
采用通用焊接工艺参数焊接不同钢种钢轨的试验研究
2016-05-26 10:03倪峥嵘高文会
铁路技术创新 2016年2期
■ 倪峥嵘 高文会
采用通用焊接工艺参数焊接不同钢种钢轨的试验研究
■ 倪峥嵘高文会
摘 要:选用3种不同钢种、不同强度级别的钢轨,提出焊接和试验方案;通过落锤试验和断口分析,研究焊接接头的综合性能和缺陷,分析采用通用焊接工艺参数焊接不同钢种钢轨可行性及其工艺特点。采用通用焊接工艺参数焊接不同钢种、不同强度级别的钢轨时,建议按照《不同钢种钢轨焊接暂行技术要求》执行。
关键词:通用焊接工艺参数;焊接;钢种;钢轨;落锤试验;断口分析
1 概述
为了实现钢轨的等寿命匹配,降低线路维护成本,需要根据线路的具体情况铺设相应强度等级的钢轨。虽然在曲线地段铺设了耐磨钢轨,但在曲线与直线交界的地方采用铝热焊方法焊接不同钢种的钢轨。调查表明,铝热焊接头的断轨率和重伤率均高于闪光焊。为了降低铝热焊接头折断的风险,在直线、曲线、坡道地段只好铺设相同钢种的钢轨。近年来我国铁路钢轨基地的焊接技术取得了很大进步,焊接相同钢种钢轨的焊接质量非常稳定,断轨率在0.000 7%以下。研究在焊轨基地采用闪光焊接,实现不同钢种钢轨的焊接,对于提高我国铁路钢轨的使用水平具有重要意义。
在此提出一种新的焊接和铺设钢轨方法。根据线路的直线或曲线情况在焊轨基地配轨,为直线和曲线地段选用不同强度等级的钢轨,配轨表示例见表1,①—⑤分别代表500 m焊接长钢轨的首端或尾端,每根500 m的焊接长钢轨由5根百米定尺钢轨焊接而成,百米定尺钢轨以A或B表示,分别代表两个不同强度级别的钢轨。由表1可见,在焊轨基地完成了A+A、A+B、B+B的焊接,然后按照配轨表的顺序对500 m焊接长钢轨进行装车和铺设。长钢轨装车和卸车对应线路上的直线或曲线,两根500 m长钢轨之间的焊接由现场移动闪光焊完成,即①+①、②+②、③+③、④+④和⑤+⑤,现场焊接的接头都是同种钢轨间的焊接。这样就实现了根据线路情况铺设相应强度等级的钢轨,不同钢种钢轨间的焊接在焊轨基地完成,线路上全部都是闪光焊接头,可实现直线、曲线地段的钢轨等寿命匹配。
2 不同钢种钢轨的焊接及试验方案
2.1钢轨选用方案
选用包头钢铁(集团)有限责任公司的3种不同钢种、不同强度级别的钢轨。

表1 焊轨基地配轨表示例
(1)60 kg/m U71MnG钢轨,880 MPa级;
(2)60 kg/m U75V钢轨,980 MPa级;
(3)包钢60 kg/m U76CrRE钢轨,1 080 MPa级。
2.2焊接方案
(1)焊接设备:GAAS80/580型焊机,控制系统为SWEP06。
(2)焊接参数:通用焊接工艺参数(具体参数略)。
(3)试焊的6种钢轨组合:U71MnG+U71MnG;U75V+U75V;U76CrRE+U76CrRE;U71MnG+U75V;U75V+U76CrRE;U71MnG+U76CrRE。
2.3试验方案
气隙磁场箝位效应本是直流电动机独有的磁场特征,同步电动机是没有气隙磁场箝位效应的。作为交流电动机的电机本体,与自控逆变器组成电动机系统之后亦存在气隙磁场箝位效应,表明这个电动机系统也属于直流电动机类型,即为广义直流电动机。
对每种钢轨组合进行25个接头的落锤试验和断口检验。此外,对部分钢轨组合进行参数范围试验,共焊接试验165个接头。落锤试验前,部分接头未进行热处理及部分接头未进行打磨,全部接头都未进行超声波探伤挑选。
落锤和断口检验按TB/T 1632.1—2014的规定进行,落锤高度为5.2 m。
3 落锤及断口检验结果
3.1落锤情况
对采用通用焊接工艺参数焊接的6种钢轨组合(165个接头)进行了焊接接头落锤试验,落锤试验结果见表2,共有10个接头被砸断。
3.2断口情况
对落锤试验的所有接头进行断口检验,没有发现冷焊口,其中85个接头断口没有可见灰斑,通用焊接工艺参数焊接接头断口灰斑面积结果见表3,U71MnG+U76CrRE接头断口见图1,U76CrRE+U76CrRE接头断口见图2。

表2 落锤试验结果 个

表3 通用焊接工艺参数焊接接头断口灰斑面积结果

图1 U71MnG+U76CrRE接头断口

图2 U76CrRE+U76CrRE接头断口
3.3小结
采用通用焊接工艺参数焊接165个接头,包括3种钢轨的6种组合,全部进行了落锤试验,有10个接头被砸断,全部焊接接头的断口没有冷焊口。试验结果表明,尽管U71MnG、U75V和U76CrRE 3种钢轨的化学成分不同,采用通用参数对3种钢轨进行混合焊接,落锤试验和断口灰斑情况总体良好。
4 通用焊接工艺参数特点
(1)U71MnG+U71MnG钢轨。典型的焊接工艺曲线见图3。焊接加热时间82~84 s;平均顶锻量为11.0 mm,最小9.8 mm,最大12.0 mm。
(2)U75V+U75V钢轨。典型的焊接工艺曲线见图4。焊接加热时间82~84 s;平均顶锻量为8.3 mm,最小7.8 mm,最大8.7 mm。
(3)U76CrRE+U76CrRE钢轨。典型的焊接工艺曲线见图5。焊接加热时间82~84 s;平均顶锻量为8.2 mm,最小8.0 mm,最大8.6 mm。
(4)U71MnG+U75V钢轨。典型的焊接工艺曲线见图6。焊接加热时间84~86 s;平均顶锻量为9.5 mm,最小8.9 mm,最大10.5 mm。
(5)U75V+U76CrRE钢轨。典型的焊接工艺曲线见图7。焊接加热时间83~85 s;平均顶锻量为8.0 mm,最小7.0 mm,最大8.8 mm。
(6)U71MnG+U76CrRE钢轨。典型的焊接工艺曲线见图8。焊接加热时间84~85 s;平均顶锻量为9.1 mm,最小8.2 mm,最大10.1 mm。

图3 U71MnG+U71MnG钢轨焊接工艺曲线

图4 U75V+U75V钢轨焊接工艺曲线
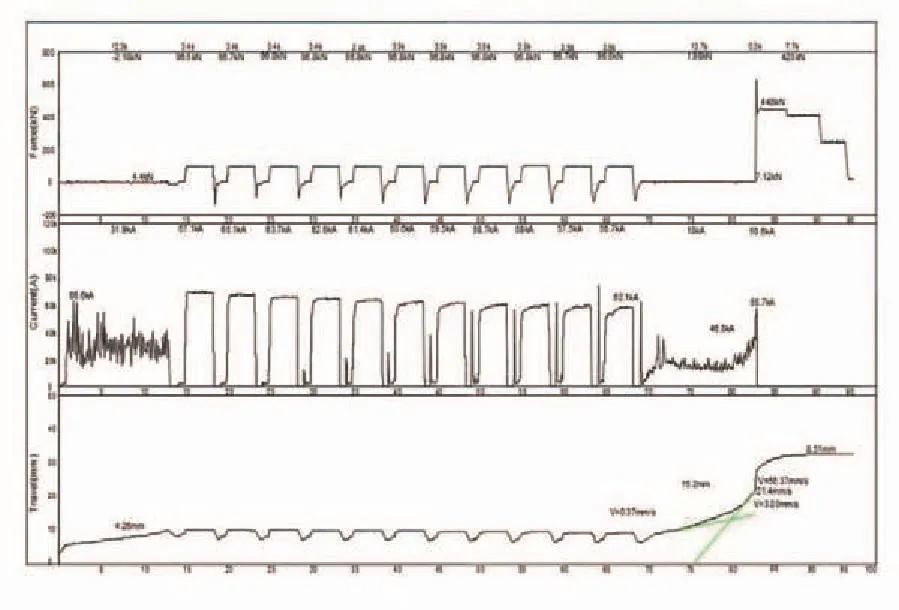
图5 U76CrRE+U76CrRE钢轨焊接工艺曲线

图6 U71MnG+U75V钢轨焊接工艺曲线

图7 U75V+U76CrRE钢轨焊接工艺曲线

图8 U71MnG+U76CrRE钢轨焊接工艺曲线
4.1顶锻量统计
通用焊接工艺参数焊接6种钢轨组合的顶锻量统计见表4。
4.2小结
采用通用焊接工艺参数焊接不同钢种的钢轨,其工艺特点如下。
(1)焊接时间相同,顶锻前的闪光加热时间是80~85 s,明显短于目前焊轨基地焊接工艺参数的加热时间,断口未见冷焊口,说明通用焊接工艺参数具有较高的加热效率。
(2)钢轨不同,顶锻量不同;随着钢轨强度级别的提高,顶锻量减小。
(3)任何钢轨组合的顶锻量在1~2 mm范围变化,对焊接质量没有显著影响。

表4 6种钢轨组合的顶锻量统计
5 结束语
为了实现线路直线与曲线钢轨的等寿命匹配,需要分别在直线与曲线地段铺设不同钢种、不同强度级别的钢轨,因此增加了钢轨焊接的复杂性,焊接工艺必须适应钢轨组合的多样性;采用通用焊接工艺参数,可保证质量,便于焊接生产管理。通用焊接工艺参数的特点是适应性好,对钢轨化学成分的变化不敏感,能够有效控制焊接缺陷。为可靠控制焊接质量,采用通用焊接工艺参数焊接不同钢种、不同强度级别的钢轨时,建议按照《不同钢种钢轨焊接暂行技术要求》执行。
6 参考文献
[1] TB/T 1632.2—2014 钢轨焊接 第2部分:闪光焊接[S].
倪峥嵘:中国铁道科学研究院,硕士研究生,北京,100081
高文会:中国铁道科学研究院金属及化学研究所,研究员,北京,100081
责任编辑 卢敏
基金项目:中国铁路总公司科技研究开发计划项目(2014G002-G)。
中图分类号:TG47
文献标识码:A
文章编号:1672-061X(2016)02-0062-04
猜你喜欢
山东冶金(2022年3期)2022-07-19
新疆有色金属(2022年1期)2022-03-22
重型机械(2020年4期)2020-06-29
中国金属通报(2019年5期)2019-07-11
制造技术与机床(2017年8期)2017-11-27
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21
中国铁道科学(2014年6期)2014-06-21
