机电信息(2022年9期)2022-05-07
中国金属通报(2021年4期)2021-05-20
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年2期)2020-12-14
中国矿山工程(2019年5期)2019-10-28
汽车实用技术(2019年7期)2019-04-18
水泥技术(2019年2期)2019-04-11
