
全液态发酵红曲米醋工艺的研究
2018-03-06 08:43胡杨任梦王心强李京彤刘悦上王伟杨旭
中国调味品 2018年2期
胡杨,任梦,王心强,李京彤,刘悦上,王伟,杨旭
(1.徐州恒顺万通食品酿造有限公司,江苏 徐州 221004;2.山东中惠生物科技股份有限公司, 山东 滨州 256600;3.哈尔滨市食品工业研究所有限公司,哈尔滨 150025)
红曲起源于我国,古时称为丹曲[1]。红曲作为糖化发酵剂,广泛应用于酿酒和制醋行业,对于酿酒和制醋的红曲霉应选择糖化力和酒化力强的菌种[2]。红曲醋作为食醋家族中的一员,其生产工艺基本上是固态
发酵法,由于工序繁多、操作复杂、陈酿时间长、粮耗多等弊端,已无法满足人们对红曲醋的需求;液态深层发酵制醋工艺具有发酵周期短、节约辅料、原料利用率高等优点,采用纯种微生物发酵,卫生质量好,产品澄清度好[3],尤其是德国弗林斯公司先进醋酸发酵设备和在线监测控制系统的引进,大大提高了醋酸发酵的产酸速率,降低了生产成本,便于实现生产管理自动化和生产规模化等特点,而在国内快速发展。因此,研究全液态发酵红曲米醋的生产工艺也愈来愈受到食醋行业的关注。本研究以大米为原料,采用全液态发酵生产红曲米醋,对红曲米醋酿造过程中的糖化-酒精双边发酵及醋酸发酵工艺进行了探讨,开发全液态发酵红曲米醋的生产工艺。
1 材料与方法
1.1 材料
大米:安徽颖上生产,淀粉含量≥70%、水分≤14.5%;红曲:山东中惠生物科技股份有限公司;黄酒干酵母:湖北安琪酵母股份有限公司;无水氯化钙:浙江大成钙业有限公司;食用纯碱:青岛碱业股份有限公司;淀粉酶(4万 U/g):枣庄市杰诺生物酶有限公司;糖化酶(15万 U/g):四川省山野生物科技有限公司。
1.2 设备
JA5003电子天平 天马衡基仪器厂;电热恒温培养箱 上海跃进医疗器械厂;FE-20实验室pH计 梅特勒-托利多仪器(上海)有限公司;温度计 冀州市耀华器械仪表厂;波美计 上海长城仪表厂;酒精计 上海医用仪表厂;锤式粉碎机、调浆罐、液化罐、糖化罐、酒精罐、板框过滤机、醋酸发酵罐、超滤机、灭菌罐 徐州恒顺万通食品酿造有限公司液醋车间。
1.3 试验方法
1.3.1 工艺流程
大米→粉碎→调浆→液化→煮沸→糖化→酒精发酵(添加红曲)→后熟→过滤→米酒→醋酸发酵→超滤→配兑→灭菌→贮存→灌装→成品。
1.3.2 工艺要点
大米粉碎:将原料大米经过锤式粉碎机粉碎,米粉细度要求60目以上。
调浆:按料水比要求进行加水,充分搅拌均匀后,依次加入Na2CO3、CaCl2及α-淀粉酶。调浆时加入Na2CO3调节pH值为6.2~6.4,CaCl2的添加量为原料的0.5%~2.0%,α-淀粉酶的添加量为原料的0.20%~0.50%。
液化:开启搅拌器及蒸汽阀门,泵入粉浆,调节进料阀,保持罐内温度85~92 ℃,进料完毕,维持品温10~15 min。液化完毕后,升温煮沸灭酶。
糖化:将灭酶后的液化液转入糖化罐降温至55~60 ℃,加入糖化酶。糖化酶的添加量为原料的0.2%~0.4%,糖化时间为30 min。糖化结束后,继续降温至28~32 ℃。
酒精发酵:将降温后的糖化醪泵入酒精发酵罐,加入黄酒干酵母,添加量为原料的0.1%。同时根据实验要求加入红曲,开启搅拌装置搅拌均匀。根据实验要求定期进行取样并检测。
过滤:待酒精发酵完成后,采用板框过滤机进行过滤,除去米渣,将澄清的酒液泵入米酒罐备用。
醋酸发酵:采用分割法取醋进行醋酸发酵,每次取醋量为发酵醪总体积的40%,通风量为发酵醪体积的7%~10%,发酵温度根据实验要求进行设定。
1.3.3 检测方法与感官评定方法
1.3.3.1 酒精度的测定
参照GB/T 13662-2008《黄酒》标准中的分析方法[4],采用蒸馏法。
1.3.3.2 酒的总酸、氨基酸态氮的测定
参照GB/T 13662-2008《黄酒》标准中的分析方法,采用酸度计滴定。
1.3.3.3 醋的总酸、不挥发酸的测定
参照GB 18187-2000《酿造食醋》标准中的分析方法[5]。
1.3.3.4 感官评定方法
红曲米醋感官指标与评定方法见表1。
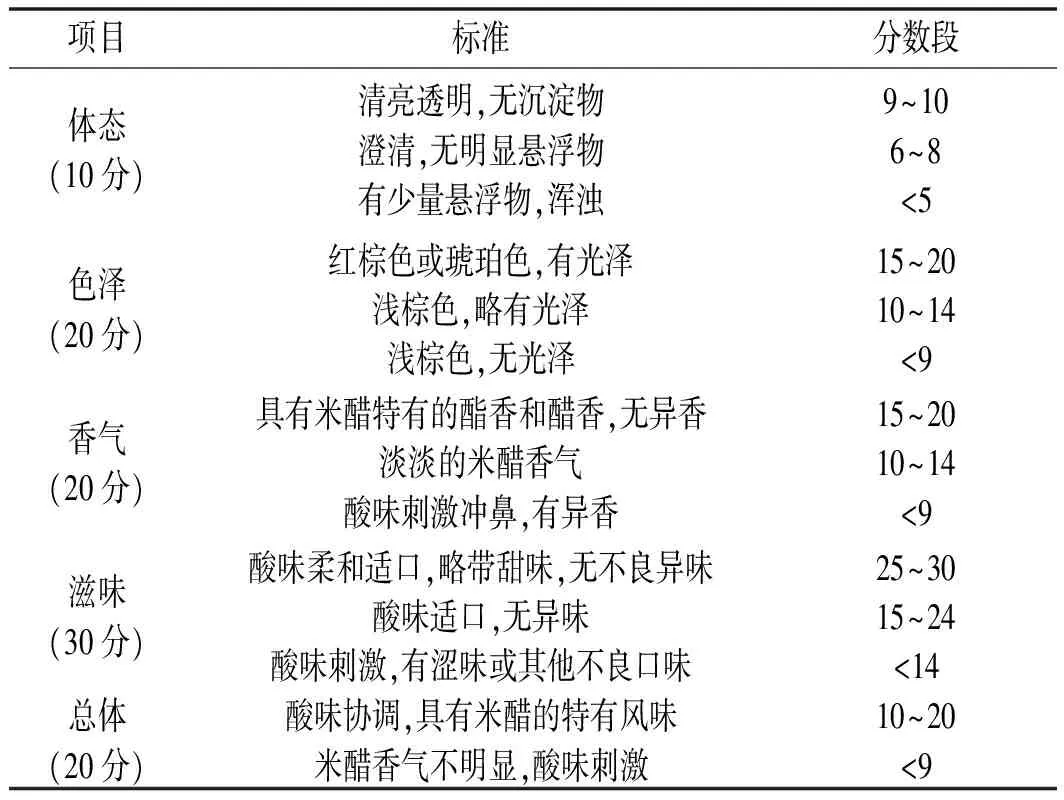
表1 红曲米醋感官评定指标Table 1 The sensory evaluation indexes of red koji rice vinegar
2 实验过程设计
2.1 糖化-酒精发酵工艺的优化
通过单因素试验,研究不同料水比、红曲使用量、发酵温度、发酵时间对红曲糖化-酒精双边发酵质量的影响,以发酵结束红曲米酒的酒精度作为主要评价指标,以确定单因素的最佳发酵条件。糖化-酒精发酵单因素与水平见表2。

表2 糖化-酒精发酵工艺优化单因素试验Table 2 Single-factor experiments of saccharification and alcoholic fermentation
2.2 醋酸发酵工艺的优化
以醋酸发酵平均产酸速率作为主要评价指标,对发酵初始酸度、发酵初始酒度、发酵温度进行单因素试验,各单因素水平见表3。

表3 醋酸发酵工艺单因素试验Table 3 Single-factor experiments of acetic fermentation
3 结果与讨论
3.1 单因素红曲米醋酒精发酵的研究
3.1.1 料水比
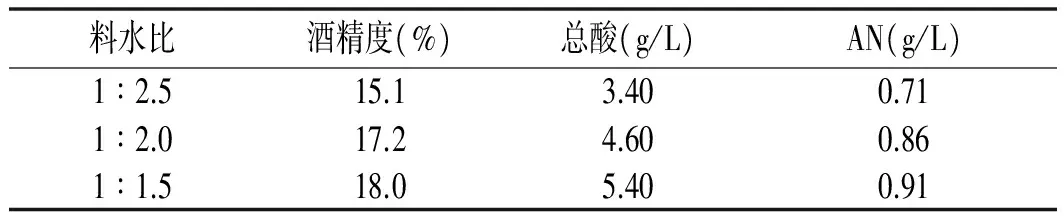
料水比即原料加水比,不仅影响酒精发酵的过程,也影响液化过程。因此,料水比的选择应考虑适合酶法液化工艺的要求以及满足最终发酵所要求的酒精度。不同料水比的酒精发酵试验结果见表4。

表4 料水比对液化及酒精发酵的影响Table 4 Effect of material-water ratios on liquefaction and alcoholic fermentation
续 表
由表4可知,原料加水控制在1∶2.0时比较合适。原料加水比太小,如1∶1.5酒精度略高,总酸和氨基酸态氮也同步提升,但实验中发现料液粘稠,液化困难,在生产上也不利于料液的降温和输送,且酒的口感涩口并带有苦头;原料加水比太大,如1∶3.5,虽然对液化处理有利,但是酒精发酵酒度明显偏低,酒的口感淡薄。
3.1.2 红曲添加量
不同红曲添加量对红曲米酒酒精发酵的影响见表5。

表5 红曲添加量对酒精发酵的影响Table 5 Effect of additive amount of red koji on alcoholic fermentation
随着红曲添加量的不断增加,米酒的酒精度和氨基酸态氮均明显提高,当红曲使用量由10%增加到12%时,米酒的酒精度提高不明显,但总酸增加很大;进一步采用14%的红曲添加量试验时,也验证了红曲添加量超过12%时,酒精度没有升高,但是总酸明显增高,这可能和红曲添加量及红曲中所含杂菌有关。
3.1.3 发酵温度
温度作为酒精发酵初期红曲的糖化及酵母生长繁殖的重要条件,直接影响到米酒的质量和得率。发酵温度对酒精发酵的影响见图1。

图1 发酵温度对酒精发酵的影响Fig.1 Effect of fermentation temperature on alcoholic fermentation
由图1可知,在24~32 ℃范围内,随着发酵温度的升高,发酵醪中酒精度呈先增加后降低的趋势。当发酵温度为28 ℃时,发酵醪中酒精度达到峰值17.2%;当发酵温度超过28 ℃时,最终酒精度开始下降。这可能是因为随着温度的升高,酵母增殖与发酵速度加快,产酒速度加快,同时菌体易老化,造成酵母早衰,发酵后劲不足。
3.1.4 发酵时间
发酵时间对酒精发酵的影响见图2。

图2 发酵时间对酒精发酵的影响Fig.2 Effect of fermentation time on alcoholic fermentation
随着发酵时间的延长,酒精度呈先增加后降低的趋势,在发酵9天后,酒精度达到峰值。之后再继续延长酒精发酵时间,酒精度不再升高而略有降低,可能的原因是9天后糖化醪中的还原糖已基本被酵母发酵为酒精。
3.1.5 糖化-酒精发酵正交试验
在酒精发酵单因素试验的基础上,通过正交试验L9(34),确定酒精发酵的最佳工艺条件,糖化-酒精发酵正交试验因素水平见表6。糖化-酒精发酵正交试验结果见表7。

表6 糖化-酒精发酵正交试验因素水平表Table 6 Orthogonal experimental factors and levels of saccharification and alcoholic fermentation

表7 糖化-酒精发酵正交试验结果Table 7 Orthogonal experimental results of saccharification and alcoholic fermentation
由表7极差R值分析可知,各因素对酒精发酵的影响依次为A>C>B>D,即在正交试验所设计的各因素中,料水比、发酵温度、红曲添加量、发酵时间对酒精发酵的影响依次减小。A1B3C2D2为最优组合,即料水比为1∶2.0,红曲添加量为12%,发酵温度为28 ℃,发酵时间为9天。
3.2 单因素红曲米醋醋酸发酵研究
3.2.1 发酵初始酸度
不同浓度的发酵初始酸度对醋酸发酵平均产酸速率的影响见图3。

图3 发酵初始酸度对平均产酸速率的影响Fig.3 Effect of initial fermentation acidity on average acetic acid conversion rate
当发酵初始酸度由3.5%提高到4.0%时,平均产酸速率也随之提高;当发酵初始酸度大于4.0%时,醋酸菌的活性开始受到抑制。这说明一定量的发酵初始酸度有益于醋酸菌菌体生长代谢,即菌体产酸提前和缩短发酵周期[6]。
3.2.2 发酵初始酒精度
醋酸发酵是存在于醋酸菌细胞膜的结合酶通过将乙醇氧化成乙醛的乙醛脱氢酶(ADH)和将乙醛再氧化成醋酸的乙醛脱氢酶(ALDH)来完成的[7]。
乙醇既是醋酸菌发酵的底物,又是醋酸菌生长繁殖的促进因子。发酵初始酒精浓度对醋酸发酵平均产酸速率的影响见图4。

图4 发酵初始酒精度对平均产酸速率的影响Fig.4 Effect of initial alcohol content on average acetic acid conversion rate
当发酵初始酒精度从2%提高到4%时,平均产酸速率也随之提高;当乙醇浓度为4%时,平均产酸速率达到峰值;当发酵初始酒精度进一步提高时,平均产酸速率呈缓慢下降趋势。说明在适宜的初始发酵酒精度范围内,酒精浓度越高,平均产酸速率越大。
3.2.3 发酵温度
沪酿1.01醋酸菌种最适繁殖温度为30 ℃,最适发酵温度为32~35 ℃[8],不同发酵温度对平均产酸速率的影响见图5。

图5 发酵温度对平均产酸速率的影响Fig.5 Effect of fermentation temperature on average acetic acid conversion rate
由图5可知,发酵温度30 ℃时平均产酸速率最高。说明在26~30 ℃的温度范围内,随发酵温度的升高,平均产酸速率也随之提高;当发酵温度高于30 ℃时,平均产酸速率呈下降趋势。这说明长时间高温醋酸发酵,醋酸菌菌体易衰老。
3.2.4 醋酸发酵工艺正交试验及结果
在醋酸发酵单因素试验的基础上,通过正交试验L9(33)确定醋酸发酵工艺的最佳条件。醋酸发酵正交试验因素水平见表8,醋酸发酵正交试验结果见表9。

表8 醋酸发酵正交试验因素水平表Table 8 Orthogonal experimental factors and levels of acetic fermentation

表9 醋酸发酵正交试验结果Table 9 Orthogonal experimental results of acetic fermentation
由表9中极差R值分析可知,各因素对醋酸发酵平均速率的影响依次为B>A>C,即初始发酵酒精度、初始发酵醋酸浓度、发酵温度对醋酸发酵平均速率的影响依次减小。A2B3C3为最优组合,即发酵初始酸度4.5 g/dL、发酵初始酒精度4.0%、发酵温度32 ℃。
4 红曲米醋与普通米醋部分理化指标与感官评定的比较

表10 红曲米醋与普通米醋对比表Table 10 The comparison of red koji rice vinegar and ordinary rice vinegar
由表10可知,从影响米醋风味的不挥发酸和氨基酸态氮2个主要指标来看,红曲米醋均优于普通米醋,感官品评得分也高于普通米醋。
5 结论
本研究中液态发酵红曲米醋最高酸度达到8.0~8.5 g/dL,随着红曲米醋酸度的增加,如果有条件对醋醪进行20~30天的后熟陈酿,再进行硅藻土过滤灭菌,红曲米醋的风味会更加柔和适口。液态发酵红曲米醋,丰富了液态米醋产品系列,为利用液态深层发酵制醋设备生产液态红曲米醋提供新的尝试,也为液态米醋产品风味改善提供了新的思路,但液态红曲米醋的相关功能性研究还有待进一步探讨。
[1]岳振宇,王亚琴,徐喜林,等.红曲霉的特点及应用研究[J].食品工业科技,2006(12):186-188.
[2]阮富升.用于制醋的红曲生产技术[J].中国调味品,2000(3):21-23.
[3]徐玲,王文凤,周广田.以黄酒为原料酿造高浓度白醋工艺探讨[J].山东食品发酵,2007(1):13-15.
[4]GB/T 13662-2008,黄酒[S].
[5]GB 18187-2000,酿造食醋[S].
[6]李明元,张波,吉礼,等.发酵初始酸度(乙酸)浓度对醋酸菌产量的影响[J].中国调味品,2009,34(1):50-51.
[7]周秉辰.食醋生产中醋酸菌乙醇脱氢酶的活性与产酸速率关系的研究[J].中国酿造,2009(11):58-59.
[8]包启安.食醋科学与技术[M].北京:科学普及出版社,1999:193-195.
猜你喜欢
现代食品(2022年19期)2022-11-21
河西学院学报(2022年2期)2022-07-13
广西蚕业(2021年2期)2021-07-15
中老年保健(2020年5期)2020-12-11
家庭医药·快乐养生(2020年7期)2020-07-28
家庭医药(2020年14期)2020-01-03
中国当代医药(2019年20期)2019-09-25
农业机械学报(2019年1期)2019-02-15
科技视界(2016年20期)2016-09-29
中国美容医学(2016年4期)2016-07-25
