
基于小波改进阈值去噪与EMD的滚动轴承故障诊断研究*
2018-03-13 09:45:07邢金鹏
机械研究与应用 2018年1期
张 珂,邢金鹏
(青岛理工大学 机械工程学院,山东 青岛 266520)
0 引 言
轴承的装配不当、制造精度过低、制造轴承的生产原材料存在缺陷、疲劳生产、超负载工作、腐蚀物质的侵入、保养不当以及恶劣的生产环境等,使其很容易出现故障。轴承故障往往会导致整机故障,造成生产的意外中断,引起巨大的经济损失,所以如何快速精确地诊断轴承故障一直都是国内外学者研究的重点。目前,可实现轴承故障监测的技术有很多,常见的有振动检测技术、润滑油成分分析技术、声发射技术、超声波探测技术等。其中,振动检测技术是滚动轴承故障诊断领域里发展最为成熟且使用最为广泛的技术[1-6]。但在实际测量中,检测得到的故障信号往往包含有大量的噪声成分,致使由振动监测技术获得的诊断结果不精确。为此有必要构造一套更加有效的去噪算法。小波阈值去噪算法是一种经典的信号去噪算法,具有去相关性、多分辨率,自适应等特性,在轴承故障信号的去噪中独具优势[7]。它的时—频窗口可以实现伸缩变换,能进行信号的多阶次、低高频细化分析,能够聚焦信号中的任意细节[8],可实现故障特征信息的提取。然而,在传统的小波阈值去噪中,硬阈值函数和软阈值函数都存在着很大的缺陷,致使去噪后的信号存在固定偏差和不连续等问题[9-11]。如果去噪后的信号存在多处的振荡或失真,在对故障轴承振动信号分解时,往往得不到理想的处理结果。针对传统阈值去噪方法在处理轴承故障信号时存在的不足,笔者提出了改进的小波阈值去噪算法,并将其与经验模态分解结合,在信号去噪的基础上完成了信号的多层次分解,并通过包络分析提取到了轴承故障特征频率。对比分析了硬阈值、软阈值函数和本文改进阈值函数的优缺点,分别对故障轴承仿真信号和实测信号进行了分析处理,结果显示文中所提出的算法去噪效果最好,能够实现轴承故障的精确诊断。
1 基于改进小波阈值去噪与EMD的滚动轴承故障诊断方法
1.1 小波改进阈值去噪方法
小波阈值去噪利用了小波变换能进行信号的多阶次、低高频细化分析的能力,通过对各层小波系数进行量化分析达到信号去噪的目的。在数据量化中,由轴承故障引起的信号冲击对应于小波系数中幅值较大的数据,被视为有用数据;由环境噪声引起的信号冲击对应于小波系数中幅值较小的数据,被视为无用数据。小波阈值去噪就是通过对各层小波系数设置某一阈值,对各小波系数进行量化分析,保留有用数据,剔除无用数据,以完成信号的去噪,具体步骤如下:
(1) 对含噪信号做小波变换,得到一组小波系数ωi,j;
(2) 通过阈值函数y(ω)对ωi,j进行阈值量化得出y(ωi,j);
(3) 对y(ωi,j)进行离散小波重构,得出估计信号即为去噪后的信号。
在传统的小波阈值去噪中,硬阈值函数会产生信号振荡的问题,软阈值函数会引入信号失真的问题。鉴于此,提出了改进的阈值函数,即对高于阈值的数据乘入加权系数。将小波加权系数设定为一连续的非线性加权函数,且满足:
(1) 在定义域[T1,T2]内及[-T2,-T1]内,单调且连续;
(2) 在定义域[T1,T2]内导数先增大后减小,在[-T2,-T1]内,导数先减小后增大;
(3) 加权函数的值域限制在[0,1]之间;
(4) 导数始终大于1。
构造加权函数表达式为:
h(ωi,j)=
(1)


图1 非线性加权函数图像
由图1可发现,自变量ω在定义域内,使因变量h(ω)产生非线性变化。当小波系数的绝对值递减逼至阈值|T1|处时,加权系数h(w)的绝对值非线性地快速地缩小至0,当小波系数的绝对值递增逼至阈值|T2|处时,加权系数h(ω)的绝对值非线性缓慢地增至1,并且保证远离阈值|T2|的加权系数值保持为1。由加权函数构造的阈值函数为:
y(ω)=ω×h(ω)
(2)
由加权函数处理后的小波阈值函数图像如图2所示,虚线代表原始信号图像,实线表示小波阈值函数图像。这样构造的非线性阈值函数可有效剔除了幅值较小的信号成分,保留了振动信号的原始特征,减轻了由降噪产生的信号振荡。
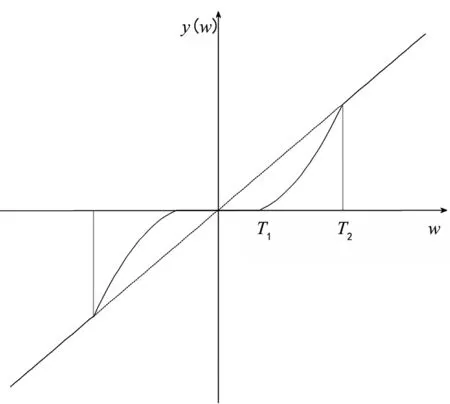
图2 非线性阈值函数图像
1.2 性能指标

(3)
原始信号与估计信号之间的均方根误差为:
(4)
降噪后信号的信噪比越高,原始信号与估计信号的均方根误差越小,则估计信号越接近于真实信号,降噪效果越好。
1.3 经验模态分解
经验模态分解是以傅立叶变换为基础的线性和稳态频谱分析的方法,由Huang[12]提出,其实质是对信号进行平滑处理,将复杂信号分解为一系列固有模态分量,每个固有模态函数是信号的一个单分量。与其他方法相比,经验模态分解不需要任何先验知识,具有自适应和降噪能力[13-14]。非平稳信号s(t)经过EMD分解后可以得到一系列的固有模态函数c(i)(t)和一个残余分量rn(t),其表达形式如下:
(5)
式中:t表示信号的时间序列;n表示固有模态的个数;i表示固有模态函数的序数。
1.4 包络分析
对小波改进阈值去噪后的信号进行EMD分解,在获得所有的固有模态分量之后,采用包络分析可解调出每个固有模态分量的频率成分。信号的包络分析就是对信号进行希尔伯特变换,对固有模态分量c(t)进行希尔伯特变换后,解析信号为:
(6)
式中:ai表示第i个固有模态函数的幅值函数,ωi表示第i个固有模态函数的瞬时频率。进一步使用傅立叶级数扩展式(6)中的信号c′(t),得:
(7)
这时,ai和ωi可被视为常数,即解调出来的信号特征值。由此可见,经过简单的包络分析就可得到随时间变化的幅值和频率,它比傅里叶变换更具适应性,很适合分析非平稳信号。
2 仿真分析
为验证文中提出的基于改进的小波阈值去噪与经验模态分解的滚动轴承故障诊断方法的有效性,建立了一个振动信号模型,模拟了轴承振动信号的多频率成分,以轴承外圈故障信号为例,模拟信号为:
z(t,n)=
(8)
式中:z(t,n)表示对应于时间点t的模拟信号值,n是轴承故障频率的脉冲指标。式(8)的第一部分是模拟的轴承外圈故障信号,第二部分是模拟的机器背景噪声。幅值调制系数A=0.5,固有频率fr=3 200 Hz,调制频率fn=10 Hz,能量衰减系数α=400,轴承外圈故障频率BPFO=74.62 Hz。模拟时采样频率设置为10 kHz,采样长度设置为1 s。
文中所提信号处理方法的具体流程如下。
(1) 利用文中提出的阈值函数对仿真得到的轴承振动信号进行小波去噪处理;
(2) 对去噪后的振动信号进行经验模态分解,得到对应的固有模态分量;
(3) 分别计算各固有模态分量的谱峭度值,计算各固有模态分量与去噪后信号间的互相关系数,根据互相关系数值和谱峭度值筛选有效的固有模态分量;
(4) 对有效的固有模态分量进行包络解调,查找故障特征频率,完成故障诊断。
使用了硬阈值函数、软阈值函数以及文中提出的非线性阈值函数对添加噪声后的信号进行去噪处理,对比各阈值函数的去噪效果。其中,小波基选取db3小波,分解层数设置为4层,得到的仿真信号各阈值函数处理前后的波形对比图如图3所示。可知,这三种阈值去噪方法均能在确保保留仿真信号的原始特征的前提下,使高斯白噪声得到很大程度的缩减。然而,硬阈值去噪后会使信号在零点附近产生较多的振荡点,软阈值函数去噪会使信号产生一定程度的失真。相比前两种阈值函数,改进阈值函数无论在去除噪声效果还是在保留原始信号特征值的能力上都有明显的改善。
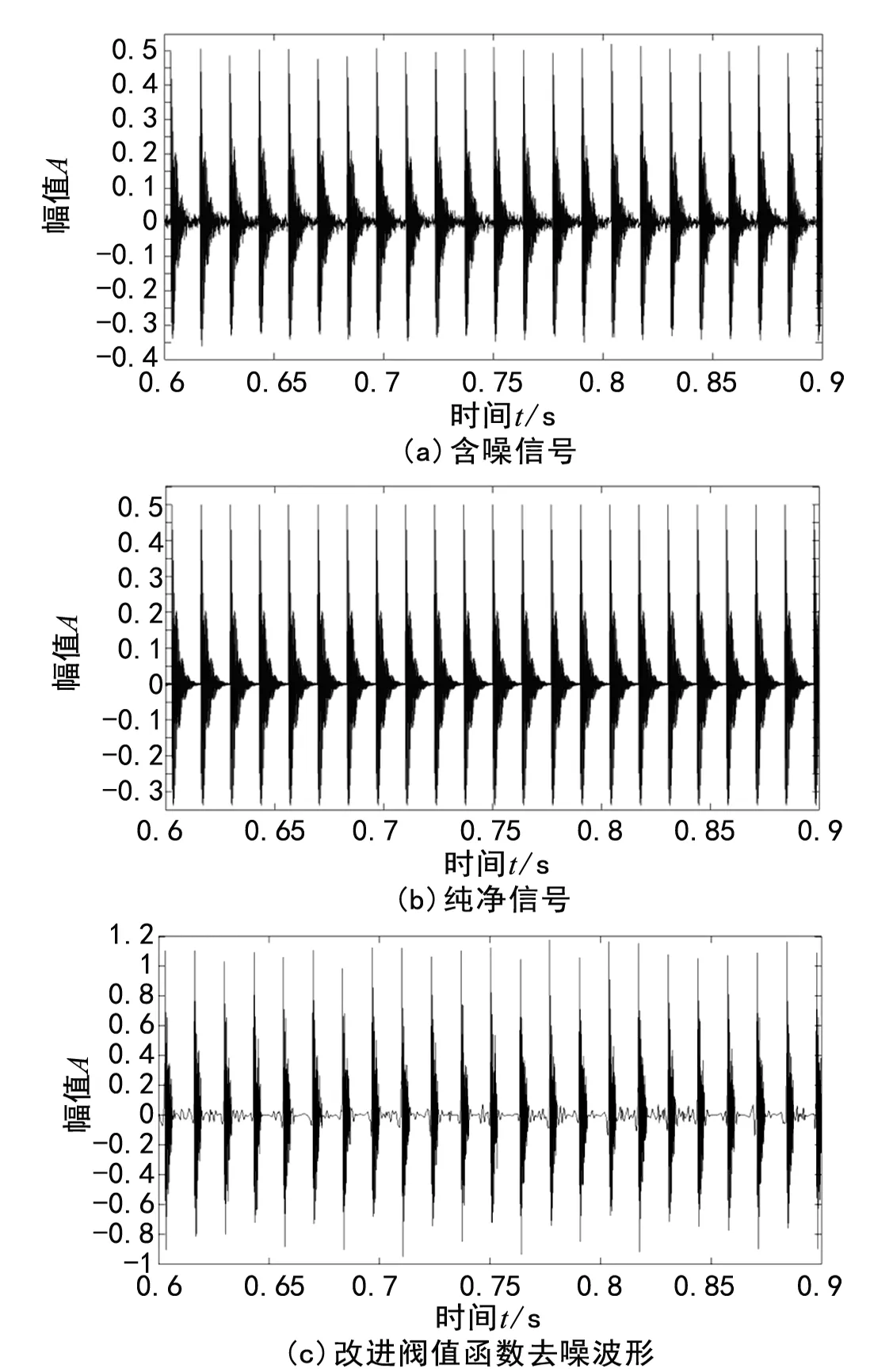
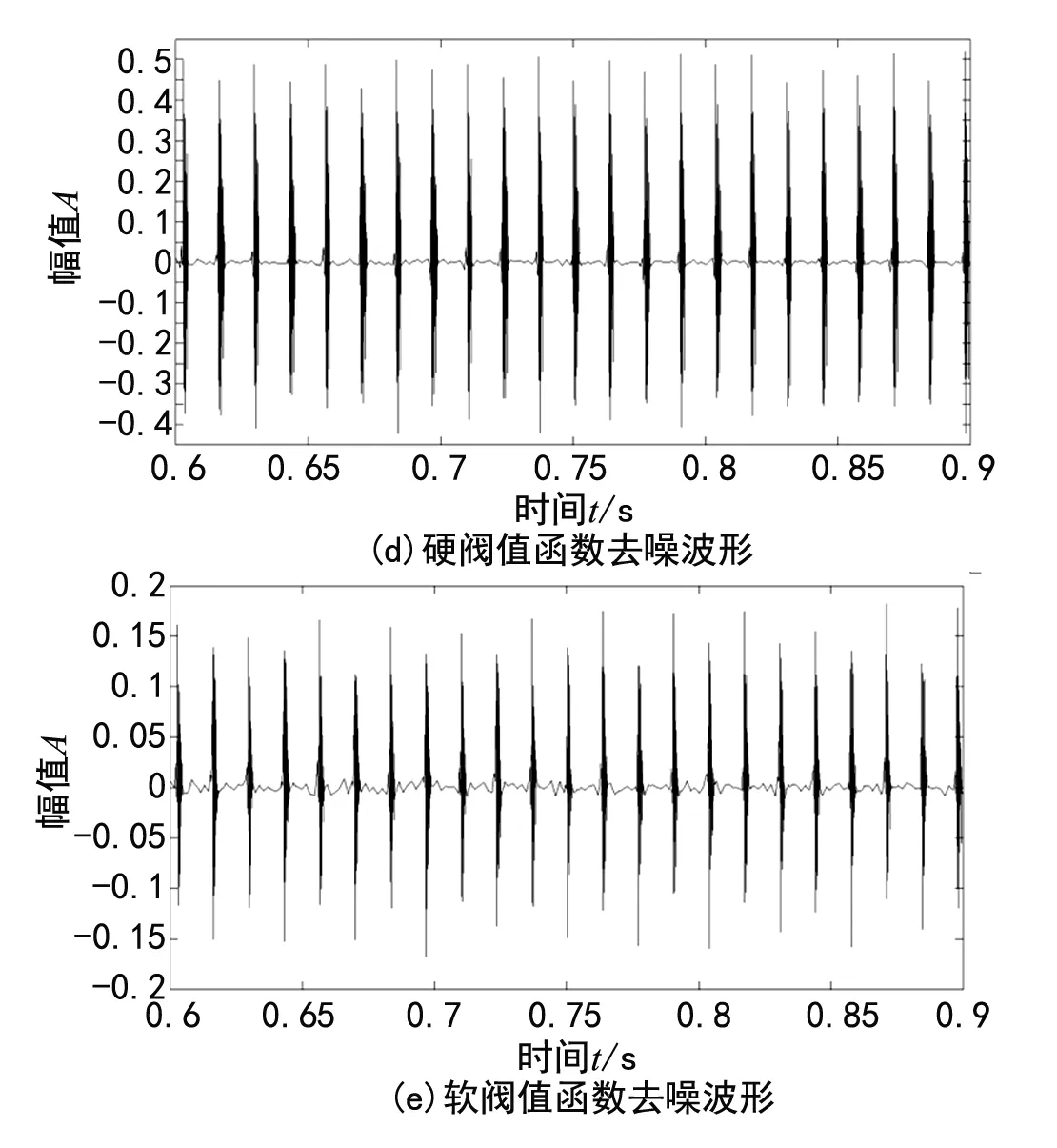
图3 小波阈值去噪后仿真信号时域波形对比图
改进阈值函数以及其它阈值函数降噪性能指标如表1所示,相比于其他方法,改进阈值函数降噪后的综合性能指标最好,降噪效果最好。
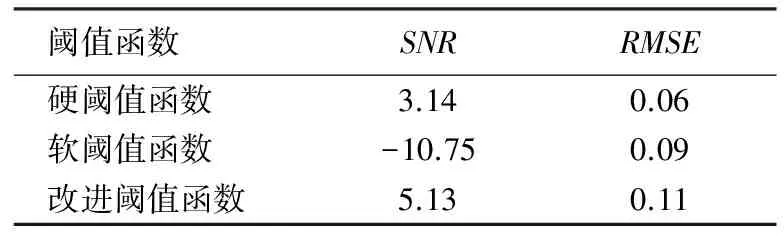
表1 信噪比(SNR)和均方根误差(RMSE)降噪性能指标
对小波改进阈值去噪后的信号进行经验模态分解,得到了11个固有模态分量,1个残余分量。求取各分量的谱峭度值及各分量与降噪后信号的互相关系数,结果如表2所示。
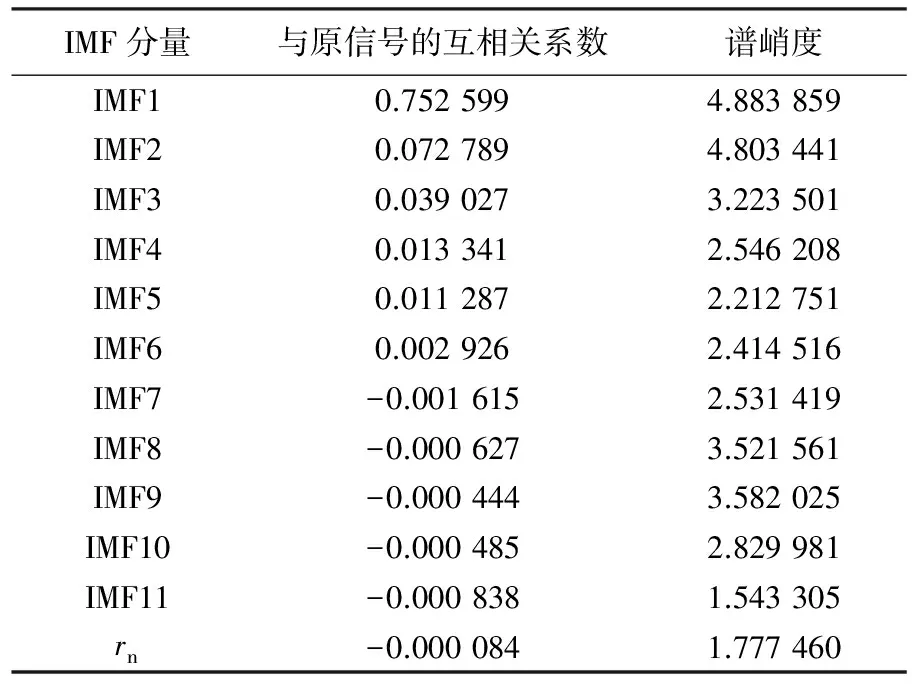
表2 各IMF分量的谱峭度值及各IMF分量与去噪后信号的互相关系数
从表2中可以看出,各固有模态分量的谱峭度值和互相关系数值随模态系数的增加呈递减趋势。对各固有模态分量做包络分析,只在前4个固有模态分量中发现较明显的故障特征频率。对前4个固有模态分量做包络分析,得到包络谱如图4。
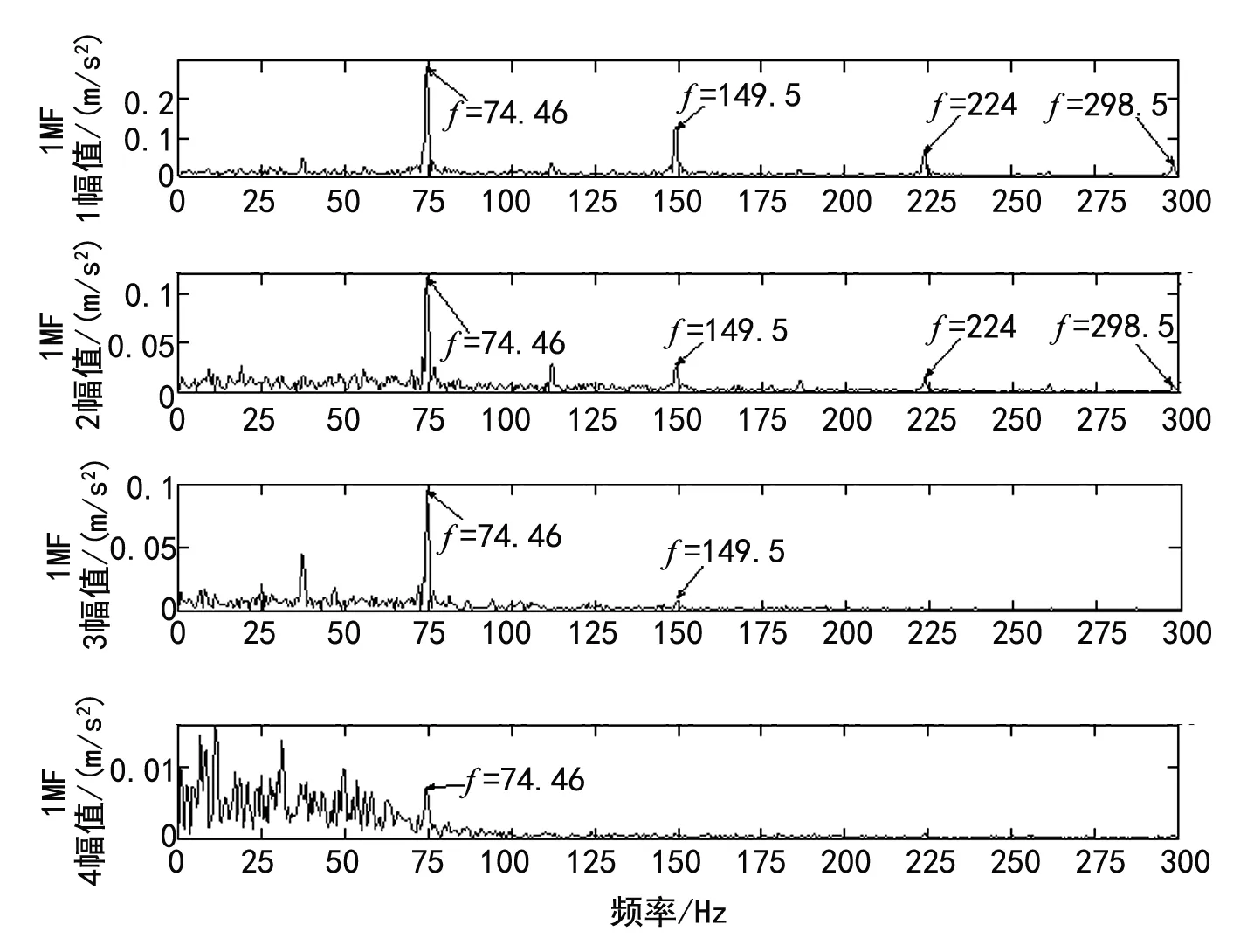
图4 EMD分解后前四个IMF分量的包络谱
从图4中,可以很容易找到在特征频率74.46 Hz处有明显的峰值,这与之前设置的轴承外圈故障特征频率74.62 Hz非常接近,同时在149.5 Hz、224 Hz、298.5 Hz处也存在较大的峰值,分别与轴承故障特征频率的二倍频、三倍频、四倍频较为接近。仿真实验证明,笔者提出的方法可以有效地去除信号噪声并达到信号特征频率的提取。
3 实验数据分析
采用单排滚动轴承(类型er-16k)进行故障诊断实验,实验台设置如图5所示,实验用外圈故障轴承如图6所示,轴承具体参数如表3所示。在故障诊断实验过程中,电机转速为1 260 r/min,使用BK4370型加速度传感器(灵敏度为9.875 PC/ms-2)检测由故障轴承产生的振动信号,途径电荷适调放大器(放大倍数为3.16 mv/ms-2)完成信号放大,最后由DAQ数据采集仪采集振动信号。采样频率为45 kHz,采样长度为1 s,由外圈故障轴承振动信号计算公式计算得轴承外圈故障特征频率fo=75.012 Hz。采集到的外圈故障轴承振动信号的时域图及其小波改进阈值去噪后的波形图如图7所示。
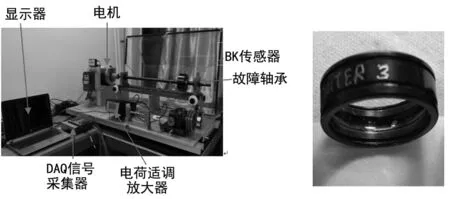
图5 滚动轴承故障诊断实验台图6 外圈故障轴承
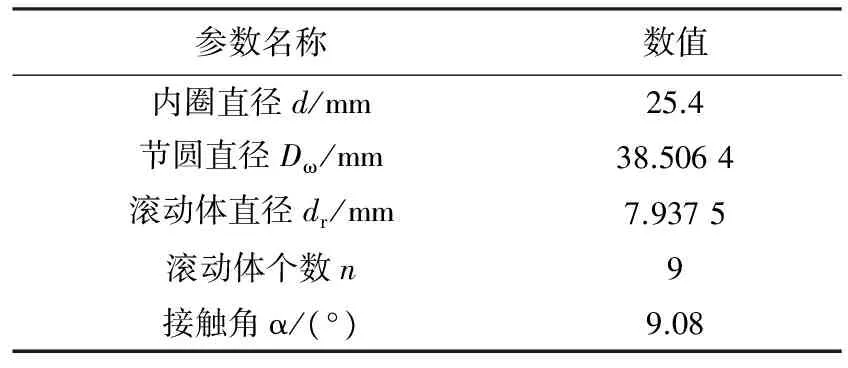
参数名称数值内圈直径d/mm25.4节圆直径Dω/mm38.5064滚动体直径dr/mm7.9375滚动体个数n9接触角α/(°)9.08
由图7,故障轴承原始振动信号的故障冲击较为明显,但在零值附近处依然可以发现噪声的存在。采用文中提出的阈值去噪方法对其进行处理,设置小波基为db3,分解层数为4层,改进阈值后噪声信号已得到明显地抑制,信号故障特征得到了很好的保留,周期性清晰可见。
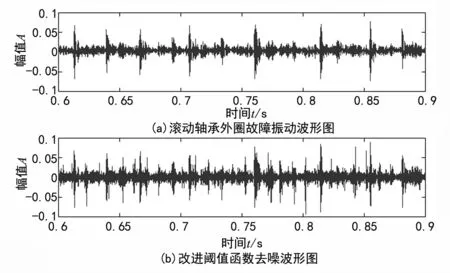
图7 振动信号时域波形
对去噪后的信号进行经验模态分解,得了到13个固有模态分量和1个残余分量,计算各个分量的谱峭度值和各固有模态分量与去噪后信号的互相关系数,得到的结果如表4。

表4 各IMF分量的谱峭度值及各IMF分量与去噪后信号的互相关系数
表4中前4个固有模态分量与去噪后故障信号之间的互相关系数要比其他固有模态分量大出许多,可以认为前4个固有模态分量已包含大量的故障信息,可以忽略掉剩余的固有模态分量。将有用的前4个固有模态分量进行希尔伯特分析,得到的包络谱如图8所示。
图8中每一个包络谱中都可以清晰地发现特征频率74.16 Hz及其倍频,与之前计算的轴承外圈故障特征频率75.012 Hz非常接近,可以判断轴承外圈发生了故障,因此实验结果和理论分析一致,可以有效地诊断出轴承的故障。
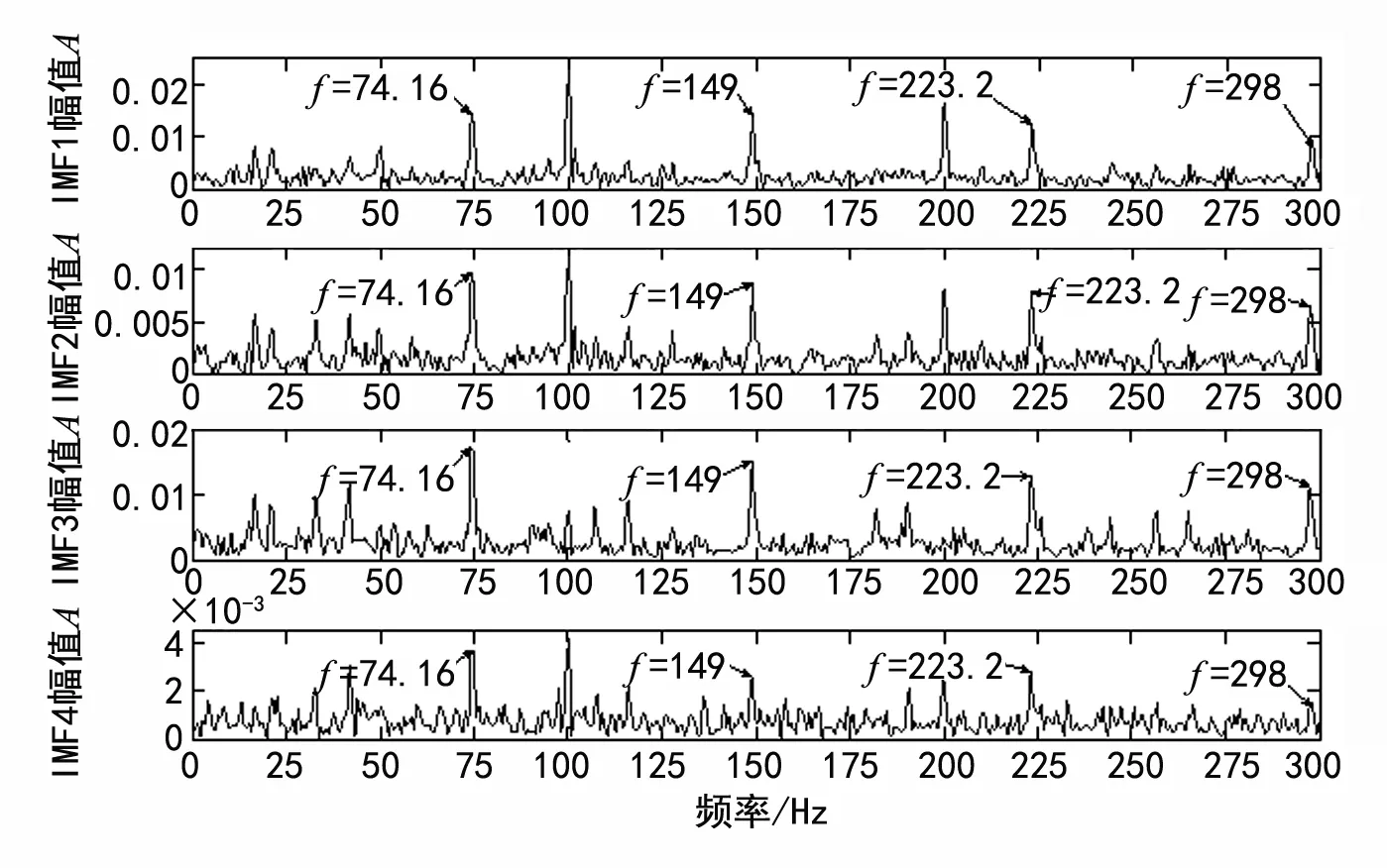
图8 EMD分解后前四个IMF分量的包络谱
4 结 论
提出了基于小波改进阈值去噪与经验模态分解的滚动轴承故障诊断的方法。将小波改进阈值去噪方法作为经验模态分解的前置噪声过滤器,在保留有用信息的基础上,分离出了轴承故障特征频率。由于小波理论具有良好的去噪能力,可以突出信号的故障特征,经验模态分解方法具有自适应的特点,能够突出表现信号的局部特征和时变特征,笔者研究实现了小波改进阈值去噪法与EMD分解的组合,并将其用在故障轴承振动信号的处理工作中。通过故障轴承仿真信号和模拟实验信号的分析结果表明,文中改进的方法可有效地提取轴承故障特征频率,实现轴承的故障诊断。
[1] Siegel D, Zhao W, Lapira E, et al. A comparative study on vibration-based condition monitoring algorithms for wind turbine drive trains[J]. Wind Energy,2014,17(5):695-714.
[2] Xu ZQ, Zhang JH, Jing J F, et al. A Review of condition monitoring and fault diagnosis of wind turbine gearbox using signal processing[J]. Advanced Materials Research,2013,608-609:673-676.
[3] Yang Z L, Wang B, Dong X H, et al. Expert system of fault diagnosis for gear box in wind turbine[J]. Systems Engineering Procedia, 2012, 4: 189-195.
[4] Hameed Z,Hong Y S,Cho Y M,et al.Condition monitoring and fault detection of wind turbines and related algorithms:A review[J].Renewable & Sustainable Energy Reviews,2009,13(1):1-39.
[5] Nie M, Wang L. Review of condition monitoring and fault diagnosis technologies for wind turbine gearbox[J]. Procedia Cirp, 2013(11):287-290.
[6] Zhong X Y, Zeng L C, Zhao C H, et al. Research of condition monitoring and fault diagnosis techniques for wind turbine gearbox[J]. Applied Mechanics & Materials,2012(197):206-210.
[7] 苏 立,南海鹏,余向阳,等.基于改进阈值函数的小波降噪分析在水电机组振动信号中的应用[J].水利发电学报,2012,31(3):246-251.
[8] Huang N E, Shen Z, Long S R. A new view of nonlinear water waves: the Hilbert spectrum[J].Annual Review of Fluid Mechanics,1999,31(1): 417-457.
[9] 李铁钢.结构件在机检测技术研究[J].组合机床与自动化加工技术,2013(5):64-66.
[10] Lee J Y, Kim K. A feature-based approach to extracting machining features[J]. Computer-Aided Design, 1998, 30(13):1019-1035.
[11] Lee H, Cho M W, Yoon G S, et al. A computer-aided inspectionplanning system for on-machine measurement-partI: Global inspection planning[ J]. KSME internationaljournal, 2004, 18(8): 1349-1357.
[12] Huang N E, Shen Z, Long S R, et al. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis[J].Proceedings Mathematical Physical & Engineering Sciences,1998,454(1971):903-995.
[13] Mallat S, Hwang W L. Singularity detection and processing with wavelets[J].IEEE Transactions on Information Theory, 2002, 38(2): 617-643.
[14] Xu Y, Weaver J B, Healy D M. J, et al.Wavelet transform domain filters: a spatially selective noise filtration technique[J]. IEEE Transactions on Image Processing A Publication of the IEEE Signal Processing Society, 1994, 3(6): 747-758.
猜你喜欢
科技风(2021年19期)2021-09-07 14:04:29
基层中医药(2021年12期)2021-06-05 06:56:26
科技创新与应用(2020年4期)2020-02-25 13:31:25
电子制作(2019年13期)2020-01-14 03:15:32
智族GQ(2019年9期)2019-10-28 08:16:21
光学仪器(2019年3期)2019-02-21 09:31:55
制造技术与机床(2018年12期)2018-12-23 02:41:22
英美文学研究论丛(2018年1期)2018-08-16 03:00:06
制造技术与机床(2017年10期)2017-11-28 05:20:43
湖北农业科学(2017年12期)2017-07-15 20:45:34
