
焊接热输入对焊缝晶粒取向及力学性能的影响研究*
2018-03-13 09:45贾金龙蒋成燕龚成功
机械研究与应用 2018年1期
贾金龙,冯 毅,蒋成燕,龚成功,刘 富
(兰州工业学院 材料工程学院,甘肃 兰州 730050)
0 引 言
Q235钢由于含碳量适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,在工程机械领域用途广泛,同时也是焊接技术与工程及相关专业学生实习实训选用的钢材。
但是在工程操作和焊接实训过程中,相关教材和文献只注意到焊接参数对焊缝成形的影响[1-5]这种影响到底到什么程度,其微观组织如何变化,晶粒取向、力学性能等变化并没有实质性和相关数据的支持。由于没有相关数据证明,导致在实际操作过程中,相关人员对焊接参数尤其是焊接速度和热输入的变化不以为然,随意更改,从而导致焊缝质量不符合要求。
笔者试图通过改变焊接热输入的大小,观察在不同的焊接速度下,焊缝晶粒取向及力学性能的变化,得出结论,从而让相关人员能直观看到热输入和焊接速度改变后,晶粒取向和力学性能的变化,使其在以后的工作中,能够重视焊接工艺规程中规定的参数,从而严格按照参数操作,从而提高焊接质量;对于焊接责任工程师而言,也可以掌握晶粒取向和力学性能的变化规律,便于在工作中进行焊接工艺评定时按照规律编制焊接工艺指导书。
1 试验方法
试验材料采用国内工程领域最常用的材料Q235钢,室温下其屈服强度为235 MPa,抗拉强度为370~500 MPa,试板厚度10 mm,坡口形式为I形,用埋弧焊进行焊接,焊丝为H08Mn2SiA,焊丝直径2.0 mm,焊剂采用为HJ431。采用4种不同的焊接规范施焊,其焊接工艺参数见表1。从接头处切取制备金相试样,经砂纸研磨抛光后,用4%硝酸酒精腐蚀显示基体组织,利用上海长方CMM-55E型金相光学显微镜观察分析焊接接头微观组织,金相照片的拍摄按照如图1所示划分的网格进行,沿着焊缝中心向左依次拍了I、II、III、IV、V、VI;向右依次拍了①、②、③、④、⑤、⑥。以这样的方法从下到上总共拍了五层,然后将其拼凑成一张图片,就可以观察到晶粒取向规律。
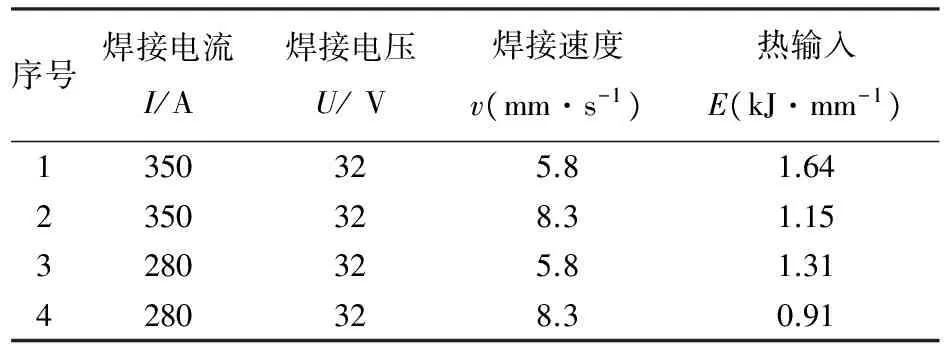
表1 焊接工艺参数
焊接接头拉伸试验按照GB/T2651-2008《焊缝接头拉伸试验方法》进行。拉伸试验机为UTM5305型电子万能试验机。

图1 焊接接头金相照片拍摄网格划分
2 试验结果与分析
2.1 焊缝晶粒取向
由于Q235钢对热输入不敏感,而且焊接参数变化不大的情况下,其焊缝中心到熔合区之间的等轴晶区、树枝晶、胞状晶、平面晶等晶粒度变化不大,且焊接接头各个区域的组织及其形态变化不大。因此,本文从宏观界面入手,观察晶粒取向的变化。
1号试样焊接接头晶粒取向图如图2所示,焊接速度最小,热输入最大,4号试样焊接接头晶粒取向图如图3所示,焊接速度最大,热输入最小。从图中可以看出1号试样柱状晶主轴方向与焊接方向的夹角较小,而4号试样柱状晶主轴方向与焊接方向的夹角较大,这是由于随着焊接速度的提高,熔池被拉长,熔池末端边界任一点的法向与焊接方向的夹角增大,也就是说,在较大的焊接速度下,熔池后端边界的曲率越来越小,而晶粒长大通常情况下是沿着与散热方向相反的方向以柱状形态向焊接熔池中心生长的,即由熔池边缘指向熔池中心温度最高处,直至这种柱状晶粒不断长大以至相互接触,液体金属全部凝固时,结晶过程才结束。所以当焊接速度大时焊缝柱状晶主轴越来越直,直至接近垂直于焊接方向,如图4(a)所示,当焊接速度小时柱状晶呈人字形向焊缝中心生长,如图4(b)所示。

图2 1号试样焊接接头 图3 4号试样焊接接头晶 晶粒取向金相照片 粒取向金相照片
2.2 焊缝力学性能
表2为四个试样按照GB/T2651-2008《焊缝接头拉伸试验方法》拉伸后的力学性能值。从表中可以看出,其屈服强度、抗拉强度与母材金属差别不大,这是由于Q235钢的焊接选用H08Mn2SiA,属于高锰焊丝,其强度略高于Q235,因此,在力学性能试验中,断裂处全部都在热影响区,无法反映出焊缝实际情况,在后续的研究中需要选用低强度匹配的材料进行研究。

图4 焊接速度对焊缝晶粒取向的影响

/MPa
3 结 论
(1) 在本试验条件下,焊接接头各个区域的组织及其形态变化不大。
(2) 焊接速度8.3 mm/s-1时,焊缝柱状晶主轴与焊接方向的夹角较大,其晶粒方向接近垂直于焊接方向,焊接速度5.8 mm/s-1时,焊缝柱状晶主轴与焊接方向的夹角较小,柱状晶呈人字形向焊缝中心生长。
(3) 在低碳钢焊接时,由于采用等强度匹配,焊接接头的力学性能结果不能直观反映焊缝的晶粒取向,需要更换焊接材料,进一步试验。
[1] 王文英,王 玉,高大路,等.低碳钢Q235A搅拌摩擦焊接的接头金相组织分析[J].航天制造技术, 2005(5):45-47.
[2] 张旭东,陈武柱,芦田荣次, 松田福久. CO2气体保护的激光焊接12 mm厚低碳钢板[J].焊接学报,2002(6):51-54.
[3] 冯 毅,郭瑞鹏,贾金龙.一种基于计算机视觉技术的焊缝成形参数测量方法[J].机械研究与应用,2015,28(5):84-86.
[4] 陈伯蠡.高强钢埋弧焊焊缝的强韧化研究[J].焊接学报,1987,8(3):153-161.
[5] 朱 亮,陈剑虹.力学性能不均匀焊接接头的强度预测[J].焊接学报,2005(5):23-26+36.
猜你喜欢
上海金属(2022年3期)2022-06-01
失效分析与预防(2021年3期)2021-08-08
粉末冶金技术(2021年3期)2021-07-28
有色金属科学与工程(2021年1期)2021-03-04
东北大学学报(自然科学版)(2020年10期)2020-10-19
中成药(2019年12期)2020-01-04
物理学报(2019年4期)2019-03-16
科技创新与应用(2016年5期)2016-10-21
中国新技术新产品(2016年6期)2016-05-14
凿岩机械气动工具(2016年3期)2016-03-01
