双馈风力发电机滑环、碳刷故障分析及解决措施探讨
2018-03-04 12:20:22钟绍辉解京晶
风能 2018年8期
文 | 钟绍辉,解京晶
滑环、碳刷装置是双馈异步风力发电机实现转子电流双向传输的关键部件。经统计,滑环、碳刷装置的故障率占比较高,经常造成电机无法启机、轴承损伤等故障。此类故障维修时间较长,损伤严重时需下架处理,给业主造成重大经济损失。因此提升滑环、碳刷装置的质量可靠性,对机组的安全、高效运行有着重要的意义。
本文对滑环的结构、工作原理做了简单阐述,主要介绍了滑环出现的各类型故障及相应的处理措施。
滑环、碳刷装置结构及功能
图1是双馈风力发电机滑环、碳刷装置的典型结构图,主要由导电环、刷架、刷握、碳刷、恒压弹簧等部件组成。导电环安装在电机主轴上,刷架系统固定在滑环室内,电机在高速旋转过程中,导电环与碳刷接触传导电流(其主要功能一方面是通过变频器为转子绕组提供励磁电流,另一方面是将转子绕组发出的电流引出,通过变频器反馈到电网上)。接地装置的作用是将电机转子产生的轴电流导出,避免轴承电蚀。
滑环、碳刷装置常见故障
(1)碳刷温度高,磨损快。
(2)滑环表面氧化膜损伤,环面有麻点、拉伤痕迹(图2)。
(3)碳刷与刷盒烧结,卡滞在刷盒中,刷盒有烧灼痕迹。
(4)碳刷磨损报警失效、报警开关触点断裂、恒压弹簧变色等。
引发故障的主要影响因素
一、滑环、碳刷冷却通风
滑环与碳刷在电机高速旋转中产生滑动电接触,滑动电接触的磨损形式主要分为电气磨损和机械磨损,这些磨损会产生大量的热量。如果不能及时有效地将这些热量带走,会造成滑环环面、碳刷温度急剧升高、氧化膜增厚、接触压降升高等不良影响。风力发电机滑环、碳刷装置安装在滑环室里面,滑环室的防护等级为IP23,空间比较封闭。因此,发电机滑环、碳刷运行中通风散热问题就显得尤其重要。
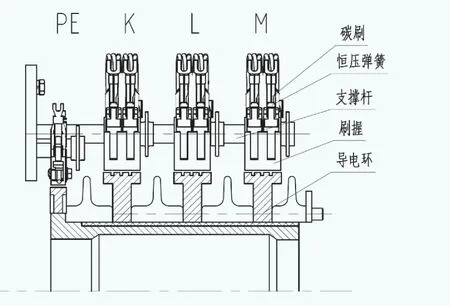
图1 滑环结构图
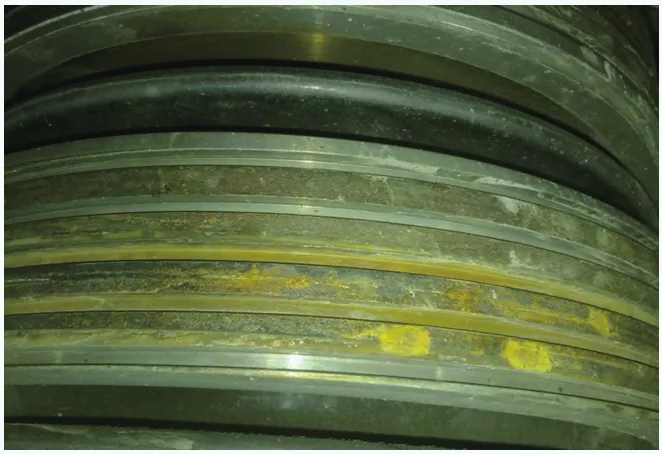
图2 环面损伤状况
风力发电机滑环冷却一般采用轴流风机、风扇或利用电机空冷器出风口风量对滑环、碳刷进行降温,同时将带有碳粉的空气排到机舱下部碳粉收集器中。因此,确保冷却风路通畅,才能达到冷却效果。
二、碳刷选型、安装
风力发电机目前大多采用的是进口品牌的碳刷,其品质比较可靠。选型方面应该注意的是与滑环导电环材质的匹配性问题(不同型号、不同厂家的电刷,其导电性和硬度存在差异。材质过硬,影响滑环和碳刷的动、静接触面,加大滑环摩擦,造成环面损伤;材质较软,电刷极易磨损,更换频繁,维护成本增加)。还有一方面就是针对不同环境采用不同材质的碳刷,一般情况下分为沿海型、平原型、高原型三类,针对风电机组不同运行环境选择适配牌号的碳刷较为合理。
碳刷安装在刷握中不能过紧或过松。太松会引起碳刷在刷握内振动,导致电刷接触不良;太紧会影响碳刷在刷握中的自由滑动,严重时会出现“卡死”现象,一般两者之间较为合理的间隙为0.1mm。同时注意刷握安装时要与滑环同心,避免出现碳刷偏磨现象。
三、恒压弹簧压力
恒压弹簧的作用是提供碳刷与滑环的接触压力,确保两者之间有效接触。当压力过小,虽然可以降低摩擦系数,减少机械磨损,但电气磨损却会大大增加,影响碳刷导电性能;反之,导电性能虽然增强,但碳刷磨损较快。因此碳刷压力要控制在一个合理的范围,一般风电用主碳刷为200cN/cm²±10%,接地碳刷为250cN/cm²±10%。但由于恒压弹簧长期在高温及振动下使用,压力衰减是不可避免的。因此针对使用期限较长的要做定期检测,确保压力合格。图3是对已使用5年的几组主碳刷恒压弹簧做的压力检测,有效值应为1600cN±10%,检测结果个别存在失效现象。
四、滑环径向跳动超差
滑环偏心、轴承故障、电机装配等因素很容易造成滑环径向跳动超差,使得碳刷与滑环表面接触不稳定,当碳刷的滑动接触出现进一步恶化,可能产生较大的火花,造成碳刷表面烧伤,破环氧化膜,加剧碳刷的磨损。超差严重电机发生振动时,不仅加剧机械磨损,甚至造成压簧疲劳断裂,碳刷破损、开裂,造成滑环烧损。
五、碳刷均流性
风力发电机转子电流值大,这就需要在同相上排布N个碳刷引流。由于碳刷材质、弹簧压力、接触电阻存在差异性,会导致碳刷之间电流值偏差较大,个别碳刷电密超过允许的最大值,造成碳刷发热严重,破坏氧化膜,导致环面烧损。
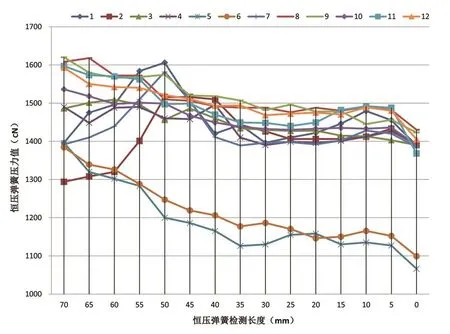
图3 压力测试结果
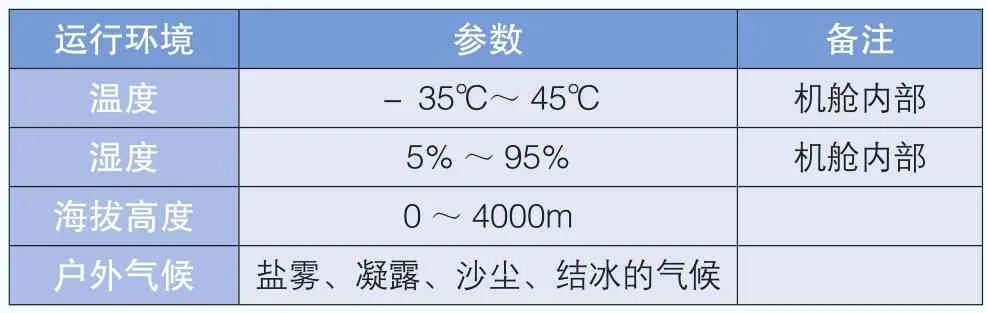
表1 机组运行环境
六、运行环境
风力发电机的运行环境几乎涵盖了各种气候条件(表1)。
在风力发电机的各种运行环境中,沿海及高原环境对滑环、碳刷的影响最大。这两类地区因空气中水份含量较大,尤其是高原环境下凝露现象严重,对滑环表面的氧化膜有很大的影响。据相关资料显示,当绝对湿度大于20g/m3时,由于空气湿度过大,会加剧氧化膜的形成,造成氧化膜增厚,碳刷接触压降升高,增加电气损耗。同时会使电刷产生过热、打火等现象,致使滑环烧损。因此在这两类地区对滑环室内部湿度的控制尤为重要。
七、维护
(1)滑环室中、刷握间隙及刷架上的碳粉积碳严重,造成爬电、打火,烧损碳刷。
(2)并网运行时,碳刷接触面不够,电密超标,出现发热、打火现象。
(3)碳刷报警开关损坏,造成碳刷磨损到限值后未及时报警,致使碳刷与滑环相蹭引发故障。
(4)滑环室下部碳粉过滤器中积碳严重,造成冷却风路堵塞,滑环室温度升高引发故障。
(5)接地碳刷刷辫接头联接松动、接地线断裂,造成碳刷烧损,电机轴电流没法有效导出,轴承电蚀。
处理方法及预防措施
根据以上分析的各种原因,结合风电场处理滑环故障的一些经验,应采取以下措施提升质量,减少故障。
一、滑环、碳刷设计选型
(1)碳刷材质要选用与导电环材质、电机工况、运行环境相匹配的,建议主碳刷选用铜石墨材质,接地碳刷选用浸渍银材质,具体牌号根据不同厂家选取市场应用成熟的。电密要在碳刷允许范围内,同时考虑电流不均的状况留有相应的裕量。
(2)滑环导电环材质选用马氏体不锈钢,采用调质处理增加硬度,提高耐磨性。沿海地区要采取防盐雾措施。金属材料机械性能满足电机工况,绝缘材料等级为F级。
二、滑环、碳刷装配
(1)对装配好的滑环用百分表检测径向跳动,一般不允许超过0.05mm。
(2)检测碳刷报警开关线通断,正常状况下为常闭合状态,避免出现碳刷磨损到限值后未及时报警状况。
(3)恒压弹簧要装配到位,检测弹簧压力,对超出标准压力范围的弹簧要及时更换。
(4)检查碳刷接触面是否合格,刷辫是否有断股,接头是否良好。刷辫与刷架联接是否牢固,接触部位是否清洁,防止碳刷与滑环刷架连接处接触不良。
(5)检查刷握与滑环环面的距离(间距应为2.5~3mm)、刷握与滑环是否同心及碳刷与刷握间隙是否合格。
(6)检查接地碳刷刷辫、接地线是否联接可靠,接触面是否清洁。
三、风电场维护
(1)更换碳刷后必须先要用100号砂纸预磨接触面,让电机空转约30分钟继续磨合接触面,达到80%以上才可以并网运行。更换接地碳刷时如果是双拼结构的,要按照电机旋转方向,碳刷滑入端是含碳的一侧,滑出端为含银的一侧,遵循先润滑后导电的原则。
(2)同一台电机上碳刷牌号必须与厂家要求的一致,绝对不允许不同牌号、不同批次的碳刷混装。
(3)对于滑环表面有麻点、凸点的,用油石先打磨掉大的凸起点,然后用0号抛光砂纸进行打磨,直到滑环表面恢复光滑方可。若损伤严重,建议拆下来对环面进行加工处理,加工时要控制滑环内孔与外圆同轴度在0.03mm以内、环面粗糙度Ra在0.8~1.2μm后再安装使用。
(4)定期清理滑环室、滑环表面、刷架、刷握缝隙积落的碳粉,避免积碳严重。滑环环面保持清洁,无油污与附着物。
(5)定期更换碳粉收集器中的滤棉,保持滑环室冷却风路通畅。
(6)对于高原、近海环境下湿度大、气温低的地区,长时间停机情况下,电机运行前要开启滑环室中的加热器进行加热,避免滑环表面出现凝露现象,引发滑环、碳刷打火问题。
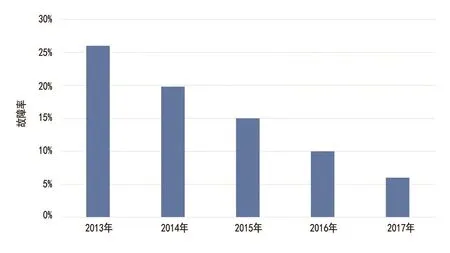
图4 2013-2017年滑环故障率
实施效果
通过以上措施的实施,滑环故障率出现明显降低,风电机组的有效利用率也得到了明显提高。
结论
本文通过对滑环的结构介绍,从冷却通风、碳刷选型/安装、恒压弹簧压力、滑环径向跳动超差、碳刷均流性、运行环境、维护等七方面对滑环、碳刷故障进行了分析,并给出了相应的处理措施,在实际运行中取得了良好的效果。
由于风电运行环境恶劣、现场维护不到位等原因,对影响滑环、碳刷正常运行的一些不利因素还无法控制到理想的状态,需要进一步采取措施,提升产品质量及维护水平,保证风电机组的高效运行。
猜你喜欢
重型机械(2021年6期)2021-12-24 09:24:44
电动工具(2020年6期)2020-12-29 05:53:36
电子制作(2019年11期)2019-07-04 00:34:36
四川水力发电(2019年2期)2019-02-16 02:34:35
经济技术协作信息(2018年20期)2019-01-19 02:56:42
电子世界(2018年22期)2018-12-06 06:17:34
防爆电机(2016年4期)2016-09-15 04:34:11
云南师范大学学报(自然科学版)(2015年5期)2015-12-26 12:46:14
数学年刊A辑(中文版)(2014年1期)2014-10-30 01:48:16
湖南水利水电(2014年6期)2014-02-27 14:48:01