
热轧带钢卷取机夹送辊压力自动控制系统研究
2018-03-09 05:59詹博
信息记录材料 2018年5期
詹 博
(河钢唐钢能源环保部 河北 唐山 063000)
1 引言
目前,在冶金行业的热轧带钢生产过程中,卷取热轧带钢时,整个卷取过程中夹送辊会对带钢表面施加一个压力值约为50KN(压力设定值由二级下发)的力,并执行压力闭环控制,这个压力会在带钢表层形成局部小变形。这种表层局部位置的应变积累诱使卷取后带钢表层出现晶粒异常粗大形成鱼簇般的粗晶缺陷,影响冷轧生产工序的镀锌效果。其次由于夹送辊辊面一直按照50KN左右的大压力压在高温带钢表面,这样长时间会损坏夹送辊辊面,减少夹送辊使用寿命,短时间内就需要更换新夹送辊,增加生产成本。本文介绍了热轧生产线卷取夹送辊正常压力控制时序,夹送辊小压力控制系统的时序设计思路及程序应用后的实际效果。
2 卷取机夹送辊正常压力控制时序
夹送辊装置布置在每台卷取机前面。用于将带钢头部导入卷取机,同时保证精轧抛钢后卷取所需的带钢张力,上夹送辊通过两侧液压缸进行升降调整,下夹送辊固定。以1#夹送辊为例,在夹送辊咬钢之前,夹送辊一直处于位置控制模式,当卷取机产生咬钢信号以后,夹送辊由位置控制转变为压力控制。当夹送辊抛钢时,压力控制转变为位置控制,并保持当前的辊缝。当卷取机抛钢时,如果下一卷钢用2#卷取机(或者3#卷取机)卷取,夹送辊上辊将上升到等待位(300mm);但如果继续选择1#卷取机卷钢,则1#夹送辊将直接到设定辊缝为下一卷带钢做准备,夹送辊控制示意图如图1所示。

图1 夹送辊控制示意图
3 卷取夹送辊小压力自动控制系统开发
3.1 系统开发控制思路
3.1.1 总体思路 工艺方面给出需要投入小压力功能的钢种,由二级系统读取PDI中的钢种,若跟工艺所要求的钢种相同,则传给一级程序下发小压力功能投入的信号。一级系统接收到信号后,自动投入小压力控制功能。
3.1.2 小压力控制功能开发思路
(1)在卷取机芯轴没有产生咬钢信号时夹送辊以大压力控制,以保证顺利将带钢头部送入卷取机。(2)在芯轴产生咬钢信号后,同时精轧没有抛钢前,将夹送辊压力设定为小压力(5KN),此期间芯轴和精轧之间建立的张力足以保证钢卷的良好卷形。(3)为保证在精轧末架轧机抛钢后芯轴与夹送辊能够提供足够的张力,在精轧末架轧机抛钢前夹送辊设定压力恢复到原来设定的压力,以保证夹送辊与芯轴之间建立起张力,防止带钢尾部失张,出现松卷现象。另外,为了保证夹送辊压力控制的稳定性,从F1轧机抛钢后开始压力设定按一定斜坡恢复压力设定值,在精轧末架轧机抛钢时确保夹送辊压力已达到设定值。精轧卷取布置及小压力控制方案如图2和图3所示。

图2 热轧卷取示意图

图3 压力控制示意图
3.2 系统功能实现
3.2.1 二级部分 通过二级编写程序,当轧制钢种需要夹送辊小压力控制模式的热轧带钢时,二级给控制标志位赋值为1;当轧制其他钢种时,二级给控制标志位赋值为0。随着工艺技术水平的提高,如果出现新钢种,可以根据实际情况需要,添加钢种,完善此控制程序。
3.2.2 一级部分 根据二级输出的控制标志位,一级程序设置了接受信号,并添加了自动投入小压力控制功能,程序中,一级二级通讯信号,会触发小压力控制信号,压力控制信号触发后,小压力自动投入使用。
在卷取咬钢后精轧抛钢前,夹送辊压力一直保持在5KN。为保证在精轧末架轧机抛钢后芯轴与夹送辊能够提供足够的张力,在精轧末架轧机抛钢前夹送辊设定压力恢复到原来设定压力,以保证保证夹送辊与芯轴之间建立起张力,防止尾部失张,出现松卷现象。另外,为了保证夹送辊压力控制的稳定性,从精轧F1抛钢开始后压力设定按一定斜坡恢复压力设定值。整个控制系统如图4所示。
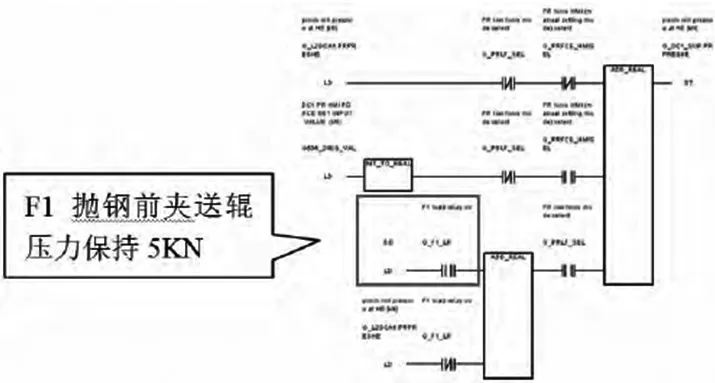
图4 压力控制程序
4 实施效果
程序改造后卷取夹送辊压力控制时序正常,夹送辊小压力控制完全是按照本次设计方案进行的,卷取过程平稳顺利,且卷形良好,说明本次改造效果良好。
5 结语
通过卷取夹送辊小压力自动控制系统的开发与应用,避免夹送辊大压力对带钢表面产生粗晶现象等质量问题,并且夹送辊投入小压力控制功能后减小了夹送辊辊面与带钢表面的摩擦,延长了夹送辊的更换周期,提高了夹送辊的使用寿命,从而降低了热轧吨钢成本。
[1]郭治霞,路鹏.首钢京唐2250热轧带钢塔形产生原因解析[A].第七届(2009)中国钢铁年会大会论文集(中)[C].2009.
[2]韦富强,刘天柱,潘彪,刘树清.首钢京唐钢铁公司2250mm热轧工程双排式托盘运输系统的技术创新[A].第七届(2009)中国钢铁年会论文集(下)[C].2009.
[3]宁勇亮,吴亚军,屈尔庆.卷取机夹送辊的压力和位置控制[A].全国冶金自动化信息网2010年年会论文集[C].2010.
[4]张文振.首钢京唐2250热轧定宽机入口侧导板位置控制[A].全国冶金自动化信息网2010年年会论文集[C].2010.
[5]黄盛声,周勇林.热轧带钢卷取机夹送辊电机的负荷平衡方法[A].全国冶金自动化信息网2011年年会论文集[C].2011.
猜你喜欢
山东冶金(2022年3期)2022-07-19
湖北农机化(2021年7期)2021-12-07
重型机械(2020年4期)2020-06-29
中国金属通报(2019年5期)2019-07-11
美育学刊(2019年2期)2019-03-29
铁路技术创新(2016年2期)2016-05-26
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
质量技术监督研究(2015年1期)2015-04-09
军事历史(2000年2期)2000-01-17
