
基于传统连续模冲压的自动化线工艺设计
2018-01-25 05:32孙妮霞李祺东风模具冲压技术有限公司
锻造与冲压 2018年2期
文/孙妮霞,李祺·东风模具冲压技术有限公司
随着冷冲压制造技术的发展,连续冲压以高速的生产效率、稳定的质量精度保证其在汽车零部件行业得到广泛的应用。随着汽车市场竞争力的日益增加以及汽车产量的剧增,现有劳动强度大和生产效率低的高成本、单工序手工生产模式已无法满足市场变化需求及制造技术的发展。为此,未来冲压生产制造技术要以自动化生产模式逐步取代单工序手工模式。
目前,行业内连续模生产线的综合效率和生产应用方面还存在一定上升空间:需要停线更换卷料;卷料收卷时边缘易变形、大量尾料无法利用造成材料浪费;更换模具镶块要停线拆卸模具等。而对于冲压零部件企业而言,要提升企业的市场竞争力和风险规避的能力,重点在于通过提升产品材料利用率、提高生产效率、降低实物制造成本和提升产品质量稳定性来保证企业的可持续发展。
总体方案设计
本连续模生产线采用了双料架开卷线、微送装置、双工作台的冲床和线尾皮带输送机、废料自动收集线的工艺布置方案,该生产线为高效率的自动化生产线,应用于小批量、多品种的灵活性生产及新项目的前期开发设计及调试工作,设定以下5点基本技术目标。
⑴全自动化。全线实现自动收卷、自动更换卷料、上料、卷料自动对中、自动导入校平机校平后送入模具、自动更换模具、废料自动收集等单元信号集成,实现一键式启动全线自动化生产运行的能力。
⑵高效性。冲压净节拍为SPM≥40次,产品切换时间≤10min。
⑶便捷性。配方管理简便快捷,适应多品种的快速切换生产。
⑷高效益。材料利用率≥63%。
⑸高质量。PPM(提供给用户的100万个零件中,不合格品的个数)≤10。
设备选型
上料机构方案确定
⑴“一键式”上料台车。在上料台车左、右侧设计两个挡块,通过卷料宽度设定挡块的行走距离来进行卷宽方向自动对中。上料台车沿导轨自动行走到开卷料架处,通过料架上方和上料台车下方的红外线测量卷料外径计算卷料中心位置,实现对卷料上线方向的对中,实现一键式上料。
⑵“双头式”上料架。设计可做180°旋转的双轴式料架,在整线生产不停线的情况下,可在线外更换待生产的卷料,待前一卷料生产完毕后通过料架旋转180°快速更换新卷料,如图1所示。
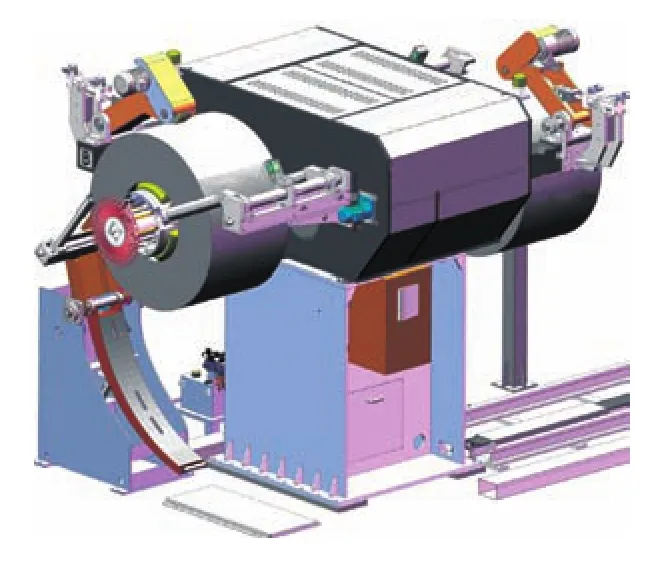
图1 双头式上料架
⑶自动导正收卷。在料架后侧设置自动收卷装置,未生产完的卷料需要收卷时在卷料宽度方向两侧自动导正卷料(图2),避免卷料偏转晃动造成卷料边缘变形无法再生产,浪费材料。
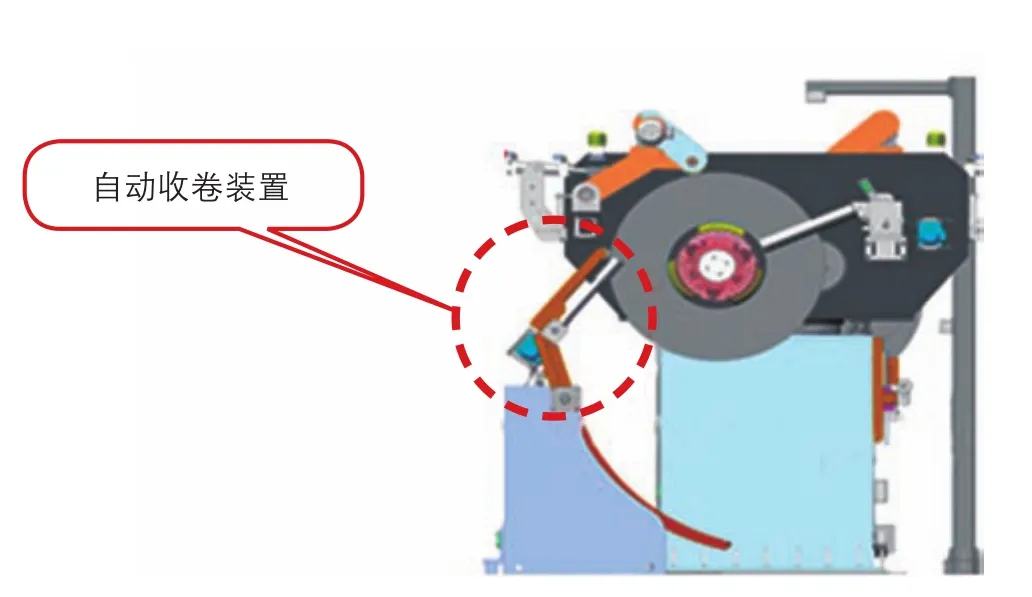
图2 自动导正卷料
⑷“微送料”方案的确定。上料开卷线尾部新设计尾料微送装置(图3),卷料生产完脱离送料辊后材料无送料动力。新增微送装置直接替代送料辊轮继续送料,可以根据模具长短进行伸缩,在每卷料生产到尾料时,有很大一部分脱离送料辊的材料需经微送装置继续送料,可保证尾料被充分利用。
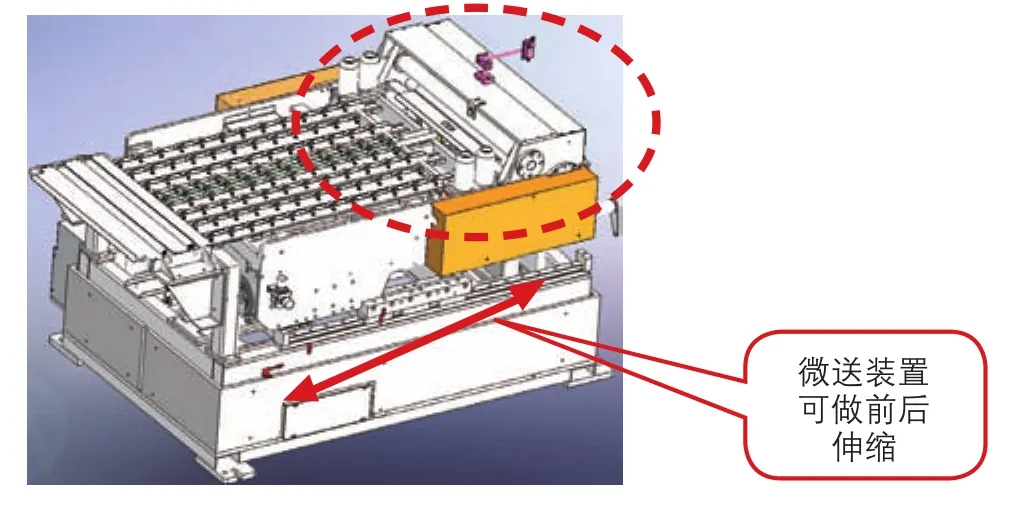
图3 新设计尾料微送装置
⑸线外模具和换模方案的确定。在400t设备前、后两侧各设计两条行走轨道,行走轨道作为前、后工作台来回移动的轨道,在整线生产不停线的情况下,线外更换待生产的模具,前套模具生产完毕后移出的同时移进待生产的模具,可快速切换模具。
⑹废料收集方案的确定。在冲床两个工作台上分别设有多个废料孔,工作台两侧设有废料滑道,在冲床底座中心位置设有废料斗,废料由工作台上废料孔或两侧废料滑道经冲床底座废料斗滑落到地坑内的废料线上,废料线将废料传送到地面以上的废料箱内。
设备自动化实施方案设计
⑴“一键式”全线自动化方案确定。通过压力机与开卷送料机、微送装置、废料线、成品输送带进行联锁控制,参与自动送料机、废料线等信号的联控。在压力机设有整线产品工艺参数自动存储配方管理模块,更换产品时,只需读取待生产产品配方号,就能完成待生产产品的参数设定,整线各部位装置自动根据工艺参数调整。调整过程为全自动,调整至设定值时自动停止,实现一键式启动整线切换生产。
⑵“一键式”自动上料开卷、收卷。送料机有产品参数记忆功能,与压力机凸轮系统联动,出现送料故障时,给压力机发出指令,压力机工作停止。在压力机触摸屏上设置送料机界面,监控送料角度、矫正凸轮角度等相关电子凸轮状态,并设置参数调整权限,所有工艺参数都存储到设备记忆模块,更换产品时,只需读取出以前存储的产品参数,就能完成新产品的参数设定,然后通过快速方便的操作完成各部位的调整。
⑶一键式自动换模。冲床设计记忆模块存储的产品工艺参数,更换产品时只需读取以前存储的产品参数,产品记忆功能快速导入下一个产品参数,完成各部位的调整:上模夹紧器松开移出→工作台夹紧器松开/顶起→工作台开出→工作台开入→工作台落下夹紧→产品参数调整(两次装模高度调整)→产品参数确认→滑块下行至下死点→上模夹紧器移入夹紧→换模结束。
⑷配方管理。通过设备存储器存储每个产品从卷料宽度、料厚、送料速度、送料步距、夹紧和放松角度、送料高度、微送伸缩距离、模具闭合高度等工艺参数,一个产品一套配方,实现不同产品不同配方的管理模式,取代切换产品时人工调整工艺参数,能起到防错及快速切换生产时直接运行。
自动化工艺生产方案设计
工艺生产设备选择方法
连续模上脱料板与下托料板在料带脱料过程中,都需要有一定的行程,部分零件因成形深度深,上脱料板与下托料板的行程总和占用了设备大部分行程,剩余行程则是用于送料机的送料空间,受到送料机送料速度的制约,零件生产所能达到的SPM值往往低于设备最低允许的SPM,设备无法正常运转,导致无法实现自动化生产。
调试方法设计
⑴送料机送料辊轮夹紧、放松角度的设计方法。连续冲压生产过程中,在设备滑块运行的一个行程中都包含有一个材料步距送进,在滑块到达下死点前送料机送料辊轮放下材料,模具导正销通过料带导正孔对材料进行导正,保证步距精度,冲压完成后滑块返回时送料机送料辊轮夹紧材料开始送料,送料辊轮的夹紧、放松信号与设备信号联锁,在送料辊轮夹紧、放松的瞬间设计设备曲轴转动角度,同时在模具导正销导正部分运行到料带导正孔内2~3mm时,设计送料机送料辊轮夹紧、放松,如图5所示。
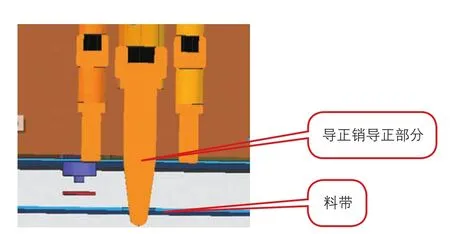
图5 送料机送料辊轮夹紧、放松角度的设计方法
⑵确定微送位置的方法。在连续模生产过程中为了不影响产品质量、不损坏模具,避免材料浪费,卷料经过送料辊轮进入模具时的角度越小,卷料变形越小,越有利于生产稳定,在料带送料没有问题的情况下托料板行程设定到最小,同时卷料摆动角度设定为≤3°,如图6所示。
⑶卷料料头在模具上起始位置的方法。卷料进入模具后模具上不得留有修边废料,若有修边废料存在时操作工容易疏忽未清理造成模具损坏,另外在后工位容易造成零件单侧成形受力不均衡影响质量,为避免上述问题,模具上设计卷料起始线来消除废料的产生和保证良好的成形性,同时也避免零件报废,材料起始线在下模FR侧,加工成V形槽。
⑷线下更换字头的方案。我公司实行小批量、多品种滚动生产模式,每个产品每次生产均需更换生产标识,以往每次更换字头都需在线上进行,大大降低了生产效率。为解决该问题新设计抽屉式字头结构,生产前线下直接抽出装有字头的安装板,更换字头后再插到字头安装座,简单、快捷,如图7所示。
⑸在线快速维修方案(图8)。连续模在生产过程中,产品往往会出现毛刺等缺陷,不可避免需要在线维修模具,按传统模具结构则需要拆卸模具维修后再上线生产,大大降低了生产效率,新设计“天窗式”压料板便于在线维修,提高生产效率。
⑹零件到位自动检测。零件在高速生产过程中,料带容易出现异常而送不到位,冲床未停机继续冲压极易损坏模具和浪费材料,因此在模具出件侧设计到位检测装置与设备信号连通,检测装置未检测到零件时无信号反馈到控制系统,控制系统就会发出报警并使冲床停机。
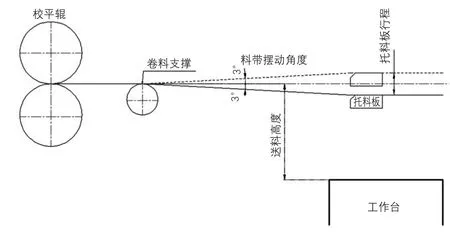
图6 确定微送位置
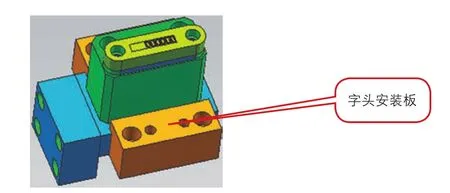
图7 字头安装板
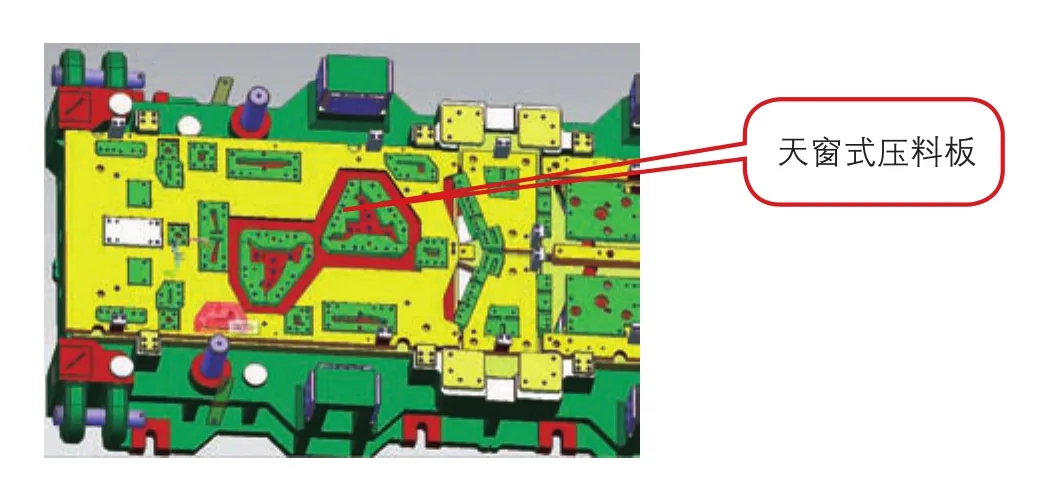
图8 在线快速维修方案
结束语
连续模生产线不仅从设备结构上设计研发了一条集双轴旋转料架上料、尾料矫正收卷、自动化尾料微送、冲压加工、废料及成品收集于一体的全自动化生产线,实现了一键式上料开卷、一键式换模、一键式自动收卷、一键式废料收集,通过产品工艺参数自动存储功能,实现产品配方式管理模式,在10分钟内切换生产,解决零部件行业内小批量、多品种灵活生产需求,还从工艺角度研究零件SPM与设备能力的关系、快速更换模具镶块等特殊模具结构,降低劳动强度。生产SPM平均达到42.7次/分钟,生产效率提高100%、材料利用率提升到63%以上,每年节约材料成本158万元,此整线生产方式为降低制造成本及高效的自动化生产发展奠定了基础。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
娃娃乐园·综合智能(2022年12期)2022-11-24
魅力中国(2021年36期)2021-10-27
机械设计与制造(2020年12期)2020-12-25
今日农业(2020年16期)2020-12-14
设备管理与维修(2020年15期)2020-09-24
模具制造(2019年7期)2019-09-25
今日农业(2019年11期)2019-08-13
家庭影院技术(2018年10期)2018-11-02
中国设备工程(2018年5期)2018-03-16
