刀具材料对CFRP齿槽加工质量的影响
2018-03-22 01:18袁军堂汪振华邓朝晖孙富建
宇航材料工艺 2018年1期
苏 飞 袁军堂 汪振华 邓朝晖 孙富建
(1 湖南科技大学智能制造研究院,湘潭 411201) (2 南京理工大学机械工程学院,南京 210094)
0 引言
碳纤维增强复合材料(CFRP)具有比强度高、比模量大、可设计性强等优良特性,在航空航天等领域得到了广泛的应用[1-3]。由于CFRP的层间剪切和横向抗拉性能低,在机械加工过程中,碳纤维复合材料制品易产生毛刺、撕裂和层间分层等加工缺陷[4-5]。在碳纤维复合材料铣削加工方面,国内外专家学者做了较多研究。WOLF GANG等[6-7]研究了单向叠层CFRP不同纤维取向下铣削加工缺陷,获得了缺陷的发生区、扩散区和无扩散区,并分析了碳布CFRP在纬向纤维取向为90°时的铣削加工缺陷,指出表层材料以单束纤维毛刺、分层的形式出现,而且,毛刺、分层与经、纬纤维编织结构及纤维的弯曲角度相关;JAMAL等[8]采用多齿刃铣刀对碳布CFRP进行铣削试验,结果表明在高转速、低进给和细小切削厚度下能获得较好的加工质量;KARPAT等[9]使用两种不同的刀具对单向碳纤维复合材料进行铣削试验,研究了不同纤维取向下的切削力及其切削表面加工质量;YASHIRO等[10]采用3种测温法对CFRP的铣削温度进行分析,分析了切削温度对表面加工质量的影响规律,指出CFRP铣削应采用高速切削加工;AKIRA等[11]通过试验分析了立铣刀螺旋角对切削表面的影响规律;周井文等[12]通过铣削实验,分析了铣削加工缺陷的形成机制,指出纤维取向在0°~90°时出现崩边,在90°~180°时出现毛刺。
在碳纤维复合材料零部件的加工中,某些重要的零部件需要切制大量的细小齿槽。在齿槽的切制过程中,同样存在较多缺陷,如最外层纤维出现大面积未被切除的现象、撕裂和分层缺陷等[13]。这些问题严重影响了此类零部件的加工质量和加工效率。目前,在碳纤维复合材料(CFRP)零部件上切制齿槽的相关研究仍鲜有报道。考虑到齿槽加工的实用性、易操作性,提出采用T型铣刀进行齿槽加工试验,对CFRP齿槽加工的切削质量进行研究。
1 试验方案
1.1 工件材料及刀具
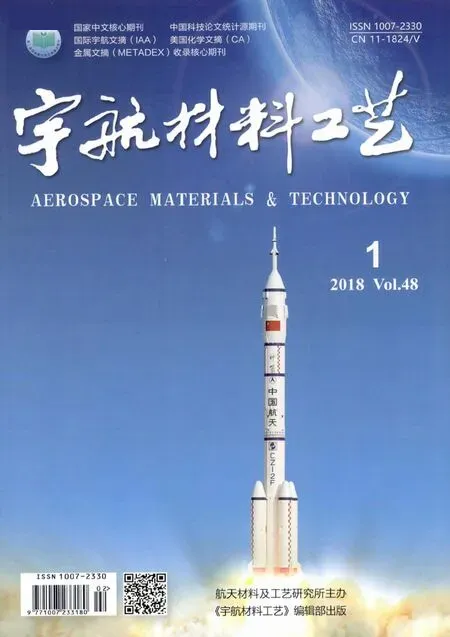
实验所用的材料为碳布增强环氧树脂复合材料(T300/环氧树脂),其纤维直径为7~8 μm,纤维体积分数为60%~65%。试件为120°圆弧棒状工件,外径D=120 mm,内径d=20 mm,厚度h=10 mm,如图1所示。
刀具为直柄钎焊硬质合金(YG6X)刀片和PCD刀片,简称T1和T2铣刀,刀齿的轮廓形状基本为梯形(刀具前角均为0°,后角均为11°,铣刀最大直径均为24 mm,刀柄直径均为180 mm,刀具长度均为73 mm),刀具实物和齿槽尺寸分别如图2所示。
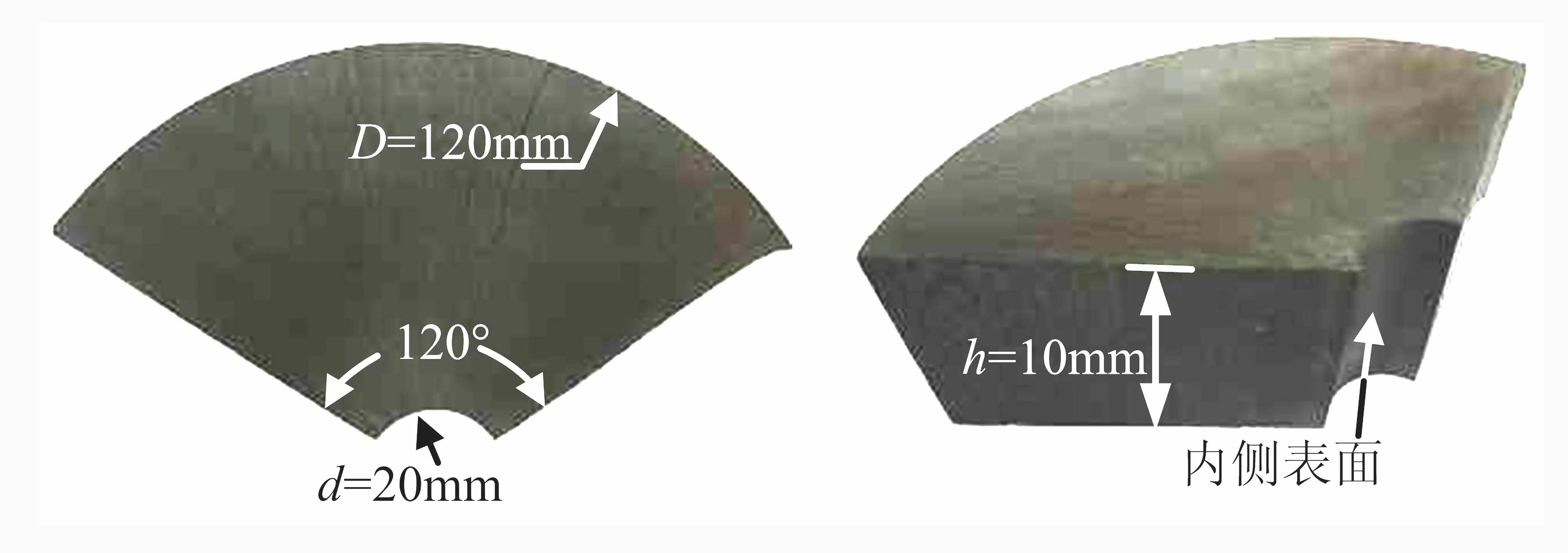
图1 工件形状
Fig.1 The shape of the part

图2 刀具形状及齿形
1.2 试验方法
分别采用T1和T2铣刀对碳布CFRP进行齿槽加工试验。以切削速度Vc和每齿进给量fz为变量进行单因素试验,切削速度Vc在195~345 m/min之间选取,间距为50 m/min;每齿进给量fz在0.011 3~0.021 2 mm/tooth之间选取,间距为0.003 3 mm/tooth。试验均在KVC1050M立式加工中心上,采用无冷却方式进行对称铣削的齿槽加工试验,试验装置实物和工件装夹如图3所示。
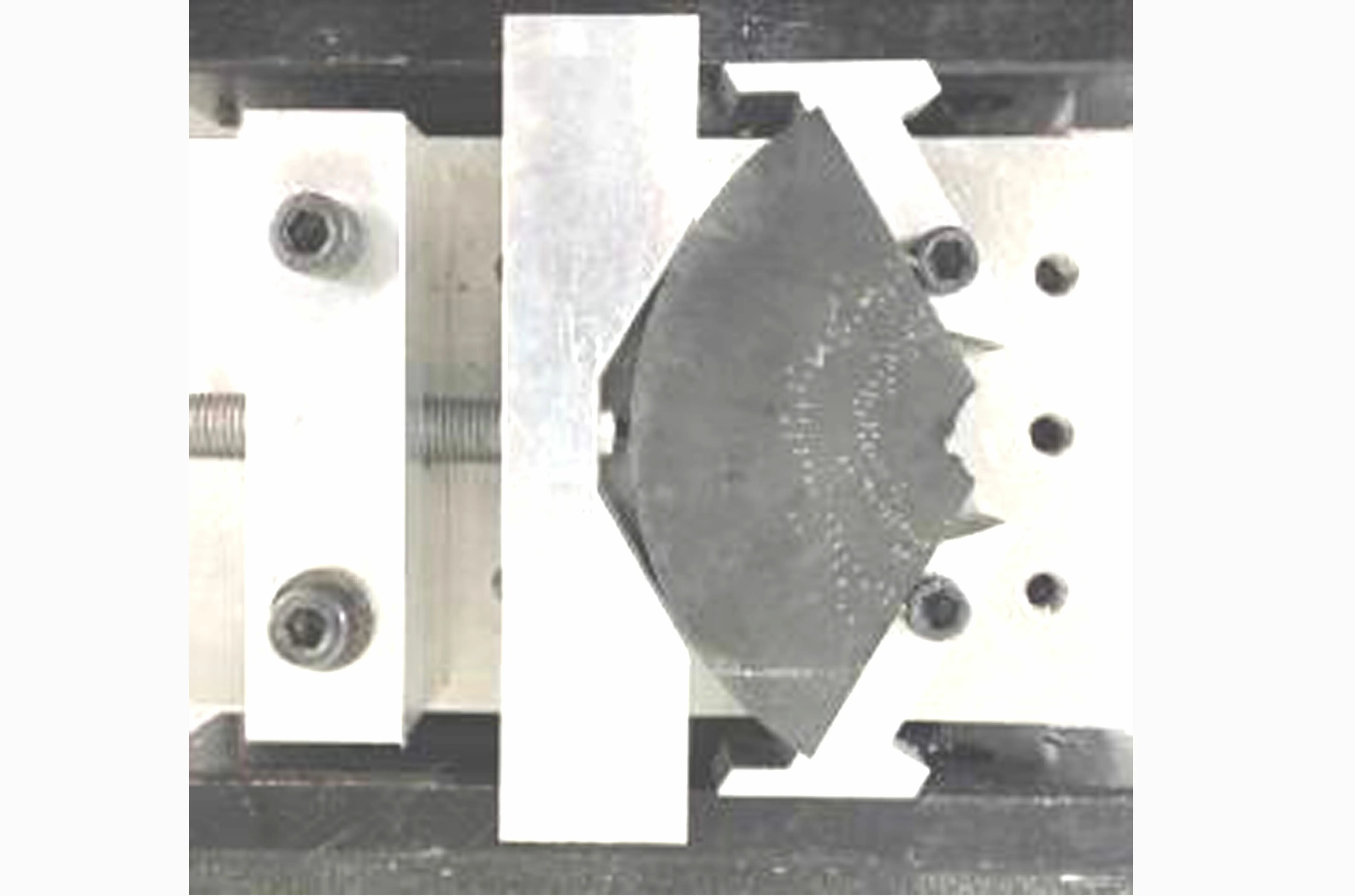
图3 试验装置和工件装夹
1.3 齿槽加工缺陷的评价方法
实践表明,在齿槽加工中出现分层、撕裂和外层纤维未被切除等缺陷,其中齿槽切出侧最外层表面的撕裂缺陷最严重。因此,以撕裂因子Fsl=Sl来表征撕裂的情况(Sl为齿槽切出侧最外层表面的撕裂面积,通过立体显微镜和图片处理软件测得),见图4。
图4 齿槽撕裂因子
2 结果与分析
2.1 刀具材料对最外层表面加工质量的影响
分别采用T1和T2铣刀对碳布CFRP进行齿槽加工试验,并采用撕裂因子Fsl对齿槽最外层表面的加工质量进行表征,得到撕裂因子随每齿进给量fz和切削速度vc的变化曲线,如图5所示。由图5(a)可知,随着每齿进给量fz的增大,撕裂因子Fsl呈明显的增大趋势。从图5(b)可见,随着切削速度vc的增大,撕裂因子Fsl的变化趋势并不明显。此外,从图5(a)和(b)均可见,T1铣刀的齿槽撕裂因子Fsl要明显高于T2铣刀的。图6(a)和(b)分别是采用T1和T2铣刀对平纹CFRP进行齿槽加工,所获得的齿槽切出侧最外层表面的加工形貌。
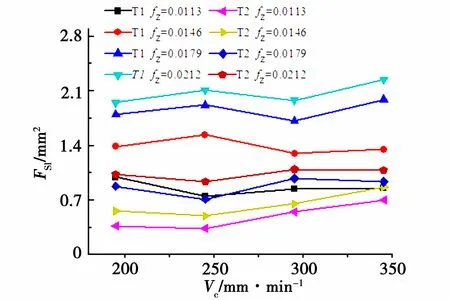
(b) Fsl与vc的关系

图6 齿槽最外层表面的加工质量 (vc=295 m/min)
从图6可见,T1铣刀齿槽切出侧最外层表面有较大的撕裂缺陷,其毛刺缺陷较小,且随着每齿进给量fz的增大,撕裂区域明显增大,与T1铣刀相比,T2铣刀齿槽切出侧最外层表面的撕裂缺陷相对较小,但残余纤维较为明显,同时,随着每齿进给量fz的增大,撕裂区域有增大趋势,残余纤维有减少趋势。
2.2 刀具材料对齿槽内侧切削表面微观形貌的影响
图7为T1及T2铣刀齿槽内侧加工表面的微观形貌。由图7(a)、(b)可见,采用T1铣刀铣制齿槽,其槽内侧加工表面存在大面积的树脂涂覆表面,有较明显的“凹坑”,且这些“凹坑”基本出现在经纬交织结构的界面上,随着进给速度的增大,这种“凹坑”有增大趋势。采用T2铣刀铣制齿槽,其槽内侧加工表面基本为树脂涂覆表面,切削表面较平整,没有明显的“凹坑”,而且随着进给速度的增大,其齿槽内侧的切削表面基本维持着这种特征。由此可见,采用T2铣刀铣制齿槽,其加工质量较为稳定,能获得较好的切削效果。
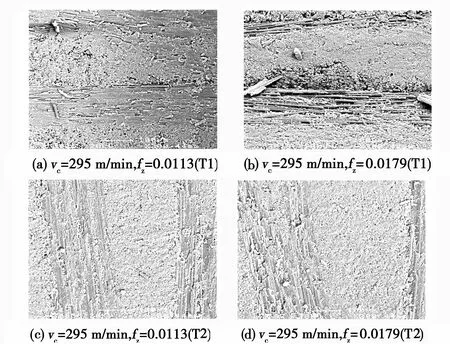
图7 齿槽内侧切削表面微观形貌
3 结论
(1)随着每齿进给量fz的增大,撕裂因子Fsl呈明显的增大趋势,而随着切削速度vc的增大,撕裂因子Fsl的变化趋势不明显;
(2)采用YG6X铣刀铣制齿槽,齿槽切出侧最外层表面有较大的撕裂缺陷,而采用PCD铣刀铣制齿槽,齿槽切出侧最外层表面的撕裂缺陷相对较小;
(3)采用YG6X铣刀铣制的齿槽,其槽内侧切削表面存在较明显的“凹坑”,且随着进给速度的增大,“凹坑”有增大趋势。而采用PCD铣刀铣制的齿槽,其内侧切削表面基本被树脂涂覆,切削表面较平整,没有明显的“凹坑”,且随着进给速度的增大,切削表面质量较为稳定。
[1] 陈燕,葛恩德,傅玉灿,等.碳纤维增强树脂基复合材料制孔技术研究现状与展望[J].复合材料学报,2015,32(2):301-316.
[2] NORBERTO FEITO,ANTONIO DIAZ-LVAREZ,CANTERO J L,et al.Experimental analysis of special tool geometries when drilling woven and multidirectional CFRPs[J].Journal of Reinforced Plastics and Composites,2016,35(1):33-55.
[3] GUO D M,WEN Q,GAO H,et al.Prediction of the cutting forces generated in the drilling of carbon fibre reinforced plastic composites using a twist drill[J].Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture,2012,226(1):28-42.
[4] XU Weixing,ZHANG Liangchi.Mechanics of fibre deformation and fracture in vibration-assisted cutting of unidirectional fibre-reinforced polymer composites[J].International Journal of Machine Tools and Manufacture,2016,103:40-52.
[5] LUO Bin,LI Yuan,ZHANG Kaifu,et al.A novel prediction model for thrust force and torque in drilling interface region of CFRP/Ti stacks[J].The International Journal of Advanced Manufacturing Technology,2015,81:1497-1508.
[6] WOLFGANG HINTZE,DIRK HARTMANN,CHRISTOPH SCHUTTE.Occurrence and propagation of delamination during the machining of carbon fibre reinforced plastics(CFRPs) an experimental study[J].Composites Science and Technology,2011,71:1719-1725.
[7] WOLFGANG HINTZE,MARCEL CORDES,GREGOR KOERKEL.Influence of weave structure on delamination when milling CFRP[J].Journal of Materials Processing Technology,2015,216:199-205.
[8] JAMAL SHEIKH-AHMAD,NEBU URBAN,HOSSEIN CHERAGHI.Machining damage in edge trimming of CFRP[J].Mareials and Manufacturing Processes,2012,27:802-808.
[9] YIIT KARPAT,ONUR BAHTIYAR,BURAK D E et al.Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates[J].International Journal of Machine Tools and Manufacture,2012,56:79-93.
[10] TAKESHI YASHIRO,TAKAYUKI OGAWA,HIROYUKI SASAHARA.Temperature measurement of cutting tool and machined surface layer in milling of CFRP[J].International Journal of Machine Tools and Manufacture,2013,70:63-69.
[11] AKIRA HOSOKAWA,NAOYA HIROSE,TAKASHI UEDA,et al.High-quality machining of CFRP with high helix end mill[J].CIRP Annals-Manufacturing Technology,2014,63:89-92.
[12] 周井文,陈燕,傅玉灿,等.纤维切削角对CFRP加工缺陷的影响规律[J]. 哈尔滨工业大学学报,2015, 47(7):110-116.
[13] 苏飞,袁军堂,程寓.碳纤维增强复合材料T型齿槽加工缺陷的形成机制[J].复合材料学报,2014,31(5):1127-1133.
猜你喜欢
微电机(2022年4期)2022-05-23
林业机械与木工设备(2022年4期)2022-05-08
防爆电机(2022年2期)2022-04-26
日用电器(2021年6期)2021-07-19
上海交通大学学报(2021年6期)2021-06-29
汽车实用技术(2021年5期)2021-03-29
兵工学报(2020年1期)2020-02-18
科学与技术(2019年17期)2019-04-16
科技创新与应用(2018年20期)2018-07-28
哈尔滨理工大学学报(2016年2期)2016-09-12